一种汽车总装涂胶质量检测方法及系统
- 国知局
- 2024-09-14 15:03:54
本发明属于汽车总装,具体是一种汽车总装涂胶质量检测方法及系统。
背景技术:
1、随着汽车制造技术的不断进步以及汽车制造工艺的不断优化,汽车涂胶技术已经越来越广泛地应用于各大汽车整车及汽车零部件的生产过程中。汽车涂胶不仅能够紧固车体上相同或不同的材料以优化产品结构,还能替代某些焊接、铆接工艺,达到美化车体、优化生产工艺、简化生产工序的优点。
2、由于涂胶质量的优劣严重影响汽车的产品质量和行车安全,涂胶检查已经成为汽车整车及零部件生产过程中不可或缺的重要环节。在车身和/或部件的整体粘合工艺中,涂胶完成后需要进行以下操作以进行涂胶质量的检查:1.判断涂胶位置是否正确,即判断涂胶位置是否具有偏差,是否将胶涂到不适当的位置等。2.检查是否具有影响粘合的紧固性和密封性等的漏涂、断胶等现象。3.进行涂胶宽度的质量控制,即避免多涂造成浪费,避免溢胶影响美观,和避免胶线过窄影响紧固性和密封性等。
3、目前主流的涂胶检测多以相机采集涂胶图像,然后利用特定算法进行分析判断涂胶质量,具有检测速度快、无人干预的优点,但也存在着以下缺陷:(1)相机采集图像质量受环境、工件表面、工况影响很大,直接影响后续图像处理的结果,容易造成漏涂、断胶、溢胶误判;(2)为避免盲区,目前解决方案会采用多台相机,图像处理算法较为复杂,对于硬件处理器要求较高,构建完整的检测系统,成本较高。
技术实现思路
1、本发明的目的是解决上述技术问题,提供一种成本低、安装调校简单且处理快速的汽车总装涂胶质量检测方法及系统。
2、为实现上述的目的,本发明的技术方案为:
3、一种汽车总装涂胶质量检测方法,方法包括:
4、基于激光测距仪a,在胶痕上方平行于胶痕移动,并沿着胶痕中轴线扫描,等时间间隔获取发射点与胶痕中轴线的间距数据,根据第n次测距与n次测距均值之间的差值判定涂胶是否合格;
5、基于激光测距仪b,在胶痕上方平行于胶痕移动,并以垂直于胶痕的方向平扫,等时间间隔获取周期测距序列,根据周期测距序列的重心及高程变化均值判定涂胶是否合格。
6、作为进一步的技术方案,以上所述第n次测距与n次测距均值之间的差值判定涂胶是否合格,若差值小于容许的阈值δc,则涂胶合格;若差值大于容许的阈值δc,则涂胶不合格。
7、作为进一步的技术方案,以上所述n次测距均值的算式为:
8、
9、式中,n表示测距的次数,表示n次测距均值。
10、作为进一步的技术方案,以上所述容许的阈值δc为4mm。
11、作为进一步的技术方案,以上所述以垂直于胶痕的方向平扫,等时间间隔获取周期测距序列,根据周期测距序列的重心及高程变化均值判定涂胶是否合格,具体内容包括:
12、(1)激光测距仪b以宽于标准胶痕的范围、垂直于标准胶痕中轴线左右对称平扫,扫描时最大偏转角与竖直面的夹角为α,以间隔β角度以及时间t采样一次,从胶痕截面的一端扫描至另一端为一个周期,周期内共采样m+1次得到周期测距序列d=[d0,d1,d2,……,de,dm],d0为扫描初始端位置距离,dm为扫描终端位置距离,de为第e+1次扫描位置距离,其中为整数,e≥0;
13、(2)在激光测距仪b扫描的垂直平面建立x0y平面坐标,其中,x轴位于零件平面上,y轴为激光测距仪b的发射点垂直线;
14、(3)依照步骤(1)和(2),激光测距仪b在未涂胶时对零件平面进行扫描,从x轴左端扫描至右端,得到初始周期测距序列d初=[d初0,d初1,d初2,……,d初e,d初m],从而计算出各个扫描点在x轴上的坐标值xe,算式如下:
15、当xe<0时,xe=-d初e×sin(α-eβ);
16、当xe≥0时,xe=d初e×sin(eβ-α)
17、(4)依照步骤(1)和(2),激光测距仪b在涂胶后进行扫描,从x轴左端扫描至右端,得到测量周期测距序列d'=[d'0,d'1,d'2,……,d'e,d'm];
18、将d'看作x'e的离散函数,对应的x'e坐标序列可以通过下式求解:
19、当x'e<0时,x'e=-d初e×sin(α-eβ);
20、当x'e≥0时,x'e=d初e×sin(eβ-α)
21、则此函数曲线的重心坐标:
22、
23、设定重心坐标的阈值范围为[xdown,xup],当xmass在重心坐标的阈值范围内时,则判定为初步合格;当xmass超出重心坐标的阈值范围内时,则判定为涂胶不合格;进入步骤(5)二次检测;
24、(5)计算步骤(3)和(4)周期测距序列的差值,得到平面高程变化δd,算式如下:
25、δd=d初-d'=[δd0,δd1,δd2,……,δde,δdm];
26、从而计算得到平均高程:
27、
28、当平均高程小于设定阈值d阈时,则判定为涂胶合格;当平均高程大于设定阈值d阈时,则判定为涂胶不合格。
29、作为进一步的技术方案,以上所述所述xdown为-0.8,所述xup为0.8。
30、作为进一步的技术方案,以上所述d阈为2mm。
31、一种用于如上所述汽车总装涂胶质量检测方法的检测系统,包括:
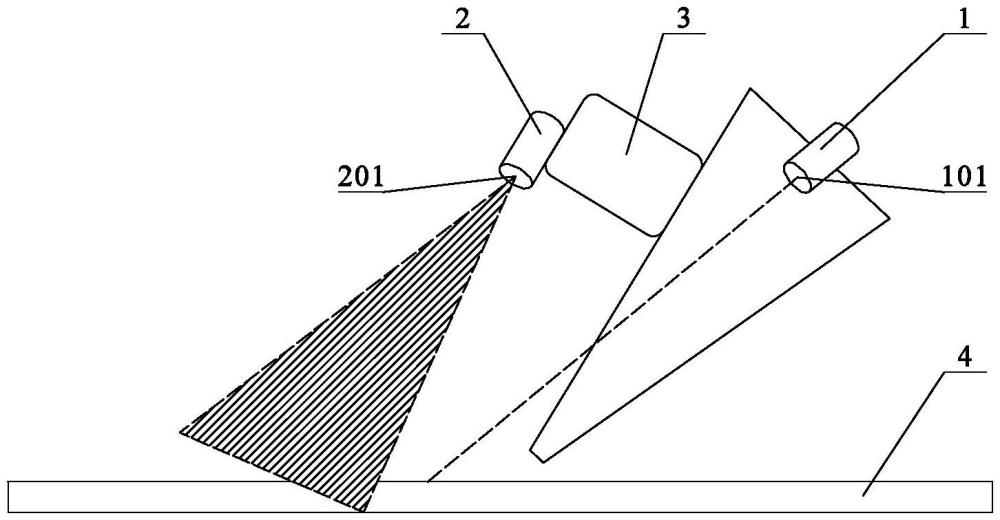
32、涂胶机器人,所述涂胶机器人包括胶枪,胶枪用于在设定位置上移动涂胶;
33、第一测距模块,包括激光测距仪a,所述激光测距仪a安装在胶枪上,随着胶枪移动并沿着胶痕中轴线扫描,用于测量发射点与胶痕中轴线的间距数据;
34、第二测距模块,包括激光测距仪b和数字舵机,所述激光测距仪b通过数字舵机安装在胶枪上,随着胶枪移动,并以垂直于胶痕的方向平扫,用于获取周期测距序列;
35、检测控制器,用于:接收涂胶机器人工作信号并启动检测、以及向涂胶机器人发送启停工作指令;预设阈值和采样间隔;给第一测距模块和第二测距模块发送动作及检测工作指令;接收及处理激光测距仪a和激光测距仪b所测数据;比较处理后的数据与预设阈值;判断处理后的数据是否在预设阈值范围内,若在预设阈值范围内,则继续涂胶,直至涂胶完成;否则,判定为涂胶不合格,向涂胶机器人发送停止信号,并报警;缓存及清空测量数据;
36、通讯模块,用于为涂胶机器人与检测控制器、检测控制器与第一测距模块、检测控制器与第二测距模块之间提供数据传输。
37、作为进一步的技术方案,以上所述激光测距仪a和激光测距仪b的发射点均位于胶枪喷涂口之后。
38、与现有技术相比,本发明的有益效果为:
39、1、本发明不需要依赖图像采集,只用激光测距仪,就可实现对漏涂、断胶、溢胶和胶线过窄问题的检测,既能减少多个拍照的设备投入,又避免环境光线、工件颜色和工况影响,不会出现误测,提高检测的准确率。
40、2、本发明采用相邻两次测距差值、涂胶截面重心位置的变化以及涂胶截面高程变化均值等算法,即可有效判断漏涂、断胶、溢胶和胶线过窄等问题情况,算法简单快速,对硬件处理器要求低,涂胶速度改变的适配性高。
41、3、本发明的激光测距仪安装在现有的胶枪上,可以随着胶枪边涂胶边实时检测,检测前按照要求将激光测距仪a发射点对准胶痕中轴线,以及激光测距仪b发射点以垂直于胶痕的的方向平扫调教,由数字舵机控制垂直平扫的方向,简单易操作;因数据采集和算法简单快捷,可及时发现涂胶问题并停止胶枪喷涂,避免材料的浪费,保证涂胶质量。
本文地址:https://www.jishuxx.com/zhuanli/20240914/296819.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表