实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法
- 国知局
- 2024-10-09 16:29:35
本公开涉及金属构件制造,具体而言,涉及一种实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法。
背景技术:
1、大型金属构件如核电容器、航天火箭贮箱、风电回转支承等,需要在极端条件下稳定工作,如高温、高压、冲击、腐蚀和辐射等,对其组织和性能提出更高要求。目前,制造大型金属构件通常采用“以大制大”的方式,即用大铸锭制造大规格构件,由于大规格铸锭在凝固过程中成分偏析严重,造成铸锭内部组织不均匀、宏观偏析、裂纹、缩孔等缺陷较多,难以保证大型金属构件的组织性能。
2、中国科学院金属所在中国专利cn105522394a中提出了金属构筑成形技术,它是通过多个优质小铸锭真空构筑封焊然后进行高温大变形获得均质大锻件的新工艺。金属构筑成形过程由于引入了构筑界面,因此保证构筑界面无痕连接是该项技术的关键。
3、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本公开的目的在于克服上述现有技术的不足,提供一种实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,该方法采用电冲击-热变形复合工艺制备金属构件,可以提高金属构件的构筑界面的愈合率。
2、根据本公开的一个方面,提供一种实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,包括:
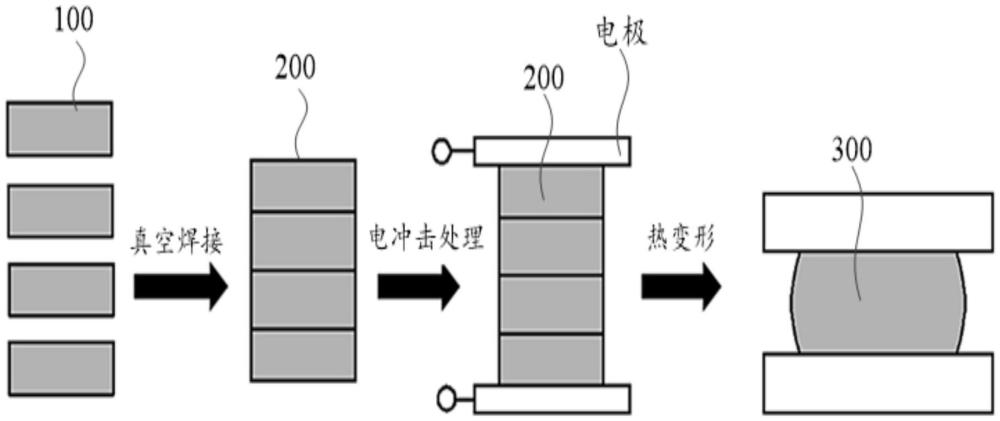
3、步骤s110),获取金属构件的多个金属构筑基元,所述金属构筑基元具有用于与其他金属构筑基元结合的结合表面;
4、步骤s120),依次将相邻两个金属构筑基元的结合表面贴合后在真空下进行焊接,直至各个金属构筑基元依次连接成金属构件坯料;
5、步骤s130),对金属构件坯料进行电冲击处理;
6、步骤s140),对金属构件坯料进行加热并根据电冲击处理参数对金属构件坯料进行热变形,使得金属构件坯料的构筑界面处实现愈合。
7、根据本发明的一种实施方式,在步骤s110中,采用锻造工艺或者铸造工艺制备所述金属构筑基元,并对所述金属构筑基元的结合表面进行切削处理,使得所述金属构筑基元的结合表面的粗糙度不超过ra3.2。
8、根据本发明的一种实施方式,所述金属构筑基元为圆柱体;
9、金属构筑基元的直径d为
10、金属构筑基元的数量不小于
11、其中,m是金属构件的质量,ρ是金属材料的密度,k1、k2、k3是尺寸系数,其中k1在1.5~3范围内,k2在1~2.5范围内,k3在2~3范围内。
12、根据本发明的一种实施方式,在步骤s120中,在将相邻两个金属构筑基元的结合表面贴合后,采用真空电子束焊或真空激光焊对结合表面的四周区域进行封焊。
13、根据本发明的一种实施方式,在步骤s130中,采用频率在50~60hz的脉冲电流对金属构件坯料进行电冲击处理;
14、其中脉冲电流的电流密度j为
15、其中,c为金属材料的比热容;ρ为金属材料的密度;ρr为金属材料的电阻率;ζ为电流密度调节系数,且ζ在(1~10)×107℃·mm6/(a·s)范围内;
16、电冲击处理的时间t为
17、其中,t1为金属构件坯料在电冲击过程中预期的最高温度,t1在(0.45~0.65)td范围内,td为金属构筑基元的始锻温度;
18、ξ为温度调节系数,ξ在(0.5~8)×1012mm5/a范围内。
19、根据本发明的一种实施方式,在步骤s140中,将金属构件坯料放入加热炉中进行加热,加热温度t高于金属构筑基元的金属材料的再结晶温度且在金属构筑基元的金属材料的合金相图ae线以下。
20、根据本发明的一种实施方式,所述加热温度t比合金相图ae线上的温度低150~250℃。
21、根据本发明的一种实施方式,在步骤s140中,在所述构筑界面处,金属构件坯料的变形量不低于临界变形量;
22、所述临界变形量εc为:εc=(η-λ1j-λ2t)/λ3
23、其中,η为构筑界面的愈合率;
24、j为电冲击处理时脉冲电流的电流密度;
25、t为对金属构件坯料加热时的加热温度;
26、λ1为电流密度系数;λ2为温度系数;λ3为变形系数。
27、根据本发明的一种实施方式,金属构件坯料的变形量为临界变形量的1.1~1.5倍。
28、根据本发明的第二个方面,提供一种金属构件,所述金属构件是采用上述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法制备的。
29、在本发明的实施方式中,采用金属构筑成型技术来从多个金属构筑基元制备金属构件。在制备过程中,先通过在真空下焊接实现对各个金属构筑基元的定位,然后通过电冲击处理技术来改变界面形态和促进微孔洞愈合,最后对金属构件坯料进行加热并加压变形。一方面,先进行电冲击处理再进行加热变形,可以促进金属热变形过程中构筑界面的结合效果,提高构筑界面(相邻两个金属构筑基元之间的界面)的连接质量,改善金属构件的力学性能。另一方面,根据电冲击处理参数对金属构件坯料进行热变形,可以使得电冲击处理过程和加热变形过程协调匹配,保证金属构筑界面的良好愈合效果。
30、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
技术特征:1.一种实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,包括:
2.根据权利要求1所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,在步骤s110中,采用锻造工艺或者铸造工艺制备所述金属构筑基元,并对所述金属构筑基元的结合表面进行切削处理,使得所述金属构筑基元的结合表面的粗糙度不超过ra3.2。
3.根据权利要求1所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,所述金属构筑基元为圆柱体;
4.根据权利要求1所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,在步骤s120中,在将相邻两个金属构筑基元的结合表面贴合后,采用真空电子束焊或真空激光焊对结合表面的四周区域进行封焊。
5.根据权利要求1所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,在步骤s130中,采用频率在50~60hz的脉冲电流对金属构件坯料进行电冲击处理;
6.根据权利要求1所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,在步骤s140中,将金属构件坯料放入加热炉中进行加热,加热温度t高于金属构筑基元的金属材料的再结晶温度且在金属构筑基元的金属材料的合金相图ae线以下。
7.根据权利要求6所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,所述加热温度t比合金相图ae线上的温度低150~250℃。
8.根据权利要求6所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,在步骤s140中,在所述构筑界面处,金属构件坯料的变形量不低于临界变形量;
9.根据权利要求8所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法,其特征在于,金属构件坯料的变形量为临界变形量的1.1~1.5倍。
10.一种金属构件,其特征在于,所述金属构件是采用权利要求1~9任意一项所述的实现金属构筑界面愈合连接的电冲击-热变形复合调控工艺方法制备的。
技术总结本发明提供一种实现金属构筑界面愈合连接的电冲击‑热变形复合调控工艺方法,属于金属构件制造技术领域。该方法包括获取金属构件的多个金属构筑基元,所述金属构筑基元具有用于与其他金属构筑基元结合的结合表面;依次将相邻两个金属构筑基元的结合表面贴合后在真空下进行焊接,直至各个金属构筑基元依次连接成金属构件坯料;对金属构件坯料进行电冲击处理;对金属构件坯料进行加热并根据电冲击处理参数对金属构件坯料进行热变形,使得金属构件坯料的构筑界面处实现愈合。该制备金属构件的方法采用电冲击‑热变形复合工艺制备金属构件,通过协调匹配电冲击与热变形工艺参数,可以提高金属构件的构筑界面的愈合率。技术研发人员:邓加东,钱东升,杨桢宇,王丰,华林受保护的技术使用者:武汉理工大学技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/313173.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种钣金卷圆机的制作方法
下一篇
返回列表