一种用于天线罩的连接件及天线罩的制作方法
- 国知局
- 2024-10-21 14:47:24
本申请涉及复合材料,尤其是涉及一种用于天线罩的连接件及天线罩。
背景技术:
1、在导弹领域,天线罩是导弹的一个重要部件,位于飞行器的头部,天线罩主要用于保护导引头,使其具备合适的使用温度环境,以满足有效的电气性能。由于天线罩位于飞行器的头部,所满足的气动力和气动加热最大,设计中要求其在保证有效电气性能的前提下能同时满足静强度和热强度要求。由于耐高温性能好、高温强度高、介电性能优良,复合石英或氮化硅陶瓷作为天线罩材料得以广泛应用。但是陶瓷材料和后部金属舱体材料之间的载荷传递是设计中的难题,也是造成天线罩出现破坏的主要原因之一,对于陶瓷材料与金属部件的连接,常规方式一般采用耐高温硅橡胶通过粘接方式实现,该方式具有操作简单、连接效果良好等优点,缺点是随机性较大,脱粘不可控,粘接均匀性受限,且胶粘剂很难适用于超过400℃的使用环境,给天线罩在高超声速武器领域的使用造成了较大难题,而焊接工艺是一种实现陶瓷材料与金属材料连接的新型工艺。对于陶瓷材料与钛合金两种材料,由于其膨胀系数相差较大,难以通过直接焊接的方法实现两种材料的牢固连接,粘接工艺复杂,。
2、因此亟需一种连接件,以克服以上技术问题。
技术实现思路
1、为了克服现有技术中存在的技术问题,本申请提供了一种用于天线罩的连接件及天线罩,使应用本申请提供的石英复合材料的天线罩能够具有良好的连接性能,进而能够解决上述背景技术中提出的问题。
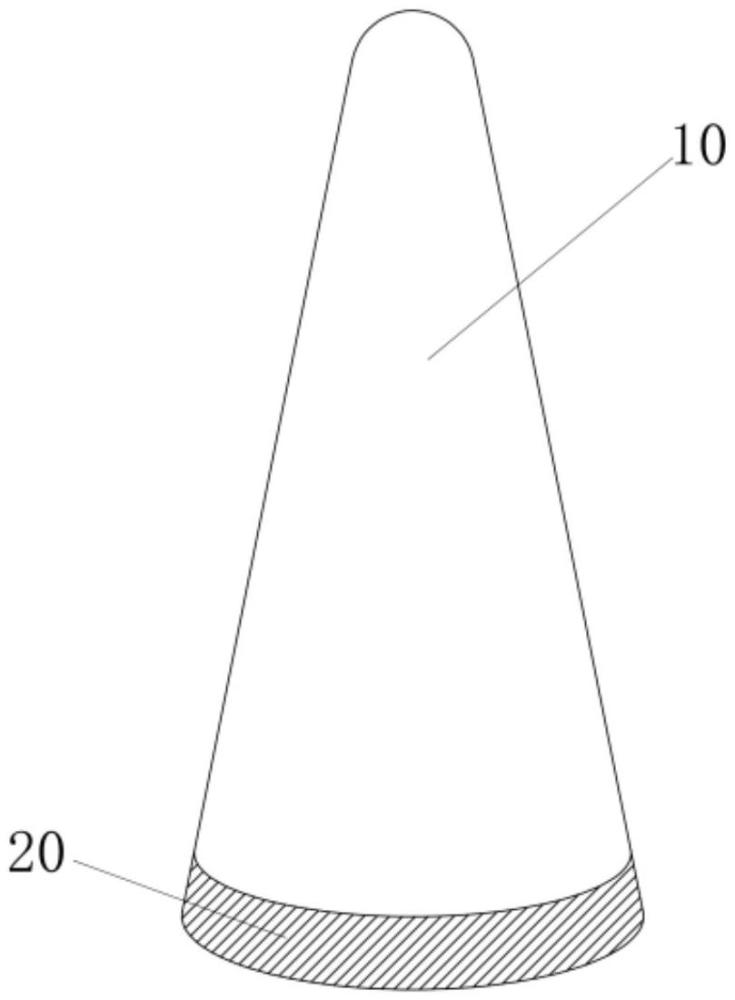
2、本申请提供了一种用于天线罩的连接件,所述连接件设置为环状,所述连接件包括第一连接面和第二连接面,所述第一连接面用于与设置在天线罩的尾部,所述连接件的内壁设置为所述第二连接面,所述第二连接面用于与外部的金属部件焊接固定;
3、所述连接件设置为夹有至少一层金属网的石英复合材料。
4、在一些实施方式中,所述连接件由预制编织物依次经过多次高温有氧处理工艺和浸渍处理工艺制备得到,所述预制编织物包括至少两层石英纤维布,所述金属网均设置于相邻的两层所述石英纤维布之间,所述石英纤维布和所述金属网通过纤维纱线采用缝合工艺编制混合,所述金属网是由若干金属丝以间距为2mm~4mm的方式铺设而成。
5、在一些实施方式中,制备所述连接件的具体步骤依次包括:
6、步骤s1:将所述预制编织物放置在内部温度为450℃~500℃的高温炉内有氧处理2h~4h;
7、步骤s2:将所述预制编织物从所述高温炉中取出并放置于浸渍罐内,并利用高酸硅溶胶对所述预制编织物进行浸渍处理;
8、步骤s3:将所述浸渍罐置于箱内温度为40℃~60℃的烘箱内,直至所述硅溶胶完全变为固态;
9、步骤s4:将所述预制编织物从所述浸渍罐内取出,并放置在内部温度为400℃~500℃的所述高温炉内有氧处理2h~4h;
10、步骤s5:将所述预制编织物从所述高温炉中取出并放置于所述浸渍罐内,并利用低酸硅溶胶对所述预制编织物进行浸渍处理;
11、步骤s6:将所述预制编织物放置于箱内温度为70℃~100℃的烘箱内2h~4h,再将所述预制编织物转入内部温度为400℃~500℃的所述高温炉内有氧处理2h~4h;
12、步骤s7:重复所述步骤s6和所述步骤s7至少两次,制得预制体;
13、步骤s8:取出所述预制体并放置于所述高温炉中,控制所述高温炉以2~4℃/min升温至700℃~800℃,并将所述预制体放置700℃~800℃的环境下3h~4h,随后把所述高温炉降温至室温,再将所述预制体取出,即可获得所述连接件。
14、在一些实施方式中,所述浸渍罐上设置有抽料管路,以用于将所述高酸硅溶胶或所述低酸硅溶胶吸入所述浸渍罐内;
15、另外所述步骤s2还包括以下步骤:
16、步骤s21:通过真空泵对所述浸渍罐的内部抽气,以使所述浸渍罐的内部为负压状态,并保持所述负压状态10min~20min;
17、步骤s22:通过所述抽料管路将所述高酸硅溶胶吸入所述浸渍罐内,并使所述高酸硅溶胶浸没所述预制编织物,且在吸入所述高酸硅溶胶的过程中始终保持所述浸渍罐内的负压状态不变;
18、步骤s23:关闭所述抽料管路,并继续保持所述真空泵持续对所述浸渍罐进行抽气,以使所述浸渍罐保持负压状态60min~120min;
19、步骤s24:关闭所述真空泵,使所述浸渍罐的内部恢复至常压状态。
20、在一些实施方式中,所述高酸浸渍处理中的酸性硅溶胶浓度为45%~50%;
21、所述低酸浸渍处理中的酸性硅溶胶浓度为25%~40%。
22、在一些实施方式中,所述第一连接面设置于所述连接件的端部,且对应连接所述天线罩的尾部的端部,和/或;
23、所述第一连接面设置于所述连接件的外壁,且对应连接所述天线罩的尾部的内壁。
24、在一些实施方式中,所述连接件的膨胀系数与所述外部的金属部件的膨胀系数相匹配。
25、在一些实施方式中,所述金属丝的材质可以为tc4钛合金丝和tc6钛合金丝中的任一种;
26、所述纤维纱线的tex值为570、190和195中的任一种;
27、所述石英纤维布可以为厚度0.1mm~0.3mm的石英玻璃纤维缎纹布。
28、在一些实施方式中,所述金属丝的直径为φ0.05mm~0.1mm;
29、所述缝合方式为锁式贯穿缝合工艺或临缝工艺,所述缝合方式的缝合针距为4mm~5mm。
30、在一些实施方式中,本申请还提供一种天线罩,包括:
31、天线罩本体和连接件,所述连接部设置为如上述任一实施方式中所述的连接件,所述天线罩本体和所述连接件配合关系,所述天线罩通过连接件与外部的金属部件焊接固定。
32、本发明至少具有以下几种有益效果:
33、1.本发明所提供的用于天线罩的连接件通过在石英复合材料中夹设至少一层金属网,使连接件中掺杂金属材料,为后期的石英复合材料与金属部件的焊接工艺打下基础,实现了与其它金属材质部件的紧密连接,并满足特殊工作状态下的力学、热学等性能要求,进而能够适用于导弹等特殊领域;
34、2.本发明所提供的用于天线罩的连接件通过将金属丝与石英纤维叠层并编织得到预制编织物,使金属丝与石英纤维能够紧密结合,再进行高温氧化及多次浸渍的工艺以使预制编织物中的石英纤维布和金属丝网之间的混合效果更佳,进而为最终产品的综合性能提供了保障,具有优异的应用前景;
35、3.本发明所提供的用于天线罩的连接件的膨胀系数与外部的金属部件的膨胀系数相近,有效避免因连接件膨胀导致天线罩和外部的金属部件断裂的情况发生。
技术特征:1.一种用于天线罩的连接件,其特征在于,
2.如权利要求1所述的用于天线罩的连接件,其特征在于,
3.如权利要求2所述的用于天线罩的连接件,其特征在于,制备所述连接件的具体步骤依次包括:
4.如权利要求3所述的用于天线罩的连接件,其特征在于,
5.如权利要求4所述的用于天线罩的连接件,其特征在于,
6.如权利要求1-5任一项所述的用于天线罩的连接件,其特征在于,
7.如权利要求6所述的用于天线罩的连接件,其特征在于,
8.如权利要求7所述的用于天线罩的连接件,其特征在于,
9.如权利要求8所述的用于天线罩的连接件,其特征在于,
10.一种天线罩,其特征在于,包括:
技术总结本申请提供了一种用于天线罩的连接件及天线罩,其中,连接件设置为环状,连接件包括第一连接面和第二连接面,第一连接面用于与设置在天线罩的尾部,连接件的内壁设置为第二连接面,第二连接面用于与外部的金属部件焊接固定;连接件设置为夹有至少一层金属网的石英复合材料。本发明中的用于天线罩的连接件通过在石英复合材料内夹设至少一层金属丝层,以使金属丝与石英纤维材料的紧密结合,为后期的连接件与金属部件的焊接连接打下基础,进而实现与其它金属材质部件的紧密连接,并能够满足天线罩在特殊工作状态下依然能够稳固焊接在外部金属部件上的性能要求。技术研发人员:赵中坚,夏旭峰,沈华祥,朱春华,石坚波,宁睿,王萍萍,葛瑶,丁亚鹏,雷景轩受保护的技术使用者:上海玻璃钢研究院有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319279.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表