一种激光切割保护气压力实时检测方法与流程
- 国知局
- 2024-11-06 14:38:37
本发明属于智慧焊割,特别涉及一种激光切割保护气压力实时检测方法。
背景技术:
1、在激光切割过程中,保护气的压力对切割质量有着至关重要的影响。保护气的作用主要是在切割过程中吹走熔化的材料,冷却加工物体,防止切割面氧化等。当保护气压力不足时,可能会导致切割不彻底、熔渣残留、毛刺产生等问题,从而影响切割质量和效率。
2、现有技术中针对保护气压力不足缺乏有效的检测,同时由于气源更换导致的保护气压力波动也无法精准识别,因此无法针对保护气压力的异常不足进行有效监测及报警。
技术实现思路
1、发明目的:针对上述背景技术中存在的问题,本发明提供了一种激光切割保护气压力实时检测方法,基于激光切割事件进行气压稳态值判断,以不同激光切割事件间的气压稳态值波动作为判断基础,并提供具体对比判断方法。此外,针对气源更换及偶发的异常报警情况提供了相应的过滤方法。
2、技术方案:一种激光切割保护气压力实时检测方法,包括以下步骤:
3、步骤s1、实时采集激光切割过程中的输出电流和入口的保护气压力数据,基于输出电流的时序序列捕获激光切割事件,并计算每一个激光切割事件中的保护气压力稳态值;设置用于存储所述保护气压力稳态值的滑动窗openpressure_shoulder_list,依次接收保护气压力稳态值;
4、步骤s2、设置用于检测更换气源的前置开关new_gas_fluctuation_check,过滤气源更换情况;
5、步骤s3、针对过滤后的openpressure_shoulder_list进行保护气压力检测,针对保护气压力不足进行报警;设置用于控制报警的开关alarm_switch和记录报警事件连续性的列表constantly_list,接收多个激光切割事件联合检测,过滤偶发报警;
6、步骤s4、当检测到气源更换时,重新设置前置开关new_gas_fluctuation_check并重复步骤s1-步骤s3,进行新一轮保护气压力检测。
7、进一步地,所述步骤s1中捕获激光切割事件具体方法包括
8、以第一个大于预设阈值th1的电流点为激光切割事件起始点,以最后一个大于th1的电流点为激光切割事件结束点,自起始点至结束点间的电流序列构成一个完整的激光切割事件。
9、计算每个激光切割事件对应的气压稳态值,并存储至openpressure_shoulder_list中;设置openpressure_shoulder_list窗长为3。
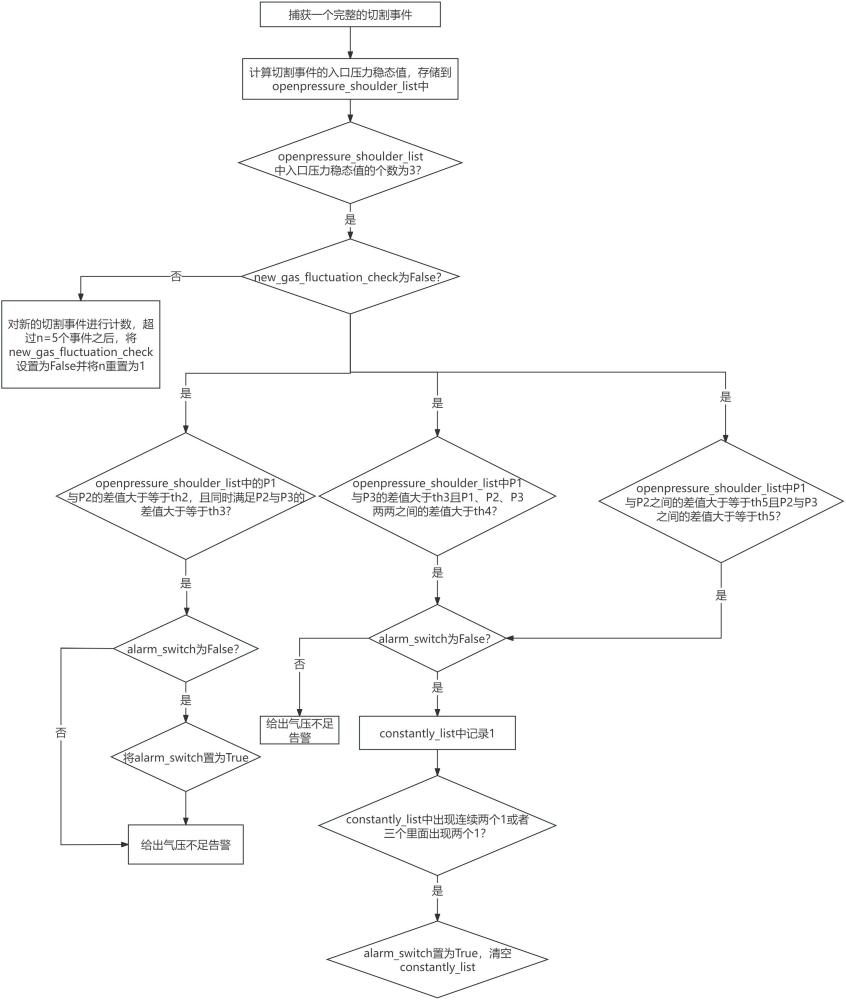
10、进一步地,所述步骤s2中,当openpressure_shoulder_list中气压稳态值的个数为3个时,进行气源更换情况过滤;具体的,当发生气源更换时,将new_gas_fluctuation_check设置为true,此时不再进行保护气压力检测,并对捕获的激光切割事件进行计数,当计数达到预设阈值n时,将new_gas_fluctuation_check置为false,并将n重置为1,继续进行保护气压力检测。
11、进一步地,所述步骤s3中针对过滤后的openpressure_shoulder_list进行保护气压力检测具体方法包括:依次记录为p1、p2和p3,并分别进行如下对比判断:
12、(1)当p1和p2间差值大于等于预设阈值th2且p2和p3间差值大于等于预设阈值th3时,若alarm_switch为true,进行报警,否则将alarm_switch为true,并给出报警;
13、(2)当p1和p3间差值大于th3且p1、p2、p3中任意两组气压稳态值的差值均大于预设阈值th4时,若alarm_switch为false,则constantly_list记录1;若alarm_switch为true,则进行报警;
14、(3)当p1与p2之间的差值大于等于预设阈值th5且p2与p3之间的差值大于等于预设阈值th5时,若alarm_switch为false,则constantly_list记录1;若alarm_switch为true,则进行报警。
15、当p1、p2、p3均不满足判断条件(1)-(3)时,openpressure_shoulder_list剔除p1并接收新的气压稳态值,重复所述对比判断;若此时constantly_list中值的个数大于0个,则将constantly_list中添加0进行占位;
16、当constantly_list中值的个数等于三个时,进行如下判断,若constantly_list中连续出现2个1或连续3个位置中存在2个1时,则将alarm_switch设置为true,并清空constantly_list。
17、进一步地,当新接收的气压稳态值与上一气压稳态值的差值大于预设阈值th6时,代表此时开始新一轮气源更换,此时将new_gas_fluctuation_check置为true,alarm_switch置为false。
18、本发明采用的技术方案与现有技术方案相比,具有以下有益效果:
19、(1)本发明提供的激光切割保护气压力实时检测方法通过实时捕获激光切割事件,并根据每个事件内的气压稳态值进行对比判断,找出其中的波动并分析是否存在压力不足,可以实时给出气压不足判断结果。
20、(2)本发明针对气源更换导致的保护气压力不稳定情况提出了特殊的过滤方法,当检测到气源更换后,不再进行报警,直至气压稳定后继续检测,减少了误判情况,对异常不足的判断更加精准。
21、(3)本发明针对偶发性的报警设置了辅助检测机制,只有当气压不足检测次数达到预设要求才发出报警,有效提升检测方法的鲁棒性。
技术特征:1.一种激光切割保护气压力实时检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种激光切割保护气压力实时检测方法,其特征在于,所述步骤s1中捕获激光切割事件具体方法包括
3.根据权利要求1所述的一种激光切割保护气压力实时检测方法,其特征在于,所述步骤s2中,当openpressure_shoulder_list中气压稳态值的个数为3个时,进行气源更换情况过滤;具体的,当发生气源更换时,将new_gas_fluctuation_check设置为true,此时不再进行保护气压力检测,并对捕获的激光切割事件进行计数,当计数达到预设阈值n时,将new_gas_fluctuation_check置为false,并将n重置为1,继续进行保护气压力检测。
4.根据权利要求1所述的一种激光切割保护气压力实时检测方法,其特征在于,所述步骤s3中针对过滤后的openpressure_shoulder_list进行保护气压力检测具体方法包括:依次记录为p1、p2和p3,并分别进行如下对比判断:
5.根据权利要求1所述的一种激光切割保护气压力实时检测方法,其特征在于,当新接收的气压稳态值与上一气压稳态值的差值大于预设阈值th6时,代表此时开始新一轮气源更换,此时将new_gas_fluctuation_check置为true,alarm_switch置为false。
技术总结本发明公开了一种激光切割保护气压力实时检测方法,首先采集输出电流和入口的保护气压力数据,捕获激光切割事件并计算每一个激光切割事件中的保护气压力稳态值;接着过滤气源更换情况后进行保护气压力检测,针对保护气压力不足进行报警;此外通过接收多个激光切割事件联合检测,过滤偶发报警;最后当检测到新的气源更换时,重复对比检测;本发明提供的方法过滤了气源更换和偶发误报警情况,可以进一步提升保护气压力不足检测准确率。技术研发人员:李波,田慧云受保护的技术使用者:苏芯物联技术(南京)有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/323281.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表