碘液保护帽的组合包装装置及其方法与流程
- 国知局
- 2024-10-15 09:42:14
本发明涉及碘液保护帽的加工,具体涉及一种碘液保护帽的组合包装装置及其方法。
背景技术:
1、在医疗领域,碘液保护帽作为不可或缺的医疗用品,在腹膜透析发挥着重要作用。然而,传统碘液保护帽的生产过程依赖于多个繁琐的手工操作环节,这不仅限制生产效率的提升,更难以确保产品质量的稳定性和一致性。为克服这些技术难题,本领域的技术人员一直在积极寻求创新解决方案。
2、例如,中国专利授权公开号为cn203889096u的专利,虽然公开一种碘液保护帽组装灌装机,实现在百级层流罩下的自动化组装灌装,涵盖从原料上料、液体灌装到产品组装的整个流程,显著提升生产自动化水平。然而,这一方案在实际应用中仍存在全流程尚未完全打通、各环节衔接不够紧密的问题,限制其生产效率和产品质量的进一步提升。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种碘液保护帽的组合包装装置及其方法。
2、本发明采用的技术方案如下:
3、一种碘液保护帽的组合包装装置,包括:
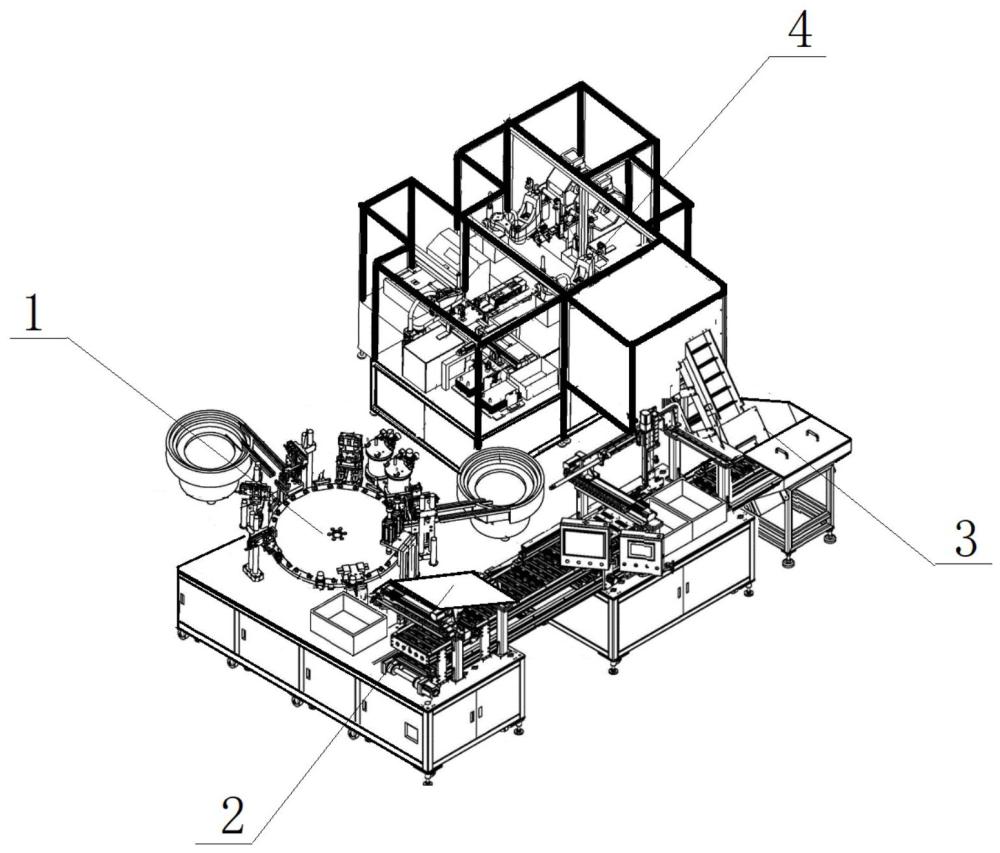
4、组合装置,用于碘液保护帽的组合,依次包括帽体上料机构、碘伏滴注机构、海绵上料机构、组合下料机构;帽体上料机构将帽体送至转盘上,碘伏滴注机构将转盘上的帽体内滴注碘伏液体,海绵上料机构将海绵块塞入帽体底部形成组合体,组合下料机构将碘液保护帽的组合体取下放入转运盒;
5、铝塑装置,用于碘液保护帽的铝塑,依次包括下落滑道、底壳冲压通道、组合通道和压合裁剪装置;转运盒内的组合体自下落滑道滑落,底壳冲压通道同步将底壳送入下落滑道底部的组合通道,组合体落入底壳后经由组合通道送入压合裁剪装置进行压合形成铝塑产品;
6、上料装置,用于铝塑产品的上料,依次包括暂存仓和上料提升机;暂存仓将生产出来的铝塑产品经由上料提升机进行成组的输送;
7、包装装置,用于铝塑产品的包装,依次包括包装箱上料机、包装箱封口机和打标机;包装箱上料机将包装箱撑开,铝塑包装好的产品落入包装箱后经过包装箱封口机进行折边封口,并经由打标机进行打标。
8、本技术方案通过组合装置、铝塑装置、上料装置和包装装置的精确控制,实现从帽体上料、碘伏滴注、海绵上料、组合体下料、铝塑、上料与成组到最终包装的完整自动化流程,确保碘液保护帽的高效生产,并提高产品质量。具体地,帽体上料机构位于组合装置的起始位置,负责将帽体逐个送至转盘上的特定位置;转盘位于帽体上料机构和后续机构之间,用于承载帽体,并随着机构的动作而旋转,以便帽体依次通过后续机构;碘伏滴注机构位于转盘侧面,当转盘上的帽体转动到其侧面时,向帽体内滴注碘伏液体;海绵上料机构位于转盘侧面,当帽体转动到其侧面时,将海绵块塞入帽体底部,与滴注的碘伏液体结合形成组合体;组合下料机构位于转盘附近,当组合体完成后,将组合体从转盘上取下,并放入转运盒中;下落滑道位于铝塑装置的起始位置,上方与转运盒相连,组合体从转运盒中滑落到滑道上;底壳冲压通道与下落滑道相邻,并位于其侧面,通道中设置有冲压机构,将铝箔冲压成碗状的底壳,底壳随滑道同步运动至组合通道;组合通道位于下落滑道底部,是组合体和底壳相遇并装配的地方;组合体从滑道上滑落并落入底壳中;压合裁剪装置位于组合通道后方,当组合体和底壳结合后,装置将其压合,并通过裁剪机构将多个组合体封装的铝塑产品裁切成单一的铝塑产品;暂存仓位于上料装置的起始位置,用于存放生产出来的铝塑产品;上料提升机与暂存仓相连,将暂存仓中的铝塑产品提升至一定高度,以便后续包装;包装箱上料机负责将包装箱送至装置中,并撑开包装箱;包装箱封口机位于包装箱上料机后方,将铝塑包装好的产品放入撑开的包装箱后,对箱盖进行折边并通过胶带封口;打标机位于包装箱封口机后方,对封装好的包装箱进行打标处理,如打印生产日期、批次等信息。
9、另外,根据本发明上述提出碘液保护帽的组合包装装置还具有如下附加技术特征:
10、根据本发明的一个实施例,所述帽体上料机构包括振动筛ⅰ和机械手ⅰ,振动筛ⅰ内放置有帽体,机械手ⅰ上设置有夹持装置,夹持装置将落在振动筛ⅰ底部的帽体抓起后放在转盘的工装上;帽体朝上放置,将帽体的空腔朝上。
11、本技术方案中,在振动筛ⅰ的筛选作用下,帽体最终会聚集在筛面的底部,并且帽体的朝向均一致;机械手ⅰ准确地识别并抓取帽体,将帽体转移到转盘的工装上;在将帽体放置在工装上的同时,机械手ⅰ会松开夹持装置上的抓手,使帽体能够平稳地放置在工装上;帽体朝上放置,将空腔一端朝上,用于碘伏滴注和海绵块塞入。
12、根据本发明的一个实施例,所述碘伏滴注机构包括碘伏瓶和滴定机,碘伏瓶通过滴定机将碘伏液体送至滴定机,滴定机内置驱动泵和红外传感器,红外传感器检测到转盘工装上有帽体,则驱动泵向帽体空腔内滴注碘伏液体。
13、本技术方案中,滴定机内置驱动泵,驱动泵通过产生压力或吸力,将碘伏液体从碘伏瓶中抽出,并准备进行滴注;红外传感器能够发射和接收红外光线,通过检测红外光线的反射或透射情况来判断转盘工装上是否有帽体存在;如果转盘工装上有帽体,并且需要滴注碘伏液体,控制驱动泵工作;否则,没有帽体的工装位置则不滴定,避免碘伏液体直接落在工装上,造成工装的污染。通常,一组工装上放置四个帽体,则红外传感器也设置为四组,每个红外传感器检测一个帽体。
14、根据本发明的一个实施例,所述海绵上料机构包括振动筛ⅱ和机械手ⅱ,振动筛ⅱ内放置有海绵块,机械手ⅱ上设置有夹持装置,夹持装置将落在振动筛ⅱ底部的海绵块抓起塞入帽体底部,用于保护帽体内的碘伏液体以防止漏液。
15、本技术方案中,在振动筛ⅱ的筛选作用下,海绵块最终会聚集在筛面的底部,机械手ⅱ识别并定位到振动筛ⅱ底部的海绵块;当机械手ⅱ移动到振动筛ⅱ底部并定位到海绵块上方时,夹持装置会张开抓手,将海绵块牢牢地抓取在夹持装置上;机械手ⅱ会按照预设的路径将海绵块转移到帽体的口部;机械手ⅱ会调整角度和位置,确保海绵块能够完全覆盖帽体的口部,从而防止碘伏液体的泄漏;当海绵块被准确地塞入帽体底部后,它能够有效地吸收和固定碘伏液体,即使在外力作用下也能保持稳定的密封状态,从而防止碘伏液体的泄漏。
16、根据本发明的一个实施例,所述组合下料机构包括机械手ⅲ和转运盒,机械手ⅲ上设置有夹持装置,夹持装置将组合体自转盘的工装上整体取下,放入一侧的转运盒内。
17、本技术方案中,当机械手ⅲ移动到组合体上方时,夹持装置会启动并产生负压,将组合体从转盘的工装上整体抓起,转运盒是用于临时存放组合体的容器,通常位于机械手ⅲ的一侧,方便机械手ⅲ将组合体放入其中。
18、根据本发明的一个实施例,所述下落滑道包括若干滑道,以及设置于滑道底部的吹气机构,滑道顶部设置有自转运盒送入的组合体,组合体自滑道倾斜向下滑落,并通过吹气机构送入底部碗状的底壳内。
19、本技术方案通过倾斜的滑道设计实现物料的自然下落和连续输送,利用吹气机构提供辅助定位和推力,确保组合体能够准确地落入底壳中,从而实现物料的高效、准确转移。吹气机构通过产生气流来辅助组合体的定位和下落,提高操作的准确性,还能够清除滑道底部存在的杂质,确保底壳的清洁,从而提高产品的质量。
20、根据本发明的一个实施例,所述底壳冲压通道包括铝箔和冲压机构,铝箔经由导向轮送入冲压机构,并在冲压机构上形成碗状的底壳;单个组合体装配至一个底壳内,经由组合装置送入压合裁剪装置。
21、本技术方案利用冲压机构对铝箔进行成形,通过送料系统实现铝箔的自动送料,然后将成形的底壳与组合体进行组合装配,并通过压合裁剪装置进行最后的固定和裁剪。具体地,铝箔通过导向轮送入冲压机构,冲压完成的碗状底壳会进入组合装配流程,单个组合体会被装配到一个底壳内;经过组合装配后的底壳会被送入压合裁剪装置;压合裁剪装置会对底壳和盖体进行压合,以确保之间的紧密连接,裁剪装置会根据需要裁剪掉多余的铝箔或进行边缘修整,以提高产品的外观质量。
22、根据本发明的一个实施例,所述压合裁剪装置包括盖体、压合机构和裁剪机构;盖体覆盖在底壳上,压合机构将组合体封入铝塑产品内;封装好的铝塑产品经由裁剪机构裁切为单一的铝塑产品。
23、本技术方案中,盖体整张铝箔,覆盖在底壳上方;压合机构负责将盖体紧密地压合到底壳上,从而将组合体封入铝塑产品内,在这个过程中,根据需要决定是否对铝塑产品进行打标。封装好的铝塑产品需要被裁剪机构裁切为单一的个体;裁剪机构精确地识别每个铝塑产品的边界,并在正确的位置进行切割。
24、根据本发明的一个实施例,所述包装箱封口机包括导向挡边、下压旋转折边机和海绵滚动刷,包装箱的箱盖经由导向挡边进行导向,送入下压旋转折边机进行箱盖的折边并通过胶带封口,海绵滚动刷对包装箱的顶部和侧部进行压合。
25、本技术方案中,导向挡边的主要作用是确保包装箱的箱盖按照预定的路径和姿态进入封口机,下压旋转折边机负责将箱盖按照预设的折痕进行折叠,使其与箱体紧密结合;下压旋转折边机包含可调整的折边板和下压机构,以适应不同尺寸和类型的包装箱;折边过程中,折边板会按照预设的轨迹进行旋转,同时下压机构对箱盖施加适当的压力,使其按照折痕折叠;在箱盖折边后,封口机会自动或手动地将胶带粘贴在箱盖与箱体的接缝处,以达到密封的目的;海绵滚动刷的主要作用是对包装箱的顶部和侧部进行压合,以确保箱盖与箱体紧密结合,没有缝隙或凸起;海绵滚动刷采用柔软的海绵材料制成,能够在压合过程中避免对包装箱造成损伤,以确保胶带能够紧密地贴合在箱盖与箱体的接缝处,增强封口的密封性和稳定性。
26、为实现上述目的,本发明还提供一种碘液保护帽的组合包装方法。
27、一种碘液保护帽的组合包装方法,包括如下步骤:
28、a. 帽体上料:通过帽体上料机构的振动筛ⅰ将帽体筛选至其底部,机械手ⅰ的夹持装置将帽体逐一抓起并放置在转盘的工装上,确保帽体空腔朝上;
29、b. 碘伏滴注:当转盘上的工装转动至碘伏滴注机构下方时,红外传感器检测到帽体存在,驱动泵启动,通过滴定机将碘伏瓶中的碘伏液体滴注至帽体空腔内;
30、c. 海绵上料:随后,转盘将已滴注碘伏的帽体转动至海绵上料机构下方,机械手ⅱ的夹持装置将振动筛ⅱ内的海绵块抓起并塞入帽体底部,形成碘液保护帽的组合体;
31、d. 组合体下料:组合体完成后,机械手ⅲ的夹持装置将组合体从转盘工装上取下,并放入转运盒中,等待进入铝塑装置;
32、e. 铝塑装置:组合体通过下落滑道滑落,同时底壳冲压通道将铝箔冲压成碗状的底壳,并同步送入组合通道;组合体落入底壳后,经由压合裁剪装置进行压合,形成铝塑产品;
33、f. 上料与成组:铝塑产品通过上料装置的暂存仓和上料提升机进行成组输送,准备进入包装装置;
34、g. 包装:包装箱上料机将包装箱撑开,铝塑包装好的产品落入包装箱;包装箱经过包装箱封口机进行折边封口,并由打标机进行打标处理,完成碘液保护帽的包装。
35、本技术方案首先利用帽体上料机构筛选并定位帽体,确保空腔朝上;接着,通过碘伏滴注机构自动检测并滴注碘伏至帽体空腔内;随后,海绵上料机构与帽体结合形成组合体,并通过下料机构将组合体放入转运盒;之后,在铝塑装置中,组合体通过下落滑道与冲压成形的底壳结合,并经过压合裁剪装置形成铝塑产品;然后,铝塑产品经过上料装置成组输送至包装装置;最后,通过包装箱上料机将铝塑产品装入包装箱,并由包装箱封口机完成折边封口和打标处理,从而实现碘液保护帽的完整包装过程。
36、本发明与现有技术相比,具有以下有益效果:
37、通过组合装置、铝塑装置、上料装置和包装装置的精确控制,实现从帽体上料、碘伏滴注、海绵上料、组合体下料、铝塑、上料与成组到最终包装的完整自动化流程,确保碘液保护帽的高效生产,并提高产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20241015/315083.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表