一种薄竹片增韧及缠绕定型一体化加工装置
- 国知局
- 2024-10-09 16:14:20
用于薄竹片增韧及缠绕胶合生产竹缠绕制品,具体涉及一种新型竹材用增韧及缠绕一体化定型设备。
背景技术:
1、竹缠绕制品以拼宽、接长的薄竹片为原料,经过软化、缠绕、固化而制成的产品,如竹缠绕吸管、竹缠绕杯具、竹缠绕灯等。市面上吸管多以传统塑料、纸吸管为主。塑料吸管难以降解,会长期存在于我们的生活环境中,对环境产生不可逆的伤害,纸吸管的强度低且遇水易软。我国竹资源丰富,竹子具有生长周期短、环境友好、比强度大、韧性好等特性,“以竹代塑”具有可降解、可持续的特点,竹缠绕吸管质轻、拉伸强度高、耐腐耐用,可解决塑料的环境污染与纸吸管遇水易软的问题与并降低废弃物的处理成本。
2、传统的竹制品为圆柱形,利用完整的竹枝、竹干钻孔而成,竹材的利用率较低,材料废弃率高。此方法制成的竹制品因其中空结构在荷载作用下容易劈裂而丧失承载力,缠绕法制得的竹制品充分发挥了竹材轴向拉伸强度高、抗形变性能强的特性。现有的缠绕形式竹制品、竹吸管的缠绕设备采用电机驱动直接将薄竹片缠绕在模具上,无法保证竹片缠绕的均匀性,导致缠绕厚度不均,同一制品不同部位强度不一的问题。此外,直接将一定含水量的薄竹片用于缠绕,可能因其缠绕的角度过大与韧性有限而发生断裂,使加工中断。
技术实现思路
1、(一)解决的技术问题
2、本发明的目的在于提供一种竹片增韧及缠绕定型一体化的设备,解决以下的技术问题:润湿装置润湿薄竹材表面,提高薄竹材韧性,使其在加工过程中不易断裂;通过加压杆与压感辊的配合,改善目前竹缠绕加工压力不均的问题;通过微波加热升温降低薄竹片的含水率并达到胶合定型的目的。提高了竹片缠绕的加工效率与产品的强度。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种薄竹片增韧及缠绕胶合一体化加工装置,装置包括机架、设备控制器、润湿装置、张力控制装置、缠绕成型装置、加压装置、加热固化装置。
5、润湿装置对送料前、送料过程中的薄竹面喷洒水雾,对其表面进行润湿,提高薄竹片的韧性;张力控制装置包括两个张力控制器,位于芯模右侧的机架上,水平方向呈前后排列,垂直方向呈上下排列;薄竹片卷材从第一张力控制器下方通过,经过第二张力控制器的上方,送料至缠绕装置,薄竹片处于绷直状态;缠绕成型装置由内置压力传感器的压感辊、电机、芯模组成,限位装置、芯模与机架相连,电机驱动芯模实现旋转,压感辊位于芯模与张力控制器之间,将薄竹片从压感辊缠绕至芯模上,芯模可替换;加压装置一端与机架相连,当薄竹片卷绕至芯模上,加压杆提供一定压力于缠绕薄竹的外径,当超过额定压力时,通过压力传感控制器的移动使加压杆向偏离芯模的方向移动,,此过程中加压杆始终贴近缠绕薄竹的外表面,以实现对缠绕薄竹的均匀加压;缠绕过程中,采用微波加热对缠绕制品持续加热,微波加热可实现内、外层均匀、快速加热,降低竹片含水率的同时使薄竹胶合定型,实现薄竹材缠绕与定型的一体化加工。
6、(三)有益效果
7、本专利提供了一种薄竹片增韧及缠绕定型一体化加工装置。具备以下有益效果:
8、(1)本发明一种薄竹片增韧及缠绕定型一体化加工装置,进料前润湿装置喷洒水雾于薄竹表面使其具有较好的韧性,进料中润湿装置多处喷洒水雾对薄竹片表面多次润湿,通过调节润湿装置参数控制喷洒的液体流量,薄竹片保持较高含水率,使薄竹具有较强的韧性与抗拉强度,在缠绕时不易断裂。
9、(2)本发明一种薄竹片增韧及缠绕定型一体化加工装置,调节张力控制器使薄竹片处于绷紧状态,以确保薄竹片送料与缠绕的均匀性。
10、(3)本发明一种薄竹片增韧及缠绕定型一体化加工装置,在缠绕过程中对薄竹缠绕外径采取多处加压的方式,由加压装置提供压力,可改善薄竹缠绕中不同层级缠绕的薄竹片因压力不均导致的胶合质量差与偏移的问题,且缠绕模具可替换,可实现不同形状的薄竹片缠绕制品的快速定型。
11、(4)本发明一种薄竹片增韧及缠绕定型一体化加工装置,微波加热装置在缠绕过程中对缠绕竹片持续性加热,微波加热具有均匀性、穿透性,使缠绕竹片表里同时均匀渗透电磁波而产生热能,缩短了常规加热中的热传导时间,降低竹片的含水率,热风循环机同时作用,将蒸发的水蒸气输出,提高加热效率,使缠绕薄竹快速干燥与固化定型。
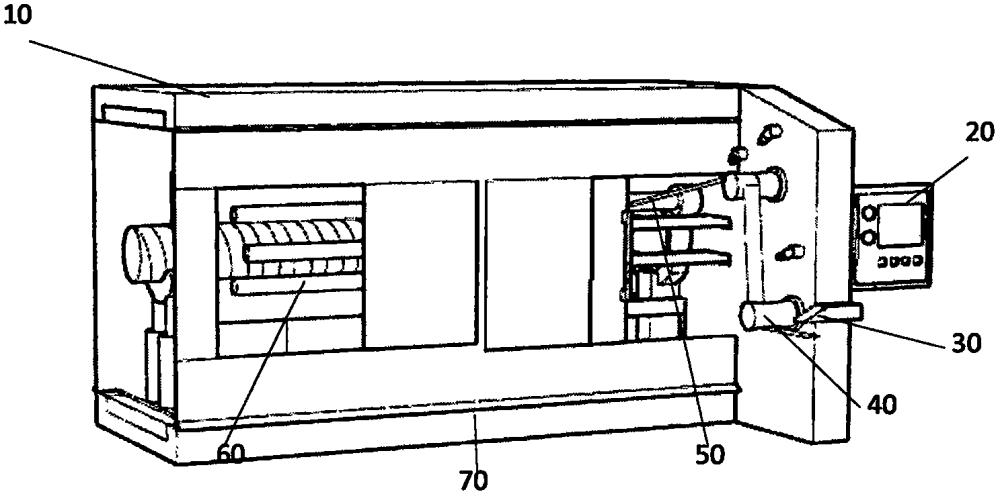
技术特征:1.一种薄竹片增韧及缠绕定型一体化加工装置,包括:机架(10)、设备控制器(20)、润湿装置(30)、张力控制装置(40)、缠绕成型装置(50)、加压装置(60)、加热固化装置(70),其特征在于:由设备控制器(20)监测并控制整个设备的运行状态;机架(10)一端及相邻的张力控制装置(40)之间均设有润湿装置(30);缠绕成型装置(50)包括压感辊(51)、旋转芯模(52)、电机(53),电机(53)驱动芯模(52)旋转;内置压力传感器的加压装置(60)位于芯模(52)的径向,通过压力传感控制器(61)在机架(10)上移动。
2.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置,其特征在于:润湿装置(30)包括前端独立加湿器(31)及高压雾化喷嘴(32),高压雾化喷嘴(32)为两个以上前后排列,位于独立加湿器(31)与张力控制装置(40)之间、张力控制装置(40)与缠绕成型装置(50)之间,润湿装置(30)喷洒的液体流量通过设备控制器(20)调节,流量范围为0~2.4l/h,用以润湿薄竹片表面,提高薄竹片的韧性。
3.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置,其特征在于:张力控制装置(40)由第一张力控制器(41)、第二张力控制器(42)组成,薄竹片通过第一张力控制控制器(41)下方、第二张力控制器(42)上方送料至压感辊(51)下方,使薄竹片处于绷直状态。
4.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置及缠绕成型装置(50),其特征在于:压感辊(51)连接限位装置(52)并位于芯模(52)与张力控制装置(40)之间,压感辊(51)通过对缠绕接触面施加一定压力将薄竹片压紧缠绕至芯模(52)上,薄竹片缠绕面切线与芯模(52)垂直中轴线成15°~45°,芯模(52)可更换为不同模具,以实现不同规格的薄竹片缠绕制品的加工。
5.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置,其特征在于:加压装置(60)包括压力传感控制器(61)、加压杆(62),为四组及以上围绕芯模(52)中心并沿芯模(52)径向对称排列,压力传感控制器(61)位于机架(10)与加压杆(62)之间,加压杆对卷绕中的薄竹片施加0.3mpa~1mpa的压轴力,当加压杆(62)与缠绕接触面压力达到设置一定压力时,压力传感控制器(61)带动加压杆(62)在机架(10)上移动,直至加压杆(62)施加于接触面的压力低于所设压力,以确保薄竹片在缠绕过程中紧密贴合芯模。
6.根据权利要求4或5所述的一种薄竹片增韧及缠绕定型的缠绕成型装置及加压装置,其特征在于:加压杆(62)在缠绕过程中同时给已缠绕的薄竹片外径提供一定压力,压感辊(51)将薄竹片绷紧并缠绕于芯模(52)上,加压杆(62)将不同层之间的薄竹片压实,当接触面压力超过设置的一定压力时加压杆(62)远离芯模(52),以实现对缠绕制品的均匀加压。
7.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置,其特征在于:加热固化装置(70)包括可移动门(71)、热风循环机(72)、微波发生器(73),推动可移动门(71)形成半密闭腔体,加热固化装置(70)通过微波发生器(73)可对缠绕制品进行加热固化;设备控制器(20)上的微波加热功率调节范围为10kw~100kw、微波加热时间为0min~15min,用于控制微波加热程度;热风循环机(72)为6个及以上垂直分布,输出蒸发的水蒸气,以提高加热效率,降低竹片含水率并达到胶合定型的目的。
8.根据权利要求1所述的一种薄竹片增韧及缠绕定型一体化加工装置,其特征在于:设备控制器(20)用以监测并控制整个设备的运行状态,具体包括温度显示、微波加热功率及时间设置、芯模旋转速度设置、润湿装置喷湿液体流量设置,设备运行包括如下步骤:
技术总结本发明提供一种薄竹片增韧及缠绕定型一体化加工装置,其包括机架、设备控制器、润湿装置、张力控制装置、缠绕成型装置、加压装置、加热固化装置,其中,设备控制器控制设备运行状态;润湿装置喷湿薄竹表面使其增韧;张力控制装置使薄竹片绷直;缠绕成型装置含可换芯模、电机、压感辊,电机驱动芯模旋转,压感辊与芯模配合实现不同层级薄竹片紧密卷绕,加压装置含压力传感控制器、加压杆,压力传感控制器使加压杆与卷绕薄竹片之间保持一定压力;加热固化装置通过微波加热使薄竹缠绕制品干燥与固化成型。本发明有利于增强薄竹片韧性,改善薄竹缠绕中受力不均而造成的胶合质量差的问题,并实现薄竹缠绕与定型的一体化加工。技术研发人员:王雪花,殷昊玮,吴智慧,徐伟,方长华,夏泽瑄,卜梦蕾受保护的技术使用者:南京林业大学技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/312329.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表