一种提高碳化钨辊环过钢量的方法和高速线材生产方法与流程
- 国知局
- 2024-10-09 16:24:10
本发明涉及高速线材轧制,特别涉及提高碳化钨辊环过钢量的方法和高速线材生产方法。
背景技术:
1、高速线材厂的高速区轧辊一般使用碳化钨辊环。使用碳化钨辊环能使精轧的钢筋成品尺寸更稳定,过钢量更高。然而在最新的轧制技术中,为了降低合金成分,降低成本提高产品竞争力,降低了钢坯的出炉温度,节约煤气消耗,并将高速线材厂的高速区10个架次分开,同时在减径一和减径二轧机后均设置水箱、风冷辊道及保温罩等,轧件尽快冷却至相变区域附近保温,避免铁素体晶粒长大,控制金相组织转变路径,改善内部组织,提高钢筋的强度,达到降低合金的目。
2、上述这种方式会不断降低轧件温度,轧件温度过低会导致轧钢过程中辊环受到的冲击过大,出现炸辊问题。轧制过程中,热轧件与辊环槽表面接触,使辊环表面温度升高,这部分金属受热膨胀,而辊环深层的金属温度由于温度升高较小,会对辊环表面金属产生压应力。当辊环表层被冷却水急冷后,表层金属收缩,而深层的金属收缩不如表层金属大,就会对表层的金属产生一个拉应力,这种反复交变的热应力极易造成辊环槽底出现微裂纹,进而使辊环的材料强度明显下降,出现辊环开裂和炸辊现象。在精轧过程中,辊环开裂主要在成品螺纹辊环中,开裂部位为中间纵向开裂。
3、因此,需要对现有的高速线材精轧工艺进行优化,以避免炸辊问题出现,同时提高碳化钨辊环的过钢量。
技术实现思路
1、本发明提供了一种提高碳化钨辊环过钢量的方法和高速线材生产方法,该方法通过降低减径一和减径二的入口温度,优化精轧、减径一和减径二的辊环硬度,改进成品辊的辊槽中孔型刻字标识优化,同时调整了对辊环进行喷水冷却的冷却水管的位置,最终有效降低了碳化钨辊环出现开裂炸辊的发生概率,提升了碳化钨辊环的过钢量。
2、应当知晓的是,盘卷螺纹钢(高速线材)的规格主要有直径6、8、10和12mm这几个规格。不论是上述几个常规规格,还是其他特定规格的盘卷螺纹钢,在其他加工工艺和生产条件保持不变的情况下,采用本发明的方法都能有效降低碳化钨辊环的开裂和炸辊现象。本发明的技术方案具体通过以下技术实现。
3、本发明提供了一种提高碳化钨辊环过钢量的方法,对来料的钢坯依次经过精轧、减径一、减径二、成品螺纹辊环;减径一的入口温度为810-850℃,减径二的入口温度比减径一的入口温度低10℃;减径一辊环的硬度比精轧辊环低2hra,减径二辊环的硬度比减径一辊环低2hra;针对螺纹钢筋的规格、型号和产地,在成品螺纹辊环上设置相应的孔型刻字标识,所述孔型刻字标识包括若干位的字母或数字,相邻两个字母或数字之间均间隔预定数量的横肋。
4、进一步地,将所述孔型刻字标识的每个字母或数字的自身宽度比原始宽度减少15%。本发明通过缩短孔型刻字标识的字母/数字的宽度,进一步增加了每个孔型刻字标识之间的间隔距离。
5、进一步地,所述孔型刻字标识的每个字母或数字对应的孔型刻字标识槽的深度比原始深度减少15%。
6、具体地,当盘卷螺纹钢规格为12mm时,孔型刻字标识槽的深度可以设置为0.95+0.05mm。
7、当盘卷螺纹钢规格为10mm时,孔型刻字标识槽的深度可以设置为0.75+0.05mm。
8、当盘卷螺纹钢规格为8mm时,孔型刻字标识槽的深度可以设置为0.55+0.05mm。
9、当盘卷螺纹钢规格为6mm时,孔型刻字标识槽的深度可以设置为0.35+0.05mm。
10、进一步地,还包括将冷却喷嘴与辊环设置成两者距离可自由调节的形式。
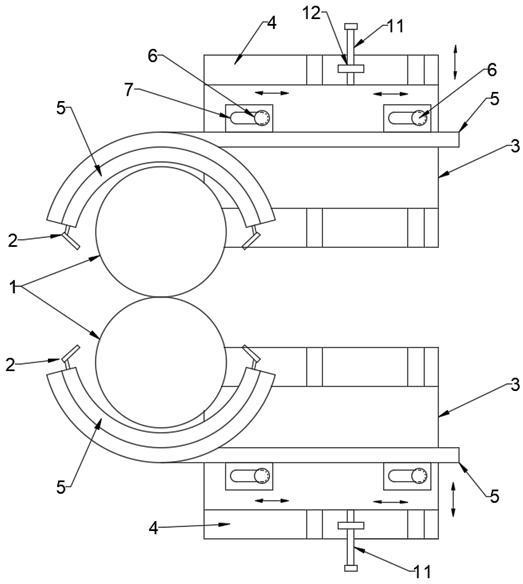
11、更进一步地,冷却喷嘴与辊环的结构具体为:在所述辊环的进口侧和出口侧分别设有所述冷却喷嘴,所述冷却喷嘴固定在第一支架上,所述冷却喷嘴朝向所述辊环的辊槽;所述第一支架位于第二支架上,所述第一支架和第二支架之间设有第一往复调节组件,所述第一往复调节组件控制所述第一支架往复运动且运动方向与高速线材的行进方向平行;
12、所述第二支架位于第二往复调节组件上,所述第二往复调节组件控制所述第二支架往复运动且运动方向与高速线材的行进方向垂直;所述冷却喷嘴与冷却水管连接。
13、辊环在工作状态下需要持续进行冷却,现有的碳化钨辊环的的辊径因长期反复磨损而减小,然而冷却水管位置相对固定,末端没有冷却喷嘴,导致无法调整冷却水管与辊环相对位置,严重影响了冷却效果差。为了扩大辊环的冷却范围,提高冷却效率,本发明在冷却水管的末端增设了冷却喷嘴,对辊环的冷却机构进行了改进使其能够进行互为垂直的两个方向的微调。通过微调这两个方向的冷却喷嘴,能够使之处于合适冷却位置,朝辊环喷水。
14、可选地,所述第一往复调节组件的结构包括若干限位柱,所述限位柱位于所述第一支架上,所述第二支架上设有若干条形通孔,所述限位柱与所述条形通孔一一对应,所述限位柱穿过所述条形通孔。
15、可选地,所述第二往复调节组件为滑动导轨机构,所述第二往复调节组件位于基座上,所述第二往复调节组件的滑动部与螺杆连接,所述基座的表面竖直设有螺纹通孔,所述螺杆穿过所述螺纹通孔。
16、本发明还提供了一种高速线材的生产方法,主要包括胚料验收、入炉加热、粗轧、中轧、预精轧、精轧、减径一、减径二、吐丝和降温的生产过程;上述过程中,对减径一、减径二的入口温度和辊环硬度按照上述方法进行设置,对成品螺纹钢筋上的孔型刻字标识尺寸也进行相应的设置。
17、与现有技术相比,本发明的有益之处在于:本发明通过对钢坯轧件的减径一、减径二的入口温度,精轧、减径一、减径二的辊环硬度,以及辊环上的孔型刻字标识的宽度、深度和分布方式进行调整,在保证较高的辊环单槽过钢量的同时,还显著降低了辊环开裂、炸辊问题的发生概率;大大节约了成本,提高了生产效率和收益。
技术特征:1.一种提高碳化钨辊环过钢量的方法,其特征在于,对来料的钢坯依次经过精轧、减径一、减径二;减径一的入口温度为810-850℃,减径二的入口温度比减径一的入口温度低10℃;减径一辊环的硬度比精轧辊环低2hra,减径二辊环的硬度比减径一辊环低2hra;针对螺纹钢筋的规格、型号和产地,在成品螺纹辊环上设置相应的孔型刻字标识,所述孔型刻字标识包括若干位的字母或数字,相邻两个字母或数字之间均间隔预定数量的横肋。
2.根据权利要求1所述的提高碳化钨辊环过钢量的方法,其特征在于,将所述孔型刻字标识的每个字母或数字的自身宽度比原始宽度减少15%。
3.根据权利要求1所述的提高碳化钨辊环过钢量的方法,其特征在于,所述孔型刻字标识的每个字母或数字对应的孔型刻字标识槽的深度比原始深度减少15%。
4.根据权利要求1所述的提高碳化钨辊环过钢量的方法,其特征在于,还包括将冷却喷嘴与辊环设置成两者距离可自由调节的形式。
5.根据权利要求4所述的提高碳化钨辊环过钢量的方法,其特征在于,冷却喷嘴与辊环的结构具体为:在所述辊环的进口侧和出口侧分别设有所述冷却喷嘴,所述冷却喷嘴固定在第一支架上,所述冷却喷嘴朝向所述辊环的辊槽;所述第一支架位于第二支架上,所述第一支架和第二支架之间设有第一往复调节组件,所述第一往复调节组件控制所述第一支架往复运动且运动方向与高速线材的行进方向平行;
6.根据权利要求5所述的提高碳化钨辊环过钢量的方法,其特征在于,所述第一往复调节组件的结构包括若干限位柱,所述限位柱位于所述第一支架上,所述第二支架上设有若干条形通孔,所述限位柱与所述条形通孔一一对应,所述限位柱穿过所述条形通孔。
7.根据权利要求5所述的提高碳化钨辊环过钢量的方法,其特征在于,所述第二往复调节组件为滑动导轨机构,所述第二往复调节组件位于基座上,所述第二往复调节组件的滑动部与螺杆连接,所述基座的表面竖直设有螺纹通孔,所述螺杆穿过所述螺纹通孔。
8.一种用于高速线材生产的碳化钨辊环冷却结构,其特征在于,在辊环的进口侧和出口侧分别设有冷却喷嘴,所述冷却喷嘴固定在第一支架上,所述冷却喷嘴朝向所述辊环的辊槽;所述第一支架位于第二支架上,所述第一支架和第二支架之间设有第一往复调节组件,所述第一往复调节组件控制所述第一支架往复运动且运动方向与高速线材的行进方向平行;
9.根据权利要求8所述的碳化钨辊环冷却结构,其特征在于,所述第一往复调节组件的结构包括若干限位柱,所述限位柱位于所述第一支架上,所述第二支架上设有若干条形通孔,所述限位柱与所述条形通孔一一对应,所述限位柱穿过所述条形通孔;
10.一种高速线材的生产方法,包括胚料验收、入炉加热、粗轧、中轧、预精轧、精轧、减径一、减径二、吐丝和降温;其特征在于,包括权利要求1-7任一项所述的方法。
技术总结本发明公开了一种提高碳化钨辊环过钢量的方法和高速线材生产方法,涉及高速线材轧制技术领域。本方法对来料的钢坯依次经过精轧、减径一、减径二;减径一的入口温度为810‑850℃,减径二的入口温度比减径一的入口温度低10℃;减径一辊环的硬度比精轧辊环低2HRA,减径二辊环的硬度比减径一辊环低2HRA;针对螺纹钢筋的规格、型号和产地,在成品螺纹辊环上设置相应的孔型刻字标识,所述孔型刻字标识包括若干位的字母或数字,相邻两个字母或数字之间均间隔预定数量的横肋。本方法在保证较高的辊环单槽过钢量的同时,还显著降低了辊环开裂、炸辊问题的发生概率;大大节约了成本,提高了生产效率和收益。技术研发人员:陈宏伟,胡专,徐倩,胡胜尼,龚乾川受保护的技术使用者:宝武集团鄂城钢铁有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/312932.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表