一种过滤网座、回流管道总成及气液分离器的制作方法
- 国知局
- 2024-10-09 16:04:02
本发明涉及气液分离,具体为一种过滤网座、回流管道总成及气液分离器。
背景技术:
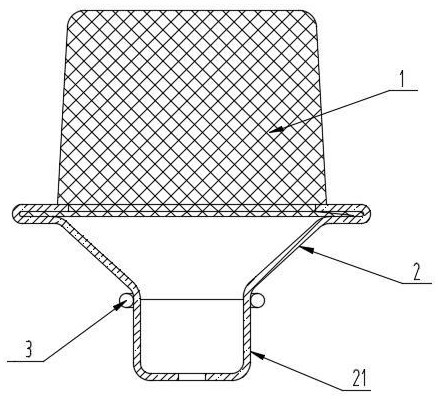
1、空调的蒸发器和压缩机之间设有气液分离器,其作用是将介质中的液滴分离掉,然后在气液分离器内气化后再进入压缩机,以防止液滴进入压缩机而对压缩机“液击”。气液分离器在工作时需要将蒸发器输出的气液混合体在筒体内进行分离,包括油和液态冷媒,液态冷媒通过气化,再通过回流管道吸入到压缩机。可见,在气液分离器中最为重要的部件是用于形成气流通道的回流管道(导气用)。但是现有的回流管道上均设置有过滤网座,过滤网座上设置有回油孔,过滤网座作用一则用于对于进入回流管道内的冷却油进行弥散处理,二则起到过滤作用。
2、现有的过滤网座和回流管道采用钎焊方式,现有的过滤网座上设置有回油孔,其中回油孔直径一般为1.5-2.5mm,在钎焊时会存在以下弊端:
3、1.现有的过滤网座和回流管道的配合为间隙配合,在焊接时容易造成过滤网座出现偏斜,一旦出现偏斜,容易造成接缝周向缝隙不均匀,导致焊液向缝隙大的一侧汇流,进而容易造成焊液下流量过大,出现回油孔堵孔问题,同时角度出现偏差,会影响冷却油的弥散效果;为了保证位置精准,对焊接工装和工人装配要求高。
4、2.火焰焊接温度和添加焊料用量靠焊工经验把控,往往在焊接时基本为火焰熔化焊料的方式,导致实际使用的焊料会超出设计量,这样就会出现有焊料熔化过多的现象,熔化过多就会使得下流量进一步增加;其次,焊料在熔化后,无论接缝周向缝隙均匀与否,都会不确定性的向一侧汇集并下流,进而在回油孔处形成汇集,过多的焊液极易堵塞回油孔致命缺陷隐患,造成压缩机无法回油,影响整个机组运行。常规的操作是:工人会通过火焰将焊液向一侧引带来避免汇集于一侧,但是效果仍不理想,无法有效确保回油孔畅通,该类问题对公司的产品造成了严重的经济损失,如何解决该类问题是公司稳定持续发展急需要解决的难题。
5、3.过滤网座装配进入回流管道的安装孔后,安装孔直径一般介于6-7mm之间,这样就导致留给焊工或者自动焊接设备进行送焊丝的作业空间太少,竖向作业空间一般在2-4mm,极大地影响效率和焊接质量,对焊接技术要求较高。
技术实现思路
1、为了解决上述技术问题,发明人经过实践和总结得出本发明的技术方案,本发明采用了如下技术方案:
2、第一发明目的:
3、一种过滤网座,包括过滤网和网座,所述网座上设置有安装部,安装部紧配合于坯料管件的安装孔内,安装部外侧根部套装有焊环,在安装部安装在坯料管件的安装孔内后,焊环紧贴于坯料管件的安装孔的顶部。
4、于本方案中,通过预先在安装部根部套装焊环,安装部紧配合于坯料管件的安装孔顶部,能够确保安装位置和角度,杜绝出现偏斜,确保回流管道于气液分离器中的性能,同时焊环的线径和周长一定,能够精准把握焊料用量,不会因为传统焊接无法精准控制焊料用量导致焊料过多下流堵塞回油孔的问题。
5、优选地,所述焊环为具有开口的开环结构。通过设置开口便于焊环套装于安装部的根部,即远离回油孔的一侧,焊环不会出现掉落的问题。当然如果焊环尺寸略大于安装部外径,能够确保焊料用量也可。
6、优选地,所述安装部远离过滤网的一侧设置有内收结构,内收结构包括分隔段和竖直段,分隔段的两端分别和安装部、竖直段顶部连接;
7、分隔段为水平设置的板状结构,且底面设置有环状槽;通过水平板状和底部的环状槽来阻隔焊液下流,进而杜绝堵孔问题发生。
8、或分隔段为斜向上设置的板状结构,利用斜向上设置,进而使得焊液下流后无法向回油孔处汇集,进而杜绝堵孔问题发生。
9、优选地,所述安装部外侧周向均布有丝槽,丝槽的深度为0.01-0.02mm,可以通过刻丝或拉丝工艺制得,丝槽顺着网座安装方向设置,通过周向设置的丝槽,能够对焊液进行向下引流,使得焊液在周向方向上不容易汇集,进而能够克服焊液下流易汇集导致堵孔的问题。经研究发现,发明人在采用紧配合时,容易出现安装孔的破裂或者出现微裂纹,进而无法确保气液分离器的稳定性,利用丝槽的设置,在后续安装部和安装孔紧配合压装作业中,能够吸收挤压能量,避免安装孔出现微裂纹问题。
10、优选地,所述丝槽为分布于安装部外且侧向一侧偏斜的斜槽,偏斜方向均一致。
11、优选地,所述网座外侧设置有环槽,环槽顺着网座安装方向至少设置有一组,利用环槽作为向下引流时的均化,增大阻力,避免其出现汇集。
12、第二发明目的:
13、还公开了,一种回流管道的生产工艺,采用上述的过滤网座,生产步骤如下:
14、s100)开孔
15、于坯料管件上设计位置处冲孔,得到与安装部紧配合的安装孔;
16、s200)压装
17、将过滤网座的安装部下压于安装孔内形成紧配合,且焊环紧贴于安装孔顶部,得到回流管道半成品;
18、s300)焊接
19、将回流管道半成品送入隧道炉的传送带上,于隧道炉内完成焊接,得到回流管道成品。
20、优选地,所述焊环为黄铜材质或锡青铜材质;
21、当焊环为黄铜材质时,焊接温度为920℃±10℃;
22、当焊环为锡青铜材质,焊接温度为1055℃±5℃。
23、优选地,所述s200)压装步骤中,采用专用压装设备完成,专用压装设备包括底座,底座一侧安装有立架,底座上安装有定位座,定位座上设置有定位结构,用于对坯料管件的定位,立架上安装有气缸,气缸活塞端的底部连接有压装套,压装套的底部设置有磁吸口,磁吸口用于吸附网座。
24、在压装前利用磁吸口对网座吸附,将回流管道管件坯料通过底座上的定位结构用于限制定位,能够确保压装精度,通过气缸活塞杆下行将网座压装于紧配合于安装孔内。
25、优选地,所述立架的侧部螺纹连接有横向螺纹杆,横向螺纹杆的端部转动安装于定位座上,定位座的底部设置有导向块,底座上设置有横向滑槽,导向块滑动配合于横向滑槽的内部,定位座上安装有光杆,光杆设置有两组,纵向对称分布在横向螺纹杆的两侧,光杆横向穿插于立架上;
26、定位结构的上方设置有顶部限位板,顶部限位板的底部两侧安装有侧部升降板,顶部限位板的顶面设置有位于中心的限位孔和远离立架一侧的出料槽口,出料槽口和限位孔连通;
27、侧部升降板纵向对称分布在定位结构的两侧。
28、优选地,所述侧部升降板包括包括上板、下板和回形架;
29、下板的底部通过螺栓固定在底座上,下板顶部高度低于上板底部高度;
30、上板的侧底部设置有贯穿孔,贯穿孔远离下板一侧尺寸大于靠近下板一侧尺寸,贯穿孔内设置有弹性垫和移动齿板,下板的顶侧部设置有内凹齿形面和盲孔,移动齿板和内凹齿形面位置对应,回形架位于下板顶部和上板底部的外侧,且回形架上设置有定位销,定位销和盲孔适配;
31、回形架上安装有挤压螺栓,挤压螺栓用于作用移动齿板背对齿形面的一侧。
32、第三发明目的:
33、还公开了一种回流管道总成,包括回流管道,所述回流管道由回流管道的生产工艺制得。
34、第四发明目的:
35、还公开了一种气液分离器,包括设置有气液冷凝剂进口和气态冷凝剂出口的壳体和回流管道总成,回流管道总成安装于壳体内部。
36、与现有技术相比,本发明具备以下有益效果:
37、1.网座与回流管道紧配合,能够精准控制焊接精度,防止出现偏斜,确保气液分离器气分性能;
38、2.焊料采用焊环结构套在安装部上,焊环外径和线径为固定尺寸,相应焊料用量恒定;其焊料材质:锡青铜(成分约92%cu,8%sn)液相温度1035±10℃,焊接温度1055℃±5℃;其焊接温度和时间能精准控制,焊缝强度更高;
39、3.对焊接工装和工人装配要求低,容易实现;
40、4.网座通过设计通用的气缸装置进入回流管道的安装孔后,送入隧道炉的传送带即可,效率和焊接质量得到极大提升,更适合工厂大批量焊接作业;
41、5.由于隧道炉焊本身焊接优势,其氨分解得到氮气和氢气对产品内外起到焊接保护气体作用,焊接后表面和内部光亮基本无任何残留物杂质,不需进行清洗去除杂质。
本文地址:https://www.jishuxx.com/zhuanli/20240929/311521.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表