一种基于遗传算法的电缆制造加工工艺平衡规划优化方法与流程
- 国知局
- 2024-10-09 15:08:39
本发明属于电缆加工领域,涉及一种用于电缆动态柔性加工线的平衡规划方法。
背景技术:
1、电线电缆行业作为国民经济中最大的配套产业之一,随着近年来对基础设施投资的增加以及新能源、军工、海洋工程、轨道交通、特高压、智能电网等领域的持续发展,电线电缆的市场需求持续增长。
2、电缆组件加工涉及的工艺方法较为固定,具有较高的通用性,但由于元器件和导线型号繁多,选择工艺方法和工艺流程组合形式多种多样。目前,电缆组件加工普遍采用结构化工艺设计模式,并通过结构化知识建模和表达、知识库的构建与应用,逐步实现工艺设计的模板化、知识化升级。然而现有的制造体系难以满足小批量定制产品的生产需求,原因在于定制产品在结构设计上更新频繁,同时需求变更导致工艺上的细微改动都会影响整体工艺路线的制定,从而对工艺规划效率提出了新的挑战。从电缆加工线平衡研究现状可知,大多数研究在研究方法上较为独立,局限于数学模型、求解算法或者仿真中,缺乏对优化方向的综合。此外,目前企业在工艺资源的组织能力较弱,工艺路线大多采用人工制定,依赖性强,工艺设计过程中的智能化水平较低。当今时代产品需求愈加趋于个性化、多样化、动态化,基于用户需求的小批量定制产品市场发展迅速,因此推广柔性化定制,增强定制设计能力,实现以用户为中心的定制和按需灵活生产成为大势所趋。
3、在电缆加工线平衡规划问题的求解过程中启发式算法较为常用且效果更好。其中,遗传算法、粒子群算法、禁忌搜索算法、模拟退火算法和蚁群算法等,均是常用的求解手段。然而,粒子群算法与蚁群算法因其固有的机制,容易陷入局部最优解的困境,限制了其在复杂问题中的应用。禁忌搜索全局开发能力相对较弱,多数情况下仅能获得局部最优解,难以满足加工线优化问题的全局性需求。模拟退火算法性能较差且参数敏感。考虑到上述四种算法在应对种群规模较大问题时的局限性,其在解决动态柔性加工线这类工序和产品数量繁多的平衡问题时显得力不从心。动态柔性加工线因其复杂性和多变性,需要一种更为全面、高效的求解方法。遗传算法以其不依赖于具体问题的特性和强大的全局搜索能力,在复杂问题的求解中表现出色。它不仅能够有效地避免陷入局部最优解,还能通过不断迭代和优化,逐步逼近全局最优解。然而,遗传算法也存在早熟现象,即可能在算法早期就收敛到局部最优解,从而影响最终的求解效果。
技术实现思路
1、本发明的目的是提供一种可以提升电缆加工的生产效率与产品质量的电缆制造加工工艺平衡规划优化方法。技术方案如下:
2、一种基于遗传算法的电缆制造加工工艺平衡规划优化方法,包括下列步骤:
3、步骤1:为确保平衡规划模型的正确性和合理性,假设前提条件并定义变量:
4、(a)假设加工产线中的所有工作站设备始终保持正常运行状态,不考虑设备故障和维修时间;
5、(b)每个工序只能分配到唯一的工作站,不得同时在多个工作站中执行;
6、(c)产品在一个工作站完成加工后,运输到下一个工作站,不考虑产品堆积或运输故障;
7、(d)在多品种生产中,不同类型产品之间的切换调整时间相对于综合工序时间忽略不计;
8、(e)根据产品的工艺相似性,确定的工作站数量为最小可能数量;
9、产线的平衡规划模型用到的符号及其对应的含义如下:
10、t:完成所有订单的总时间;
11、n:不同类型产品所有订单的总数量;
12、b:产品所有类型的数量之和;
13、db:订单中类型b产品的数量;
14、qb:类型b产品的订单量与订单总量的比值;
15、s:动态柔性加工产线中工作站的数量;
16、m:动态柔性加工产线中工序的总数量;
17、ti:第i个工序的加权工序时间即工序的综合时间;
18、tbi:类型b产品在第i个工序的加工时间;
19、tbj:类型b产品在第j个工作站的加工时间;
20、ct:产线的生产节拍,
21、lbr:产线平衡率,其计算公式:其中s为产线的工作站数量,ts为工作站s的总加工时间;
22、si:产线平滑指数,计算公式为:
23、aij:产线的决策变量,表达式为:
24、
25、t(wj):工作站j的加工时间,
26、步骤2:构建电缆加工优先顺序矩阵、时间矩阵
27、构造电缆的动态柔性的加工工序优先顺序图:将不同产品的工序顺序图集合在一起形成一个工序优先顺序图,在不违反原来各产品的优先顺序关系前提下,将相同的工序合并,不同的工序补充;
28、基于电缆加工工序优先顺序图构造工序优先顺序矩阵:根据工序优先顺序图,一个工序数量为n的产线对应一个n×n的工序优先顺序矩阵i,矩阵中的元素由0和1组成,其中矩阵的每一行中的1所处该行序号对应的工序在1所处的列的序号所对应的工序处存在紧后工序,每一列中的1所处该列序号对应的工序在1所处的行的序号所对应的工序处存在紧前工序;
29、构建电缆加工时间矩阵:在电缆加工工序优先顺序图中包含所有产品的工序,每一个工序的时间是加权处理后的工序时间,即根据不同产品的数量占比得到相应的权重,通过不同权重计算出工序的综合时间,将多品种生产的加工时间转化为单一品种的加工时间,产线的综合工序时间整理成一维时间矩阵的形式,对所有电缆加工综合工序时间进行求解,根据求解结果得到的综合工序时间矩阵;
30、步骤3:编码
31、采用整数编码方式将电缆加工工序顺序转化为计算机可处理的格式,遗传算法中的染色体长度与产线中的工序总数相对应,其中染色体上的每个基因代表相应编号的工序;
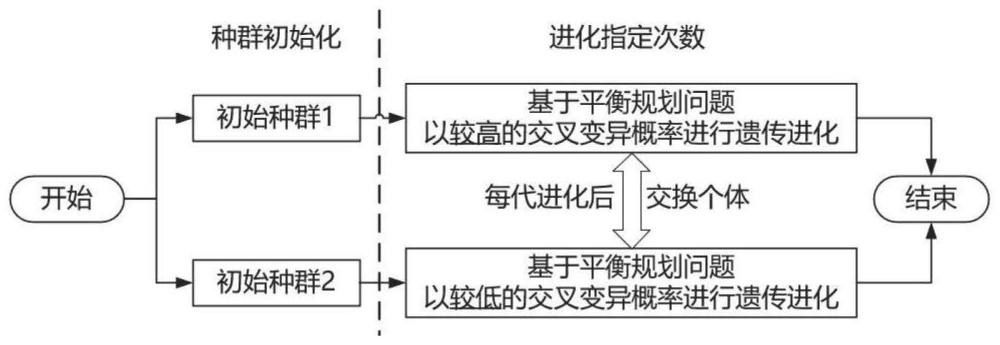
32、步骤4:采用双种群交换策略的遗传算法求解,解码的计算准则是保证工作站的最大加工时间小于目标生产节拍,以生产节拍最小化为优化目标,优化指标为加工产线平衡率和平滑指数,综合考虑平衡率和平滑指数与加工产线平衡的关系,建立适应度函数。所述双种群交换策略如下:设置两个相互独立的初始种群,称为种群1和种群2,每个种群具有不同的交叉和变异概率;在每个种群中独立进行选择、交叉和变异操作,在操作后,将两个种群之间的部分优秀个体进行互换;种群1的交叉和变异概率较低,以在搜索局部最优解方面表现出色;种群2的交叉和变异概率较高,以在探索全局解方面表现出色;通过两个种群之间部分最优个体之间的交换,使得种群2探索的全局解输入种群1中,避免种群1中的个体陷入局部最优解,同时种群1的优秀个体为种群2提供当前范围内的优秀解。
33、进一步的,工序的综合时间计算公式如下:
34、
35、其中ti是第i个工序的综合工序时间,pj是第j类产品占总产品数量的比重,tij是第j类产品的工序i的工序时间,j是电缆加工所包含的产品总类目。
36、进一步的,根据工序优先顺序矩阵来生成初始种群,一个工序数量为n的产线对应的工序优先顺序矩阵为n×n矩阵,种群初始化的流程为:
37、a.初始化变量r为1,设定种群数量r,创建一个1行n列的空矩阵,用于表征空的染色体;
38、b.对电缆加工工序优先矩阵i的列进行求和操作:通过计算矩阵i所有列的和,识别和为0的所有列,随机从这些和为0的列中选择一列j,将此列对应的工序j按顺序插入到染色体中,并清除j行中的所有元素,使j行中的所有元素变为0;
39、c.检查染色体中是否仍有0元素,如果存在,则返回步骤b;如果不存在,则当前的染色体生成完成,将r的值增加1;
40、d.检查r的值是否超过r;如果未超过,则返回步骤b继续循环;如果超过,则结束循环,进入步骤e,输出种群1;
41、e.重复执行步骤a至d,以生成种群2。
42、进一步的,解码根据现有的工作站数量和加工时间预估一个理论生产节拍ct’进行计算,计算步骤如下:
43、a.根据工作站数量和对应的加工时间预估最小的生产节拍ct’
44、
45、其中s为工作站数量,t(wj)为工作站j的加工时间,工作站的加工时间等于分配到该工作站中的所有工序时间的总和;
46、b.以最小生产节拍ct’为判断标准,在电缆加工工序的优先顺序关系的约束下,将m个工序依次分配到s个工作站中去,每个工作站的加工时间为t(ws),s=1,2,…,s,如果每个工作站的加工时间都不超过理论的最小节拍,即max t(ws)≤ct’,则算法结束运行,此时的ct’即为该工序优先顺序约束下的最小生产节拍;否则继续进行步骤c;
47、c.计算该动态柔性加工产线的潜在增量,用δ1、δ2、δ3…δs…δs-1表示,其值分别为第2、3……s个工作站的第一个工序的作业时间;
48、d.令ct=max{t(ws)},s=1,2,…s,ct’=min{t(ws)+δs},如果ct≤ct’,则
49、认为ct即为该工序顺序下的最小生产节拍,算法终止运行;否则将ct’
50、=min{t(ws)+δs}返回步骤b继续重复循环。
51、进一步的,适应度函数如下:
52、
53、其中α和β为平衡规划目标函数中平衡率和平滑系数的权重;
54、进一步的,取α=1,β=2。
55、进一步的,采用单点双向变异,流程如下:
56、a.随机生成一个0到1之间的数字,并按顺序对当前种群中的个体进行判断;如果生成的数字满足变异概率,则执行步骤b;否则,直接进入步骤e;
57、b.确定变异的基因位置,随机产生一个数字h,1<h<n,n为工序数量,h即为变异的基因位置;
58、c.依据工序优先顺序矩阵p,p中的每一行i的所有数值1代表了工序i的紧后工序,每一列j的所有数值1代表了工序j的紧前工序,记录矩阵p中h行的所有数值为1的位置序号,取其中的最小值hmin,记录矩阵p中h列的所有数值为1的位置序号,取其中的最大值hmax;
59、d.通过随机函数生成一个数值x,若x大于0.5则将h位置的基因置于基因hmin的前面,若x小于0.5则将h位置的基因置于基因hmax的后面,其他位置的基因顺序不变,得到变异后的子代染色体;
60、e.判断所有染色体是否完成步骤a的变异判断;如果所有染色体都已完成,则结束循环;否则,返回步骤a继续进行变异操作。
61、本发明采用了电缆加工工艺平衡规划算法,用于对电缆加工过程中的各个工作站进行平衡规划,以提高电缆加工产线的平衡率和平滑系数。采用双种群遗传算法。通过引入两个不同进化方向的种群,并在算法运行过程中进行个体交换,能够有效地避免早熟现象的发生,确保算法能够在全局范围内进行搜索,从而得到更为准确和可靠的解。通过调整目标函数中子目标权重的大小,实现产线平衡率和平滑系数的优化。
本文地址:https://www.jishuxx.com/zhuanli/20241009/307798.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。