一种鼓形酒瓶的酒体异物检测系统及方法与流程
- 国知局
- 2024-10-21 15:14:09
本申请涉及瓶类自动化检测,特别是涉及一种鼓形酒瓶的酒体异物检测系统及方法。
背景技术:
1、目前鼓型酒瓶包装生产采用的酒体异物检查方法多为人工灯检法,即利用电筒通过瓶口往瓶内查看是否存在异物。由于鼓型酒瓶的特殊性,比一般传统酒瓶相比存在盲区更多,检测更难,目前市场上存在的酒体异物检测装置并不适用于鼓型酒瓶的酒体异物检测,主要存在如下缺陷:
2、第一:漏检率高,鼓型酒瓶透光性差,瓶内光线不足,灯检工用肉眼很难发现瓶内细微异物,导致不合格品流入市场;
3、第二:检查范围受限,瓶口窄小,视线范围无法企及酒瓶瓶颈处,存在视野盲区,检查精度差;
4、第三:检查成本高,对员工视力容易造成影响,人工灯检法的检测效率低,员工劳动强度大,容易损伤视力,且每日需安排至少4名员工进行灯检,人力成本偏高。
5、因此,亟需提供一种鼓形酒瓶的酒体异物检测系统及方法来解决以上提出的技术问题。
技术实现思路
1、本申请提供一种鼓形酒瓶的酒体异物检测系统及方法,通过采用自动化替代人工检查鼓形酒瓶的酒体异物作业,提高生产效率和生产自动化程度,有效避免质量问题。
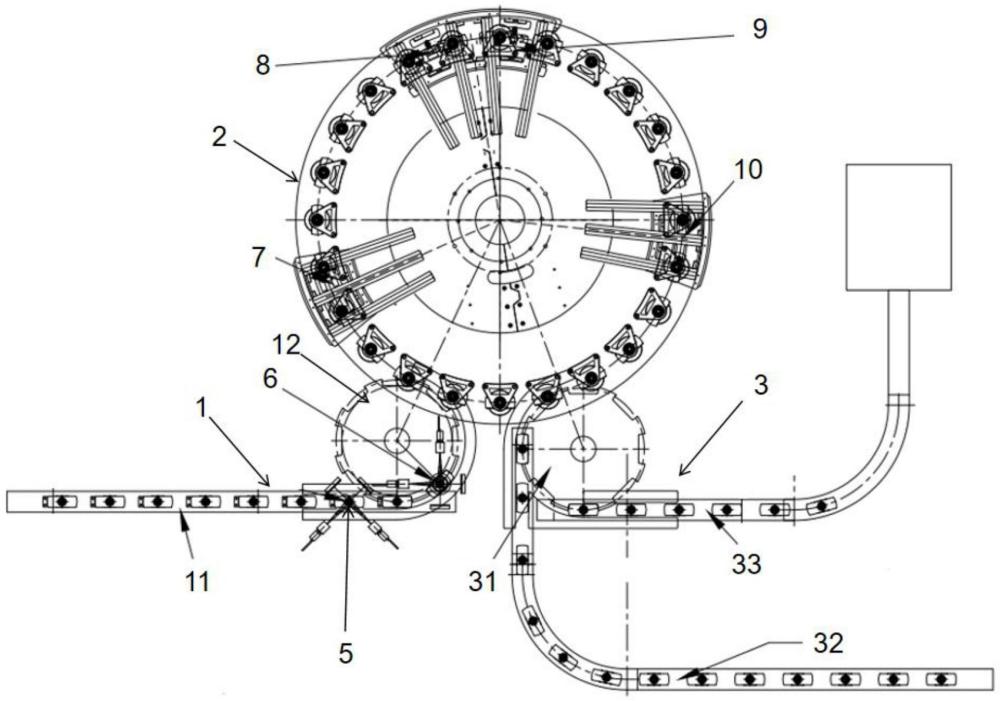
2、第一方面,本申请提供了一种鼓形酒瓶的酒体异物检测系统,包括:进瓶机构、出瓶机构和设置在所述进瓶机构和所述出瓶机构之间且可旋转的检测轮盘;所述进瓶机构用于将待检测的鼓形酒瓶导入检测轮盘;所述出瓶机构用于将完成检测的鼓形酒瓶导出检测轮盘;在所述进瓶机构的位置处布置有第一瓶口检测工位和第二瓶口检测工位,所述第一瓶口检测工位和所述第二瓶口检测工位分别用于检测鼓形酒瓶的瓶口外观;在所述检测轮盘上沿其圆周方向依次布置有瓶身检测工位、第一瓶内检测工位、第二瓶内检测工位以及第三瓶内检测工位;所述瓶身检测工位用于检测鼓形酒瓶的瓶身外观;所述第一瓶内检测工位用于检测鼓形酒瓶内溶剂底层异物;所述第二瓶内检测工位用于检测鼓形酒瓶内溶剂顶层异物;所述第三瓶内检测工位用于检测鼓形酒瓶内溶剂中间层异物
3、优选的,所述进瓶机构包括用于直线输入待检测的鼓形酒瓶的进瓶网带和用于使待检测的鼓形酒瓶沿圆周方向间隔输出的进瓶拨轮,所述进瓶拨轮的输入端连接所述进瓶网带的末端,所述进瓶拨轮的输出端连接所述检测轮盘的输入端,以用于将待检测的鼓形酒瓶整理后沿圆周方向依次输入检测轮盘。
4、优选的,所述第一瓶口检测工位布置在所述进瓶网带的末端,包括有两个第一瓶口检测相机、两个第一背光源以及第一环形光源;两个所述第一瓶口检测相机间隔九十度分布设置在所述进瓶网带的末端一侧,用于获取待检测的鼓形酒瓶的瓶口侧面外观图像信息;所述第一背光源设置在所述第一瓶口检测相机的对面,用于直射待检测的鼓形酒瓶的瓶口侧面;所述第一环形光源设置在所述进瓶网带的正上方,用于直射待检测的鼓形酒瓶的瓶口顶部。
5、优选的,所述第一瓶口检测工位还包括有顶部瓶口检测相机;所述顶部瓶口检测相机设置在所述第一环形光源的正上方,所述顶部瓶口检测相机用于获取待检测的鼓形酒瓶的瓶口顶部外观图像信息。
6、优选的,所述第二瓶口检测工位布置在所述进瓶拨轮的输入端位置,包括有两个第二瓶口检测相机、两个第二背光源以及第二环形光源;两个所述第二瓶口检测相机间隔九十度分布设置在所述进瓶拨轮的一侧,且与所述第一瓶口检测相机错位分布,用于获取待检测的鼓形酒瓶的瓶口侧面外观图像信息;所述第二背光源设置在所述第二瓶口检测相机的对面,用于直射待检测的鼓形酒瓶的瓶口侧面;所述第二形光源设置在所述进瓶拨轮的正上方,用于直射待检测的鼓形酒瓶的瓶口顶部。
7、优选的,所述瓶身检测工位设置有两个瓶身检测相机和两个第一面光源;两个所述瓶身检测相机间隔九十度分布设置在所述检测轮盘的一侧,用于获取待检测的鼓形酒瓶的瓶身侧面外观图像信息;所述第一面光源设置在所述瓶身检测相机的对面,用于直射待检测的鼓形酒瓶的瓶身侧面。
8、优选的,所述第一瓶内检测工位、所述第二瓶内检测工位以及所述第三瓶内检测工位均分别各自设置有两个瓶内检测相机和两个第二面光源,两个所述瓶内检测相机设置在所述检测轮盘的上方且并排设置,两个所述瓶内检测相机用于错位检测所述鼓形酒瓶的内部,所述瓶内检测相机通过内壁镜聚集于所述鼓形酒瓶内溶剂底层或者顶层或者中间层;两个所述第二面光源相对设置,用于直射所述鼓形酒瓶的瓶身侧面。
9、优选的,两个所述第一背光源、两个所述第二背光源、两个所述第一面光源以及两个所述第二面光源均各自分别采用双光源切换系统进行控制;所述双光源切换系统包括光源通道切换器、第一光源控制器以及第二光源控制器;所述光源通道切换器的输入端连接对应的相机,所述光源通道切换器至少设置有两个输出端口,两个所述输出端口分别连接所述第一光源控制器和所述第二光源控制器,所述第一光源控制器和所述第二光源控制器分别连接对应的光源。
10、优选的,所述出瓶机构包括用于连接所述检测轮盘的输出端且将完成检测的鼓形酒瓶向外导出的出瓶拨轮、连接所述出瓶拨轮的输出端且用于向外输出的合格品出瓶网带及不良品出瓶网带。
11、第二方面,还提供一种鼓形酒瓶的酒体异物检测方法,包括如下步骤:
12、待检测的鼓形酒瓶通过流水线依次送达至第一瓶口检测工位、第二瓶口检测工位、瓶身检测工位、第一瓶内检测工位、第二瓶内检测工位以及第三瓶内检测工位进行检测;
13、在所述第一瓶口检测工位对待检测的鼓形酒瓶的瓶口侧面和顶部外观进行检测;
14、在所述第二瓶口检测工位对待检测的鼓形酒瓶的瓶口侧面进行检测;
15、在所述瓶身检测工位对待检测的鼓形酒瓶的瓶身外观进行检测;
16、在所述第一瓶内检测工位对待检测的鼓形酒瓶内溶剂底层异物进行检测;
17、在所述第二瓶内检测工位对待检测的鼓形酒瓶内溶剂顶层异物进行检测;
18、在所述第三瓶内检测工位对待检测的鼓形酒瓶内溶剂中间层异物进行检测。
19、本公开的实施例至少具有以下优点:
20、鼓形酒瓶在进瓶机构的位置处经过第一瓶口检测工位和第二瓶口检测工位进行检测瓶口外观,通过错位设置的第一瓶口检测工位和第二瓶口检测工位可以实现侧面区域全覆盖,确保360度无检测死角,在检测轮盘的位置处经过瓶身检测工位进行检测瓶身外观,经过第一瓶内检测工位进行检测瓶内溶剂底层异物,经过第二瓶内检测工位进行检测瓶内溶剂顶层异物,经过第三瓶内检测工位进行检测瓶内溶剂中间层异物,通过上述多种检测工位的协调配合作用能够实现自动化检查酒体异物作业,检测过程无需人工参与,大大降低人员劳动强度,同时降低检查成本,减轻员工视力损伤,使得该项设备可达到53°鼓形酒瓶酒体异物0.02%的漏检率,同时满足生产线6000瓶/小时及以上的生产速度,从而提高生产效率和生产自动化程度,有效避免质量问题。
技术特征:1.一种鼓形酒瓶的酒体异物检测系统,其特征在于,包括:
2.根据权利要求1所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
3.根据权利要求2所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
4.根据权利要求3所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
5.根据权利要求3所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
6.根据权利要求5所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
7.根据权利要求6所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
8.根据权利要求7所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
9.根据权利要求1所述的鼓形酒瓶的酒体异物检测系统,其特征在于,
10.一种鼓形酒瓶的酒体异物检测方法,其特征在于,包括如下步骤:
技术总结本申请公开了一种鼓形酒瓶的酒体异物检测系统及方法,系统包括:进瓶机构、出瓶机构和设置在进瓶机构和出瓶机构之间且可旋转的检测轮盘;进瓶机构的位置处布置有第一瓶口检测工位和第二瓶口检测工位,第一瓶口检测工位和第二瓶口检测工位分别用于检测瓶口外观;检测轮盘上沿其圆周方向依次布置有瓶身检测工位、第一瓶内检测工位、第二瓶内检测工位以及第三瓶内检测工位;瓶身检测工位用于检测瓶身外观;第一瓶内检测工位用于检测溶剂底层异物;第二瓶内检测工位用于检测溶剂顶层异物;第三瓶内检测工位用于检测溶剂中间层异物。本申请通过采用自动化替代人工检查酒体异物作业,提高生产效率和生产自动化程度,有效避免质量问题。技术研发人员:邓宦权,张海群,易思瑜,刘先芹,唐栓栓,刘顺,王莉受保护的技术使用者:贵州习酒投资控股集团有限责任公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/320958.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表