高强度风电螺栓用钢42CrMoA弯曲度控制工艺的制作方法
- 国知局
- 2024-10-09 14:43:12
本发明属于钢铁冶金,具体涉及一种高强度风电螺栓用钢42crmoa弯曲度控制工艺。
背景技术:
1、高强度风电螺栓所使用的材料42crmoa在调质后具有较高的强度、韧性和疲劳性能。近年来,伴随着机加工行业向着节能、精密、智能化方向发展,机加工企业对于钢材尺寸精度、弯曲度等性能指标的要求也越来越高。生产过程中,42crmoa钢易形成不均匀的贝氏体、马氏体等过冷组织,在热应力和组织应力的作用下42crmoa棒材弯曲度超标的现象时有发生,生产控制难度大,也给用户的使用带来较大影响。
2、由此,开发一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,对于工业生产高强度风电螺栓有着重要意义。
技术实现思路
1、本发明所要解决的技术问题是提供一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,该工艺可有效改善42crmoa棒材弯曲度,同时亦会带来棒材热轧态硬度和组织的优化。
2、为解决上述技术问题,本发明采取如下技术方案:
3、一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,包括加热、轧制和冷却工序。
4、所述加热工序,采用步进式加热炉,加热顺序依次包括预热段、加热一段、加热二段及均热段;其中,预热段温度为650~800℃,加热一段温度为900~1030℃,加热二段温度为1030~1100℃,均热段温度为1050~1090℃,总加热时间100~150min。
5、所述轧制工序,全线采用连续无扭轧制,包括粗轧机5-7架,中轧机6-8架,精轧机5-7架,减定径轧机3-4架;开轧温度1000~1100℃,终轧温度850~900℃。
6、所述冷却工序,棒材上冷床温度850~900℃,在冷床高温缓冷区冷却至480~550℃,冷却速率15~25℃/min,冷却时间14~21min;在冷床低温空冷区冷却至300~360℃,然后进入冷床输出辊道输送至定尺剪处剪切,剪切温度280~340℃,剪切后打捆下线,采取入坑缓冷方式将棒材冷却16~24h。
7、本发明所述高强度风电螺栓用钢42crmoa的化学成分及其重量百分含量为:c0.41~0.43%、si 0.18~0.25%、mn 0.73~0.79%、p≤0.015%、s≤0.015%、cr 1.10~1.15%、mo 0.21~0.24%、als 0.01~0.03%,其余为fe和不可避免的杂质元素。
8、本发明所述高强度风电螺栓用钢42crmoa棒材成品的直径在φ20mm~90mm。
9、本发明所述工艺生产的高强度风电螺栓用钢42crmoa弯曲度≤2.0mm/m,总弯曲度不大于钢棒长度的0.20%。
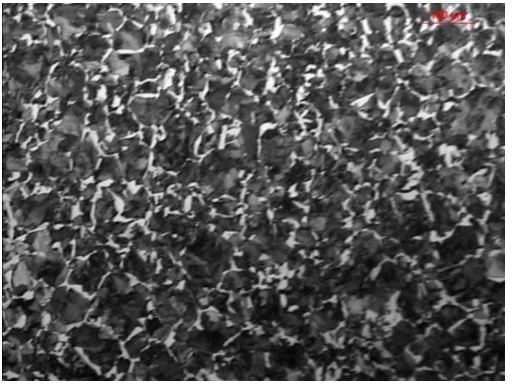
10、本发明所述工艺生产的高强度风电螺栓用钢42crmoa显微组织为铁素体-珠光体;晶粒度7~8.5级,带状组织1.0~1.5级;抗拉强度1150~1400mpa、屈服强度1050~1300mpa、断面收缩率50~65%
11、本发明技术方案的发明原理在于:
12、因奥氏体化温度愈高,保温时间愈长,先共析相(如渗碳体)及其他难溶相颗粒溶解愈完全,奥氏体成分愈均匀,晶粒愈粗大,降低过冷奥氏体分解时的形核率,增大过冷奥氏体的稳定性,易形成贝氏体等过冷组织。因此本发明在满足轧制力和组织均匀的条件下,采用较低的加热温度、较短的加热时间,使用步进式加热炉对铸坯进行加热,为得到均匀的铁素体-珠光体组织创造条件。
13、通过使钢材在低温奥氏体区轧制,得到晶粒度细小、均匀的轧态组织。降低过冷奥氏体稳定性,容易诱导形成铁素体-珠光体组织,同时降低轧制温度也保证了钢材较低的上冷床温度。
14、棒材上冷床温度850~900℃,在冷床高温缓冷区为550~900℃,通过控制奥氏体冷却速率,获得均匀的铁素体,二阶段冷传低温空冷区为300~550℃,通过冷床均匀冷却,实现对其弯曲度有效控制;在冷床低温空冷区冷却至300~360℃,然后进入冷床输出辊道输送至定尺剪处剪切,剪切温度280~340℃,剪切后打捆下线,采取入坑缓冷方式将棒材冷却16~24h。
15、采用上述技术方案所产生的有益效果在于:
16、本发明提供的高强度风电螺栓用42crmoa具有良好的弯曲性能指标及力学性能,弯曲度可控制在2mm/m以下,且总弯曲度不大于钢棒长度的0.20%,满足并适用6m长度以内的风电螺栓对于弯曲度的要求,节约了矫直成本。
17、采用本方面方法生产的热轧圆钢,组织均匀稳定,弯曲度指标优秀,能有效地提高下游用户生产效率,同时具有良好的淬透性和高温回火稳定性,满足风电螺栓硬度和扭剪力要求。
技术特征:1.一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,包括加热、轧制和冷却控制工序,其特征在于:所述加热工序:采用步进式加热炉,加热顺序依次包括预热段、加热一段、加热二段及均热段;其中,预热段温度为650~800℃,加热一段温度为900~1030℃,加热二段温度为1030~1100℃,均热段温度为1050~1090℃,总加热时间100~150min。
2.根据权利要求1所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于:所述轧制工序:全线采用连续无扭轧制,包括粗轧机5-7架,中轧机6-8架,精轧机5-7架,减定径轧机3-4架;开轧温度1000~1100℃,终轧温度850~900℃。
3.如权利要求1所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于:所述冷却工序:棒材上冷床温度850~900℃,在冷床高温缓冷区冷却至480~550℃,冷却速率15~25℃/min,冷却时间14~21min;在冷床低温空冷区冷却至300~360℃,然后进入冷床输出辊道输送至定尺剪处剪切,剪切温度280~340℃,剪切后打捆下线,采取入坑缓冷方式将棒材冷却16~24h。
4.如权利要求1所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于,所述高强度风电螺栓用钢42crmoa的化学成分的重量百分含量为:c 0.41~0.43%、si0.18~0.25%、mn 0.73~0.79%、p≤0.015%、s≤0.015%、cr 1.10~1.15%、mo 0.21~0.24%、als 0.01~0.03%,其余为fe和不可避免的杂质元素。
5.如权利要求1或2或3或4所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于:所述风电螺栓用钢42crmoa棒材成品的直径在φ20mm~90mm。
6.如权利要求1或2或3或4所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于:所述工艺生产的高强度风电螺栓用钢42crmoa弯曲度≤2.0mm/m,总弯曲度不大于钢棒长度的0.20%。
7.如权利要求1或2或3或4所述的一种高强度风电螺栓用钢42crmoa弯曲度控制工艺,其特征在于:所述工艺生产的高强度风电螺栓用钢42crmoa显微组织为铁素体-珠光体;晶粒度7~8.5级,带状组织1.0~1.5级;抗拉强度1150~1400mpa、屈服强度1050~1300mpa、断面收缩率50~65%。
技术总结本发明公开一种高强度风电螺栓用钢42CrMoA弯曲度控制工艺,包括加热、轧制和冷却工序;所述加热工序,采用步进式加热炉,加热顺序依次包括预热段、加热一段、加热二段及均热段;其中,预热段温度为650~800℃,加热一段温度为900~1030℃,加热二段温度为1030~1100℃,均热段温度为1050~1090℃,总加热时间100~150min。本发明工艺生产的风电螺栓用钢42CrMoA具有良好的弯曲度,可达到2mm/m且总弯曲度不大于钢棒长度的0.20%,满足并适用6m长度以内的风电螺栓对于弯曲度的要求。技术研发人员:李昂,徐斌,肖国华,任刚,鲁晓旭,袁野,许海平受保护的技术使用者:邯郸钢铁集团有限责任公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/306239.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。