木薄板的涂胶机的制作方法
- 国知局
- 2024-10-21 15:21:07
本发明涉及一种木薄板涂胶设备的,具体涉及一种木薄板的涂胶机。
背景技术:
1、实木多层板是通过将多层堆叠的木薄板进行热压实现的。在热压之前,需要将每个木薄板进行涂胶,使木薄板表面分别形成一层均匀的薄薄的胶层。目前木薄板的涂胶是通过涂胶机实现的,涂胶机的基本结构是将木薄板穿过表面有胶液的上下辊体之间,通过木薄板穿过上下辊体之间时,上下辊体通过对木薄板的挤压将胶液压涂至木薄板的板面上。
2、目前处于设备成本和生产成本考虑,企业在进行木薄板的涂胶时普遍采用的是单面涂胶,单面涂胶的木薄板依次堆叠后通过热压也是能够热压成多层实木板。但是由于木薄板仅是单面涂胶,未涂胶的另一面为了能够保证与胶液有效接触,只能通过热压作用实现,这就导致单面涂胶的木薄板热压时所需要的热压压力相对更大、热压温度相对更高以及热压时间相对更长,导致后续生产成本的增加,以及生产周期的延长。所以目前市面上也出现了针对木薄板的双面涂胶设备,双面涂胶的木薄板两侧端面的胶层厚度相比于单面涂胶的木薄板的胶层厚度更小,单面涂胶量减少之后,涂胶辊表面所需的胶液层厚度也会降低,胶液层厚度降低后还会使涂胶辊对木薄板涂胶滚压时的压力相对可以降低、进一步避免木薄板因涂胶辊的较大滚压作用力而压坏,或者说保持相同的挤压作用力可以使胶液更好地挤入木薄板内;而且胶液层厚度降低后就会减少甚至避免涂胶辊表面的胶液滴液;另外,双面涂胶的木薄板由于底面也有胶层,所以需要在木板传送过程中避免木板底面的胶液因为滴落或甩飞而污染环境。
3、如申请号为202121362389.6 的专利公开了一种涂胶辊的辊体结构,通过辊体表面所设置的直纹,具有涂胶均匀、不伤板材贴面层 、用胶量小的效果。但是上述现有技术的技术方案不伤板材贴面层的前提是在板材与涂胶辊之间没有相互压合作用力的前提下,仅是将辊体表面的胶液滚在木薄板待封边的边缘处。一旦将上述涂胶辊用于木薄板的表面辊涂的时候,就必然会对木薄板表面产生压力,这个时候由于上述现有技术的技术方案中的直纹是直接由辊体铣削加工出来的,必然会导致辊体的直纹将木薄板压出压痕甚至直接压坏。
4、另外上述现有技术的技术方案在使用久了之后,不可避免会导致直纹的磨损,这个时候就会影响涂胶辊的涂胶效果。
技术实现思路
1、本发明的目的在于:克服现有技术的不足,提供了一种木薄板的涂胶机,通过下涂胶辊和上涂胶辊的作用能够使木薄板的两侧板面能够同时进行涂胶,不仅能够提高涂胶效率,而且双面涂胶后的木薄板的更便于将多层木薄板热压成型为多层实木板,提高多层实木板的连接强度。
2、本发明所采取的技术方案是:
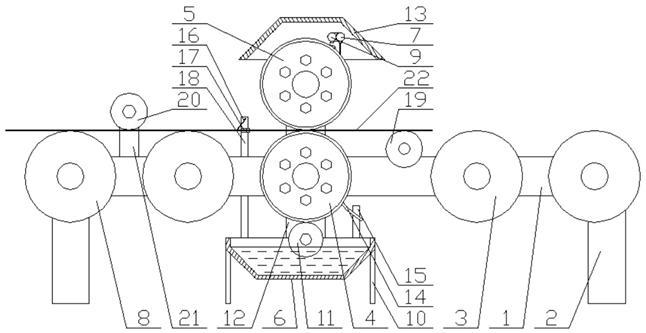
3、木薄板的涂胶机,包括设有支撑腿的基架,所述基架沿着木薄板的传送方向依次设有进料传送辊、涂胶辊组和出料传送杆,所述涂胶辊组包括上下平行设置的下涂胶辊和上涂胶辊,所述进料传送辊的顶部转动方向、下涂胶辊的顶部转动方向、上涂胶辊的底部转动方向和出料传送杆的顶部转动方向均沿着木薄板的传送方向转动,并且转动线速度均相等,所述下涂胶辊顶部和上涂胶辊底部之间的间距小于木薄板的厚度,所述进料传送辊的顶部、下涂胶辊的顶部和出料传送杆的顶部位于同一平面内,所述基架位于下涂胶辊的正下方设有胶液池,所述基架位于上涂胶辊面向进料传送辊一侧的上方设有滴胶管,所述滴胶管与上涂胶辊平行,并且滴胶管底部所设的滴胶口沿着滴胶管的长度方向设置,并且滴胶管内的胶液通过重力从滴胶口均匀滴落分布于至涂胶辊面向进料传送辊一侧的上部,所述胶液池通过泵a将胶液传送至滴胶管内,所述下涂胶辊的底部通过下方的胶液池上胶。
4、本发明进一步改进方案是,所述基架上位于下涂胶辊面向进料传送辊的一侧还设有过渡传送辊,所述过渡传送辊的直径小于进料传送辊的直径,所述过渡传送辊顶部位于下涂胶辊顶部和进料传送辊顶部所在的同一平面内。
5、本发明更进一步改进方案是,所述胶液池的池口设有上胶辊,所述上胶辊的顶部与下涂胶辊的底部接触,所述上胶辊的下部与胶液池内的胶液接触,所述上胶辊的辊面设有辊毛,所述上胶辊转动方向与下涂胶辊相同,并且上胶辊的线速度大于下涂胶辊的线速度。
6、本发明更进一步改进方案是,所述下涂胶辊面向进料传送辊一侧的下部还设有刮胶板,所述刮胶板的两侧通过连接杆b与胶液池的对应侧壁固定连接。
7、本发明更进一步改进方案是,所述下涂胶辊和上涂胶辊结构相同,均包括中心轴杆a,所述中心轴杆a同轴心穿设固定于辊筒,所述辊筒的圆周侧壁同轴心包覆有环形胶管,所述环形胶管的圆周侧壁表面同轴心设有多个环形凸起,所述环形凸起沿着环形胶管的周向等间距分布,所述环形凸起相对于环形胶管外侧壁的高度在1~2毫米的范围内,相邻两个环形凸起之间形成环形留胶槽的轴向槽宽在2~5毫米的范围内。
8、本发明更进一步改进方案是,所述基架通过侧立架分别与上涂胶辊和胶液池连接,所述侧立架的顶部之间还固定有上涂胶辊的防尘罩盖,所述滴胶管固定连接于防尘罩盖内;所述防尘罩盖内位于滴胶管面向上涂胶辊一侧还固定连接有与滴胶管平行设置的喷胶管,所述胶液池通过泵b将胶液传送至内喷胶管,所述喷胶管所喷出的胶液垂直喷向上涂胶辊,所述喷胶管的单位喷胶量为滴胶管的单位滴胶量的四分之一~五分之一的范围内。
9、本发明更进一步改进方案是,所述基架上位于下涂胶辊面向出料传送杆的一侧设有刷胶板,所述刷胶板的顶部通过摆动轴与位于基架两侧所设的连接立杆摆动连接,所述连接立杆的底端与胶液池的对应侧壁的内侧固定连接,所述刷胶板沿着木薄板的传送方向向下倾斜,所述刷胶板的底部沿着刷胶板的长度方向设有刷毛。
10、本发明更进一步改进方案是,所述连接立杆的相向侧端面、对应于木薄板位置处分别设有侧向限位板,所述侧向限位板分别通过受压弹簧与连接立杆连接,所述侧向限位板面向下涂胶辊的一端还设有沿着木薄板的传送方向向内倾斜的导入面。
11、本发明更进一步改进方案是,所述出料传送杆包括与基架转动连接的中心轴杆b,所述中心轴杆b上分别同轴心固定有多个传送盘a,所述传送盘a的顶部位于下涂胶辊顶部和进料传送辊顶部所在的同一平面内,所述传送盘a沿着中心轴杆b的轴线方向等间距设置,所述传送盘a的边沿为尖锐边沿。
12、本发明更进一步改进方案是,所述出料传送杆沿着木薄板的传送方向设有多个,所述基架上位于相邻两个出料传送杆之间的位置处还设有出料压板杆,所述出料压板杆包括与基架转动连接的周鑫轴杆c,所述中心轴杆c上分别同轴心固定有多个传送盘b,所述传送盘b的底部与所经过的木薄板的顶面贴合,所述传送盘b沿着中心轴杆c的轴线方向等间距设置,所述传送盘b的边沿为尖锐边沿。
13、本发明更进一步改进方案是,所述胶液池的底部通过支撑座支撑固定。
14、本发明的有益效果在于:
15、第一、本发明的木薄板的涂胶机,通过下涂胶辊和上涂胶辊的作用能够使木薄板的两侧板面能够同时进行涂胶,不仅能够提高涂胶效率,而且双面涂胶后的木薄板的更便于将多层木薄板热压成型为多层实木板,提高多层实木板的连接强度。
16、第二、本发明的木薄板的涂胶机,由于进料传送辊的直径和下涂胶辊的直径较大,而且下涂胶辊面向进料传送辊一侧还设有刮胶板等装置,所以进料传送辊与下涂胶辊之间的间隙会比较大,会使与最后一个进料传送辊分离但未进入涂胶辊组的木薄板末端在自身重力作用下向下弯曲,在进入涂胶辊组之前向下弯曲的木薄板会导致下端与下涂胶辊接触面积增加,木薄板底面再进入涂胶辊组挤压之前就提前接触下涂胶辊后在胶液粘滞力作用下使木薄板向下弯曲更严重,而且木薄板底面提前接触到胶液时并没有受到涂胶辊的挤压作用力,导致此时胶液仅浮于木薄板表面,后续再经过下涂胶辊和上涂胶辊挤压时大部分浮于木薄板底面的胶液会被直接挤出木薄板,其达不到刚接触胶液的同时即受到下涂胶辊和上涂胶辊同时挤压将更多胶液挤入木薄板内的涂胶效果;另外向下弯曲的木薄板随着涂胶辊组的涂胶转动带动木薄板继续传送的过程中,木薄板末端虽然会在木薄板本身的弹性回复力作用下最终矫正,但是从向下弯曲到矫正水平的过程中会导致木薄板末端的上下摆动,从而导致木薄板上提前接触到的胶液在摆动作用下被甩掉,这样不仅会导致木薄板底面胶液量的减少和浪费,还会导致甩飞的胶液污染周围环境;通过过渡传送辊的作用,可以使离开最后一个进料传送辊后的木薄板仍然有支撑避免木薄板向下弯曲,当离开过渡传送辊之后的木薄板末端的重力也不足以使木薄板弯曲,从而避免上述情况的发生。
17、第三、本发明的木薄板的涂胶机,通过滴胶管和喷胶管的作用,从而使胶液能够更快更均匀地覆在上涂胶辊的圆周侧壁表面形成胶液层,保证木薄板顶面的涂胶效果。
18、第四、本发明的木薄板的涂胶机,通过上胶辊的作用,不仅能够对下下涂胶辊的底部进行上胶,而且上胶辊的线速度大于下涂胶辊,从而在上胶的同时能够对下涂胶辊表面的胶液进行滚刷均匀,不仅能够使下涂胶辊快速均匀上胶,还能保证下涂胶辊表面的上胶厚度,避免为了保证下涂胶辊底部全部都能上胶而上过量的胶后导致的大量滴胶,以及大量滴胶后导致下涂胶辊表面的胶液层厚度不一致。
19、第五、本发明的木薄板的涂胶机,通过刮胶板的作用,从而使下涂胶辊表面的胶液层再一次刮匀,而且将刮胶板作为可调节机构的话,还能针对不同厚度的木薄板所需要涂胶的厚度进行调节下涂胶辊表面的胶层厚度。
20、第六、本发明的木薄板的涂胶机,通过刷胶板的作用,使得木薄板顶面的胶液层进一步刷均匀,而且将刷胶板作为可调节机构的话,还能针对不同厚度的木薄板所需要涂胶的厚度进行调节木薄板顶面的胶层厚度。
21、第七、本发明的木薄板的涂胶机,通过侧向限位板的作用,避免模板在传送过程中发生侧向偏移而导致木薄板表面涂胶不均匀,也能避免木薄板侧向偏移而导致木薄板表面的胶层被出料传送杆的传送盘a和出料压板杆的传送盘b刮得不均匀。
22、第八、本发明的木薄板的涂胶机,涂胶辊组、上胶辊、滴胶管、喷胶管、刮胶板、刷胶板和侧向限位板均在胶液池范围内的上方,从而使上述装置工作时所产生的滴胶均能滴落回胶液池内,避免胶液浪费和污染环境。
23、第九、本发明的木薄板的涂胶机,通过出料压板杆的作用,能够使木薄板在出料过程中经过相邻两个出料传送杆之间产生晃动时迅速阻止晃动,从而避免木薄板表面的胶液层的胶液滴落或甩飞。
24、第十、本发明的木薄板的涂胶机,通过出料传送辊和出料压板杆的结构,分别通过传送盘a和传送盘b与涂胶后木薄板底面和顶面接触,尽量减少接触面积、避免破坏木薄板的胶液层均匀度。
25、第十一、本发明的木薄板的涂胶机,通过环形胶管表面所设的环形凸起的作用,从而便于环形胶管的外侧壁能够有效聚集胶液,使环形胶管的圆周侧壁表面形成胶液层,保证涂胶辊与板材接触涂胶时有足够的胶液压涂至板材上,保证了涂胶效果,而且通过环形胶管的设置可以避免木薄板表面被辊筒压伤。
26、第十二、本发明的木薄板的涂胶机,通过在辊筒两端的端板外侧分别固定有胶液挡板,不仅能够使辊筒圆周侧壁的两轴向端形成环形集胶槽,便于辊筒表面多余胶液的集中滴液收集,而且通过胶液挡板的作用可以避免胶液继续沿着中心轴杆向两端漫延而污染其它部件、甚至影响涂胶辊的正常工作。
27、第十三、本发明的木薄板的涂胶机,胶液挡板通过连接螺栓与端板固定,便于胶液挡板的拆装,从而便于环形胶管的维修更换。
28、第十四、本发明的木薄板的涂胶机,环形集胶槽的槽底直径沿着面向胶液挡板的方向减小,当位于辊筒上部的过量胶液位于环形集胶槽内时,可以使过量胶液在重力作用下尽快远离环形胶管一侧向下集中滴落,让环形胶管表面更多的过量胶液继续进入环形集胶槽内;当位于辊筒下部的过量胶液位于环形集胶槽内时,可以使过量胶液在重力作用下靠近环形胶管一侧,并依次沿着环形胶管的端部以及环形锥弧面a和环形锥弧面b流动至环形胶管的环形凸起位置处并通过环形凸起聚集胶液,从而保证辊筒表面的胶液量。
29、第十五、本发明的木薄板的涂胶机,通过限位卡环和环形卡槽的设置,从而使环形胶管相对于辊筒实现轴向固定,避免在涂胶过程中导致环形胶管出现轴向移动,保证木薄板的涂胶效果。
30、第十六、本发明的木薄板的涂胶机,通过再环形胶管外侧表面形成硫化层,从而提高了环形胶管圆周侧壁外表面的强度和耐磨性,延长了环形胶管的使用寿命,也能保证环形凸起的强度,保证了环形凸起的使用效果。
31、第十七、本发明的木薄板的涂胶机,通过环形锥弧面a和环形锥弧面b的设置,不仅可以便于辊筒上部过量胶液向辊筒两轴向端的环形集胶槽流动,还能使辊筒下部的胶液向环形凸起部位流动聚起。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321296.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表