一种日化品瓶质量检测装置和方法
- 国知局
- 2024-10-09 15:20:31
本发明涉及日化品瓶质量检测,尤其涉及一种日化品瓶质量检测装置和方法。
背景技术:
1、随着科学技术的发展,日化品行业呈现了快速增长的局面,其类型和数量都急剧增加,消毒液等液体日化品,在生产过程中,一般是先将液体灌装到高密度聚乙烯(hdpe)瓶子中,然后将含有铝箔垫片的瓶盖拧紧到灌装好的瓶子上,利用电磁波热能,使得铝箔垫片的粘合层融化,实现美观牢固的瓶口铝箔密封。如果铝箔密封性不好,日化品会产生泄漏,从而影响产品的质量和保质时间。因此瓶口铝箔密封性检测显得尤为重要。除了密封性需要检测,其瓶体上的喷码状态也是检测项目之一。
2、具体的,日化品瓶质量检测的方法主要有以下几种:
3、1)现有密封性检测技术方法
4、中国发明专利,专利号为cn201910721112.9,专利名称为日化品瓶铝箔密封性检测装置与检测方法,检测装置包括线性模组驱动机构、台板、测压机构;线性模组驱动机构安装在台板上;检测时,对完成铝箔密封生产的日化品瓶,将瓶盖旋开,在其圆周径向施以一定的挤压量,瓶内空气被挤压,如果日化品瓶铝箔密封性好,日化品瓶抵抗变形的反作用力会大于某一临界值,定义这个临界值为阈值;如果日化品瓶铝箔密封性不好,则瓶内空气受挤压会有泄出,日化品瓶抵抗变形的反作用力会小于这个临界值,据此判定日化品瓶铝箔密封性。
5、虽然该发明设计合理,操作方便,能够可靠实现多规格的日化品瓶铝箔密封性检测。但是,还存在一定的设计缺陷:在实际挤压过程中,线性模组驱动机构和测压机构会同时对单个日化品瓶进行挤压获取反作用力,在检测过程结构右导向压杆通过线性模组提供一定的驱动力及挤压进给量,检测的同时由于左导向压杆挤压压缩弹簧会产生一定的移动,这种情况会导致日化品瓶沿右导向压杆的进给方向移动,进一步导致日化品瓶位置发生不可预知的变化;同时又由于左导向压杆和右导向压杆同时对日化品瓶进行挤压,导致日化品瓶受到两侧的挤压力。由于日化品瓶在检测时的位置发生动态变化,并且日化品瓶受到两侧的挤压力会导致日化品瓶两端受力不均匀现象,例如:在对同一个有密封缺陷的日化品瓶进行多次检测时会得到的反作用力在较大的范围内变化,检测数据不准确,结果存在较大偏差。
6、该专利中日化品瓶铝箔密封性检测采用阈值的方式进行确定,根据挤压速度不同、瓶身的挤压量不同会导致不同的阈值。在实际检测过程考虑到日化品瓶生产效率以及日化品瓶的种类不同,检测设备会对同种或不同种的日化品瓶在不同挤压速度以及挤压量进行检测,这种方式增加了设备调试的时间,降低检测效率,影响日化品瓶的生产效率。
7、2)现有瓶底喷码质量检测技术方法
8、具体的一个瓶底喷码质量检测设备中,如图11所示,夹瓶传输机构与图像采集组件为一体式结构设计,夹瓶传输机构安装于图像采集组件主体框架上。当日化瓶沿着输送线运送到瓶底喷码图像质量检测工位时,双拦挡气缸协同运作保证只有单个日化瓶进入喷码质量检测工位。日化瓶在夹瓶传输机构的带动下运行到质量检测位,传感器得到信号触发相机拍照并将采集的图像输送至工控平板,工控平板运行图像处理程序输出识别结果给相机,相机传递信号给plc控制器并由plc控制器发出指令给驱动剔除气缸,驱动剔除气缸启动剔除不合格日化瓶至不良品收集桶。
9、虽然该结构顺利实现了不良品的剔除作业,但是这种机构检测过程中通过多个执行结构协同运行使单个日化品瓶进入检测,这种检测方法的检测效率较低。
10、3)现有的日化品瓶质量检测设备
11、如图12所示,所述的瓶盖旋松旋盖机用于旋松日化品瓶瓶盖;所述的输送组件用于输送日化品瓶;所述的检测剔除组件用于对完成铝箔密封生产的日化品瓶,在圆周径向施以一定的挤压量,检测其抵抗变形的反作用力值是否在阈值范围内,将反作用力值低于阈值的日化品瓶剔除进收集箱,反作用力值满足阈值的日化品瓶前往下一工位;所述的瓶盖拧紧旋盖机用于对日化品瓶铝箔密封检测判断为好的日化品瓶,拧紧日化品瓶瓶盖。该设备主要完成单独的铝箔密封检测作业;且该检测设备是基于成品后进行检测,在检测前需要拧开瓶盖,检测结束后需要再将瓶盖拧紧,增加了操作流程。
12、综上所述,现有的检测设备只能对日化品瓶的铝箔密封性和瓶底喷码质量进行分别检测,无法实现铝箔密封性及瓶底喷码质量在同一台设备中进行检测;现有的检测方法具有一定的检测结果不准确性和效率低的问题;此外,针对成品进行检测,在实际生产过程中还可能出现连续性大批量的瑕疵品,生产过程中无法及时停机止损,进一步的会增加企业生产成本。
13、因此,如何开发一种集成式的日化品瓶质量检测装置,通过一台设备实现多项内容的检测作业,快速剔除不良品,成为本领域技术人员亟待解决的技术难题。
技术实现思路
1、本发明的目的是提供一种日化品瓶质量检测装置和方法,解决以上背景技术所列的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
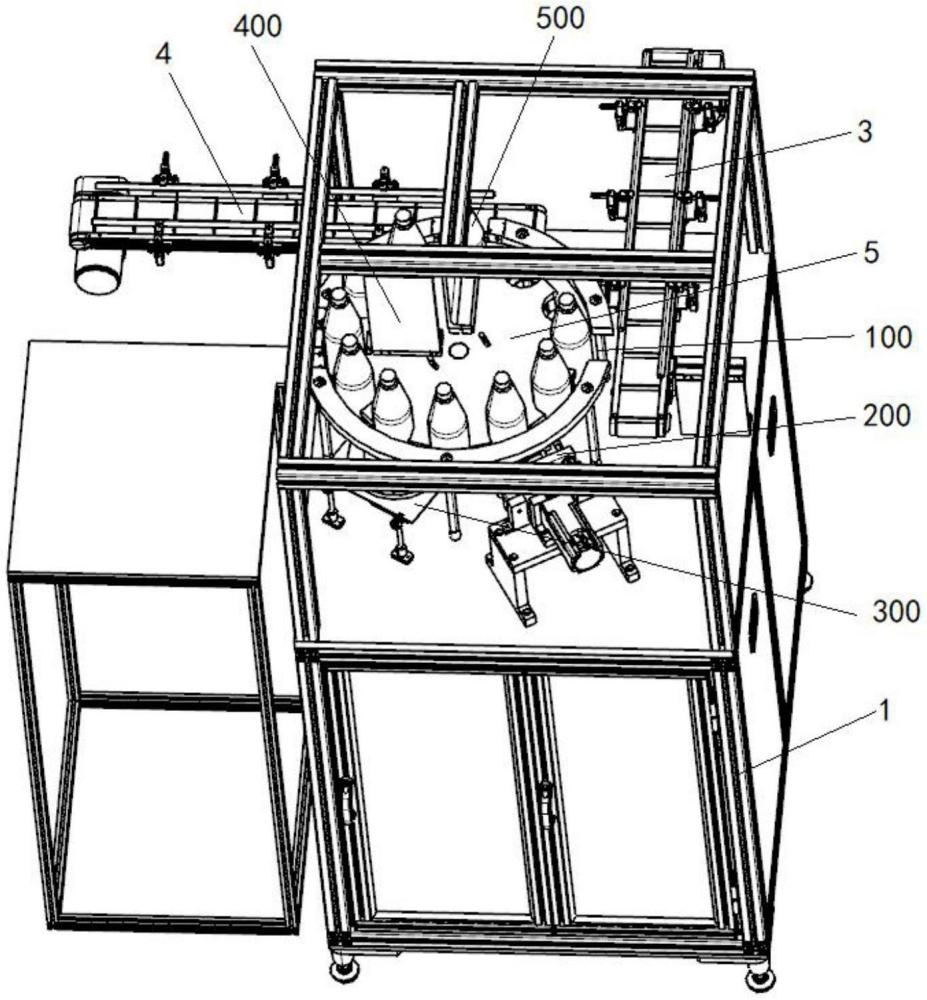
3、本发明一种日化品瓶质量检测装置,包括机架,所述机架上安装有转盘,所述转盘沿外周布置有至少五个工位,分别是上料工位、密封性检测工位、喷码检测工位、不良品剔除工位和下料工位,所述上料工位和所述下料工位处对应设置有上料输送带和下料输送带,所述机架的顶部型钢框架上设置有密封用的盖板;
4、所述转盘的外侧设置有外挡圈,所述外挡圈通过支腿连接在所述机架的顶板上;上料后的日化品瓶定位放置在所述转盘的定位槽和所述外挡圈之间并跟随所述转盘同步旋转。
5、优选的,所述上料工位的外侧设置有上料气缸,所述上料输送带的末端位于所述上料气缸和所述外挡圈之间;所述上料气缸安装在所述机架的顶板,所述上料输送带定位连接在机架的顶板,且所述上料输送带的移动方向与所述上料气缸的伸缩杆移动方向相互垂直,所述外挡圈上与所述上料气缸对应的位置开设有上料口,所述上料气缸的伸缩杆端连接有上料推板。
6、优选的,所述下料工位处设置有下料气缸,所述下料气缸通过第二气缸安装架连接在所述机架的顶部型钢框架上,所述下料气缸的伸缩杆端连接有下料推板,所述下料气缸位于所述外挡圈的内部,且所述外挡圈与所述下料气缸对应的位置开设有出料口,所述出料口与所述下料输送带的输入端对应。
7、优选的,所述上料输送带和下料输送带的结构相同但输送方向不同,所述上料输送带带动待检测的日化品瓶从外向内输送至所述转盘处,所述下料输送带带动检测完成的日化品瓶从内向外输出至远离所述转盘的一端;
8、所述上料输送带和下料输送带的结构均包括支撑架、一台驱动电机、一条输送带和两个平行的传动轮,所述支撑架通过l形支腿固定在所述机架的顶板,所述驱动电机安装在所述支撑架远离机架的一端侧面,所述输送带套装在所述传动轮上,所述驱动电机与外侧的一个传动轮传动连接并驱动其旋转作业。
9、优选的,所述不良品剔除工位包括至少一个,设置为一个时,位于所述下料工位的前方;设置有两个时,分别位于所述密封性检测工位、所述喷码检测工位的后方,完成单项检测不良品的剔除作业。
10、优选的,所述不良品剔除工位位于所述上料工位相对的一侧,包括剔除气缸和用于盛放不合格日化品瓶的废料台,所述废料台放置在所述机架的外侧,所述剔除气缸通过第一气缸安装架安装在所述机架的顶部型钢框架上,且所述剔除气缸位于所述转盘的上方,所述剔除气缸的伸缩杆端连接有剔除推板,所述外挡圈上与所述剔除气缸的对应处开设有不良品剔除口。
11、优选的,所述出料口和所述不良品剔除口处均设置有一组挡杆部件,所述挡杆部件包括对称放置的两组挡杆组件,所述挡杆组件包括一个转接块和一个挡杆,所述转接块的固定连接在所述外挡圈的开口端面上,所述挡杆的连接端通过连杆复位组件可旋转地连接在所述转接块上;一组挡杆部件上的两根挡杆对称放置且挡住所述出料口和所述不良品剔除口。
12、优选的,所述连杆复位组件包括铰链,所述铰链包括铰接轴和复位杆,所述挡杆的一端通过铰接轴可旋转地连接在所述转接块的一端,所述复位杆固定在所述挡杆的一侧,所述复位杆通过连杆与滑块连接,所述滑块可滑动的连接在导轨上,所述导轨水平固定在所述转接块的另一端,所述导轨上套装有第二弹簧,且所述第二弹簧的两端抵接在所述滑块与所述转接块的安装槽的相对面上。
13、优选的,所述密封性检测工位处的密封性检测机构位于所述转盘的外侧,包括驱动用的直线电机和前端的挤压杆,所述直线电机通过电机安装座安装在所述机架上,所述直线电机通过第二连接板和所述挤压杆连接,所述挤压杆上套装有第一连接板,所述第一连接板与第二连接板平行布置二者之间安装有检测用的压力传感器;所述挤压杆的两侧对称设置有第一弹簧,所述第一弹簧套装在弹簧定位杆上,所述弹簧定位杆固定连接在所述第一连接板上;所述挤压杆的高度与待检测日化品瓶中部相对应。
14、一种日化品瓶质量检测方法,利用以上所述的日化品瓶质量检测装置完成日化品瓶质量的流水线检测作业,具体包括以下步骤:
15、步骤一,上料作业:待检测的日化品瓶通过上料输送带输送至上料工位处,上料气缸启动将待检测的日化品瓶推送至转盘的定位槽内;
16、所述转盘启动并旋转一定角度将待检测的日化品瓶送达第二工位;所述第二工位为密封性检测工位或喷码检测工位;
17、步骤二,检测作业:包括密封性检测工位或喷码检测工位,二者相邻布置或间隔排布,所述密封性检测工位对日化品瓶进行密封性检测,所述喷码检测工位对日化品瓶进行喷码质量检测;
18、检测作业完成后,所述转盘启动并旋转一定角度将检测完成的日化品瓶送达下一工位;
19、步骤三,不良品的剔除作业:检测结束的日化品瓶到达其中任意一个不良品剔除工位,根据检测日化品瓶是否具有质量缺陷的结果进行动作,剔除气缸启动并推动有质量缺陷的日化品瓶至一侧的废料台上;
20、转盘启动并旋转一定角度将没有质量问题的日化品瓶直接送达下一工位,没有质量问题的日化品瓶经过不良品剔除工位时所述剔除气缸不动作;
21、步骤四,下料作业:没有质量问题的日化品瓶到达下料工位处,下料气缸启动,将没有质量问题的日化品瓶推送至下料输送带输出。
22、与现有技术相比,本发明的有益技术效果:
23、本发明一种日化品瓶质量检测装置和方法,其中质量检测装置包括机架,机架上安装有转盘,转盘沿外周布置有至少五个工位,分别是上料工位、密封性检测工位、喷码检测工位、不良品剔除工位和下料工位,还包括上料输送带和下料输送带,机架的顶部型钢框架上设置有密封用的盖板;转盘的外侧设置有外挡圈;该装置工作时,通过上料工位完成上料作业,通过密封性检测工位处的密封性检测机构完成密封性检测作业,通过喷码检测工位的喷码检测机构完成瓶底喷码检测作业,通过不良品剔除工位完成不良品剔除作业,最后通过下料工位完成合格品的出料作业。
24、1)本发明采用转盘式布局,多个工位并行工作,可以大大提高生产效率;且布局紧凑,集成度高,占用空间小,日化品瓶检测推送过程中定位精度高;
25、2)本发明提出的日化品瓶铝箔密封性检测方法,通过密封性检测机构的改进,提高了当前检测技术的精度;
26、3)本发明可以在一台自动化设备中同时进行日化品瓶铝箔密封性检测以及瓶底喷码检测,自动化程度更高,制作成本更低;
27、4)本发明在日化品瓶生产过程中进行质量检测,可以实时监测瑕疵品的数量以及出现频率,防止生产过程中出现连续性大批量的瑕疵品产生,降低企业生产成本,进一步的更加利于保护环境;
28、5)本发明自动化程度高,操作省时省力,通过设备检测有效降低人工检测强度,提高检测精度。
本文地址:https://www.jishuxx.com/zhuanli/20241009/308414.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表