定子的制造装置及定子的制造方法与流程
- 国知局
- 2024-10-15 09:53:38
本发明涉及一种定子的制造装置及定子的制造方法。
背景技术:
1、以往,已知如下技术:将缠绕在治具的外周上的卷绕状态的带状线圈配置在定子铁芯的中心的轴孔中,并使带状线圈展开,借此,将带状线圈的直线部插入至定子铁芯的狭槽中(例如,参考专利文献1)。
2、[先前技术文献]
3、(专利文献)
4、专利文献1:日本专利第3982446号公报
技术实现思路
1、[发明所要解决的问题]
2、当借由使卷绕状态的带状线圈展开而安装在定子铁芯上时,若卷绕状态的带状线圈的形状不整齐,则无法将带状线圈的各直线部收纳在狭槽内的适当位置,从而有可能导致一部分直线部从狭槽向定子铁芯的轴孔侧伸出。因此,期望将卷绕状态的带状线圈预先保持为稳定的形状,直到缠绕在治具上的带状线圈展开。然而,在上述先前技术中,并未揭示使卷绕状态的带状线圈的形状稳定。
3、本发明的目的在于提供一种定子的制造装置及定子的制造方法,能够将展开前的卷绕状态的带状线圈保持为稳定的形状。
4、[解决问题的技术手段]
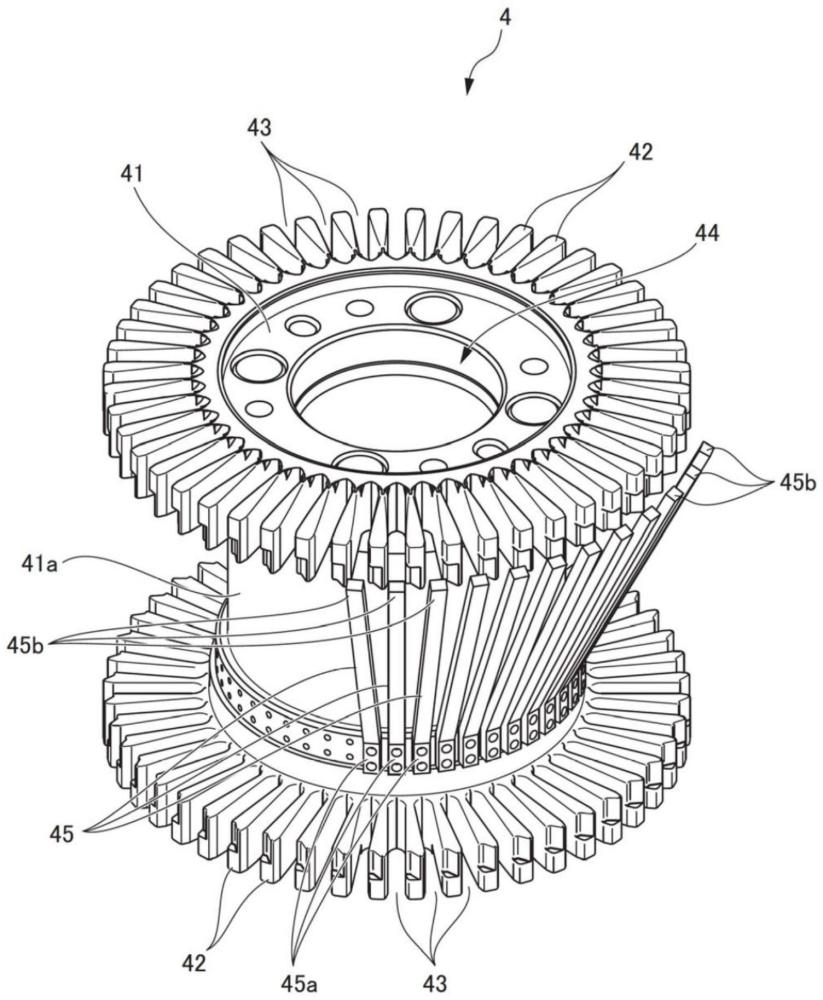
5、(1)本发明的定子(例如,下述定子200)的制造装置(例如,下述定子制造装置1),借由使卷绕状态的带状线圈(例如,下述带状线圈100)相对于具有多个狭槽(例如,下述狭槽22)的定子铁芯(例如,下述定子铁芯2)展开,而将前述带状线圈的多个直线部(例如,下述直线部101)插入至前述多个狭槽中,所述多个狭槽朝向中心的轴孔(例如,下述轴孔20)开口,所述带状线圈配置在前述轴孔中,所述定子的制造装置具备线圈绕线治具(例如,下述线圈绕线治具4),所述线圈绕线治具构成为能够插入至前述定子铁芯的前述轴孔中,且在外周卷绕前述带状线圈,其中,前述线圈绕线治具具有:多个梳齿状槽(例如,下述梳齿状槽43),能够收纳前述带状线圈的前述多个直线部;及,施压部件(例如,下述施压部件45),能够将收纳在前述多个梳齿状槽内的前述多个直线部之中的至少一部分前述直线部,从卷绕状态的前述带状线圈的内侧向半径方向的外侧推压。
6、(2)在上述(1)所述的定子制造装置中,前述带状线圈,在长度方向的至少一个端部,具有厚度比前述带状线圈的长度方向的其他部位小的部位(例如,下述头端部104);在前述线圈绕线治具中,前述施压部件设置在能够推压被收纳在前述多个梳齿状槽内的前述多个直线部之中的至少配置在前述带状线圈的前述厚度较小的部位的前述直线部的位置。
7、(3)在上述(1)或(2)所述的定子制造装置中,前述施压部件以可在前述梳齿状槽的内部推压前述直线部的方式设置。
8、(4)在上述(3)所述的定子制造装置中,前述施压部件由板簧构成,所述板簧的一端为固定在前述线圈绕线治具上的固定端(例如,下述固定端45a),另一端为可配置在前述梳齿状槽的内部的自由端(例如,下述自由端45b)。
9、(5)本发明的定子(例如,下述定子200)的制造方法,借由使卷绕状态的带状线圈(例如,下述带状线圈100)相对于具有多个狭槽(例如,下述狭槽22)的定子铁芯(例如,下述定子铁芯2)展开,而将前述带状线圈的多个直线部(例如,下述直线部101)插入至前述多个狭槽中,所述多个狭槽朝向中心的轴孔(例如,下述轴孔20)开口,所述带状线圈配置在前述轴孔中,所述定子的制造方法在线圈绕线治具(例如,下述线圈绕线治具4)的外周卷绕前述带状线圈,所述线圈绕线治具构成为能够插入至前述定子铁芯的前述轴孔中,且具有能够收纳前述带状线圈的前述多个直线部的多个梳齿状槽(例如,下述梳齿状槽43),之后,借由施压部件(例如,下述施压部件45),将收纳在前述多个梳齿状槽内的前述多个直线部之中的至少一部分前述直线部,从卷绕状态的前述带状线圈的内侧向半径方向的外侧推压,直到卷绕状态的前述带状线圈展开。
10、(6)在上述(5)所述的定子的制造方法中,前述带状线圈,在长度方向的至少一个端部,具有厚度比前述带状线圈的长度方向的其他部位小的部位(例如,下述头端部104);前述施压部件推压被收纳在前述多个梳齿状槽内的前述多个直线部之中的至少配置在前述带状线圈的前述厚度较小的部位的前述直线部。
11、(7)在上述(5)或(6)所述的定子的制造方法中,前述施压部件在前述梳齿状槽的内部推压前述直线部。
12、(8)在上述(7)所述的定子的制造方法中,前述施压部件由板簧构成,所述板簧的一端为固定在前述线圈绕线治具上的固定端(例如,下述固定端45a),另一端为可配置在前述梳齿状槽的内部的自由端(例如,下述自由端45b)。
13、(发明的效果)
14、根据上述(1)及上述(5),由于将缠绕在线圈绕线治具上的带状线圈从卷绕状态的带状线圈的内侧向半径方向的外侧持续推压,所以能够防止卷绕状态的带状线圈的形状朝向半径方向的内侧散乱。因此,能够将展开前的卷绕状态的带状线圈持续保持为稳定的形状。
15、根据上述(2)及上述(6),由于卷绕状态的带状线圈中容易产生形状散乱的厚度较小的部位被推压,所以能够更加稳定地持续保持展开前的卷绕状态的带状线圈的形状。
16、根据上述(3)及上述(7),由于施压部件被梳齿状槽从周向两侧引导,所以能够将收纳在梳齿状槽内的直线部可靠地向半径方向的外侧推压。
17、根据上述(4)及上述(8),能够利用构造简单的施压部件可靠地推压被收纳在梳齿状槽内的直线部。
技术特征:1.一种定子的制造装置,借由使卷绕状态的带状线圈相对于具有多个狭槽的定子铁芯展开,而将前述带状线圈的多个直线部插入至前述多个狭槽中,所述多个狭槽朝向中心的轴孔开口,所述带状线圈配置在前述轴孔中,所述定子的制造装置的特征在于:
2.根据权利要求1所述的定子的制造装置,其中,前述带状线圈,在长度方向的至少一个端部,具有厚度比前述带状线圈的长度方向的其他部位小的部位;
3.根据权利要求1或2所述的定子的制造装置,其中,前述施压部件以可在前述梳齿状槽的内部推压前述直线部的方式设置。
4.根据权利要求3所述的定子的制造装置,其中,前述施压部件由板簧构成,所述板簧的一端为固定在前述线圈绕线治具上的固定端,另一端为可配置在前述梳齿状槽的内部的自由端。
5.一种定子的制造方法,借由使卷绕状态的带状线圈相对于具有多个狭槽的定子铁芯展开,而将前述带状线圈的多个直线部插入至前述狭槽中,所述多个狭槽朝向中心的轴孔开口,所述带状线圈配置在前述轴孔中,所述定子的制造方法的特征在于:
6.根据权利要求5所述的定子的制造方法,其中,前述带状线圈,在长度方向的至少一个端部,具有厚度比前述带状线圈的长度方向的其他部位小的部位;
7.根据权利要求5或6所述的定子的制造方法,其中,前述施压部件在前述梳齿状槽的内部推压前述直线部。
8.根据权利要求7所述的定子的制造方法,其中,前述施压部件由板簧构成,所述板簧的一端为固定在前述线圈绕线治具上的固定端,另一端为可配置在前述梳齿状槽的内部的自由端。
技术总结本发明所要解决的问题在于,提供一种定子制造装置,能够将展开前的卷绕状态的带状线圈保持为稳定的形状。为了解决上述问题,定子的制造装置,借由使卷绕状态的带状线圈相对于具有多个狭槽的定子铁芯展开,而将带状线圈的多个直线部插入至多个狭槽中,所述多个狭槽朝向中心的轴孔开口,所述带状线圈配置在轴孔中,所述定子的制造装置具备线圈绕线治具,所述线圈绕线治具构成为能够插入至定子铁芯的轴孔中,且在外周卷绕带状线圈,其中,线圈绕线治具具有:多个梳齿状槽,收纳多个直线部,且能够卷绕带状线圈;及,施压部件,能够将收纳在多个梳齿状槽内的多个直线部之中的至少一部分直线部,从卷绕状态的带状线圈的内侧向半径方向的外侧推压。技术研发人员:吉田英司,松本丰,落合顺也,辻井杜梦受保护的技术使用者:本田技研工业株式会社技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/315688.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。