一种水龙头及其制备方法与流程
- 国知局
- 2024-11-06 14:43:15
本发明涉及水龙头的,尤其涉及一种水龙头及其制备方法。
背景技术:
1、现有市场上金属水龙头占有一定比重,其主要是通过传统低压铸造技术制备得到,具体是通过砂芯成型后在较低的压力下将铸造金属合金注入型腔中形成水龙头,随后将砂芯流掉形成水龙头内部通水的空间,其中传统的砂芯主要是树脂材料,其抗压能力在60~80kg/cm2,无法利用高压铸造工艺,而且该制备工艺主要存在以下弊端:首先是效率低;其次是使产品外观不规则,一致性差,而且产品表面粗糙,容易起砂孔;还有是产品的内壁粗糙,而且砂芯的残留物无法完全清理干净,使内壁留有残留物,导致电镀过程中残留物脱落,造成电镀缸的污染。此外,锌合金、铝合金金属水龙头几乎无法与流水直接接触,往往需要在水龙头内壁加设塑料管道提供水流通道,由于塑料管道可朔性有限,对水龙头外观限制极高,阀芯结构复杂,会导致成本增加。
2、本申请人在cn115464116a中提供了一种水龙头及其制备方法及用于生产水龙头的模具,利用带有中空腔道的内胆替代了现有技术中的填充芯,所述内胆内通过注入填充油起到支撑内胆的作用,成型后不需要抽芯成型,直接将填充油排出便可得到带有光滑腔道的水龙头,该方法生产效率高,节省材料,制得的水龙头的壁厚均匀。但该制备方法对技术要求高,无法实现工业化生产,因此,本申请人在此基础上进行了改进,降低了水龙头在工艺生产中的技术难度。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种制备工艺简单、难度低的水龙头的制备工艺,采用改进的制备方法制备得到的水龙头内胆为不锈钢材料能够与水直接接触,而且内胆光滑,产品外观规则,一致性高。
2、为了解决上述技术问题,本发明第一方面提供了一种水龙头的制备方法,包括:
3、(1)制备具有空腔的内胆;
4、(2)于所述内胆的空腔中注入内胆填充物,且在空腔内填充成型;
5、(3)将注有内胆填充物的内胆置于模具中,进行高压铸造,冷却成型后去除空腔中的内胆填充物,即得水龙头;
6、其中,所述内胆填充物为树脂、硅胶、发泡材料、树脂砂、钢珠、水泥、木屑混合物、面粉、蜡、冰、干冰中的一种或多种;所述内胆的制备原料为不锈钢、钛合金、铜、铝中的至少一种。
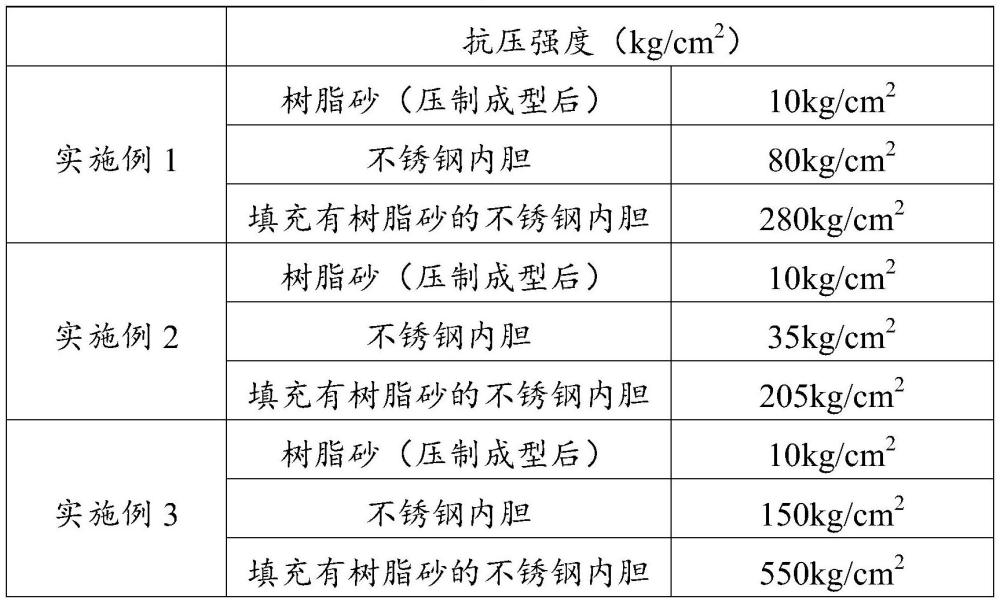
7、作为上述方案的改进,所述添加有内胆填充物的内胆的抗压强度为200~600kg/cm2。
8、作为上述方案的改进,采用冲压、拉升、涨形、焊接及数控加工工艺制备所述内胆,所述内胆的厚度为0.1~1mm。
9、作为上述方案的改进,所述不锈钢的壁厚为0.5mm时,抗压强度为70~90kg/cm2;
10、所述不锈钢的化学成分按质量百分比计为:c≤0.08%、cr=16.00~20.00%、ni=8.00~15.00%、si≤1.00%、mn≤2.00%、p≤0.045%。
11、作为上述方案的改进,所述内胆填充物进入所述内胆后在压力作用下压制成型,所述压力为0.2~0.6mpa,所述内胆填充物的粒径范围为150~900μm。
12、作为上述方案的改进,所述内胆填充物为树脂砂,所述树脂砂在压制后的强度为8~80kg/cm2;
13、所述内胆填充物在压制成型后在所述空腔内的体积占比为95~98%。
14、作为上述方案的改进,所述树脂砂中树脂的占比为0.4~0.9wt%;所述树脂砂的流动性为25~30°;
15、所述树脂砂中250~350μm的颗粒占5~7%,400~450μm的颗粒占69~73%,550~650μm的颗粒占20~24%;
16、所述树脂砂的熔着点为105~115℃。
17、作为上述方案的改进,采用高频振动的方式去除所述空腔中的内胆填充物,或者采用机械加工的方式去除所述空腔中的内胆填充物。
18、作为上述方案的改进,所述高压铸造时的注射压力为20~100mpa,注射时间为0.01s~0.5s,成型时间为0.01s~0.5s。
19、本发明第二方面还提供了一种水龙头,采用上述的水龙头的制备方法制备得到。
20、实施本发明,具有如下有益效果:
21、本发明中首先制备具有空腔的内胆,随后在内胆的空腔中注入内胆填充物,且在空腔内填充成型,随后置于模具中进行铸造,冷却成型后去除空腔中的内胆填充物,即可得到水龙头,避免了抽真空的操作,使工业化生产的难度降低,制备工艺简单化、高效化。此外,通过在内胆中注入内胆填充物有效改善了内胆的抗压强度,使水龙头可以利用高压铸造工艺进行制备,而且内胆的设置使水龙头可以直接与水接触,避免了常规塑料管的设置,简化了水龙头的阀芯结构,降低了成本。
技术特征:1.一种水龙头的制备方法,其特征在于,包括:
2.如权利要求1所述的水龙头的制备方法,其特征在于,所述添加有内胆填充物的内胆的抗压强度为200~600kg/cm2。
3.如权利要求1所述的水龙头的制备方法,其特征在于,采用冲压、拉升、涨形、焊接及数控加工工艺制备所述内胆,所述内胆的厚度为0.1~1mm。
4.如权利要求1所述的水龙头的制备方法,其特征在于,所述不锈钢的壁厚为0.5mm时,抗压强度为70~90kg/cm2;
5.如权利要求1所述的水龙头的制备方法,其特征在于,所述内胆填充物进入所述内胆后在压力作用下压制成型,所述压力为0.2~0.6mpa,所述内胆填充物的粒径范围为150~900μm。
6.如权利要求1或5所述的水龙头的制备方法,其特征在于,所述内胆填充物为树脂砂,所述树脂砂在压制后的强度为8~80kg/cm2;
7.如权利要求6所述的水龙头的制备方法,其特征在于,所述树脂砂中树脂的占比为0.4~0.9wt%;所述树脂砂的流动性为25~30°;
8.如权利要求1所述的水龙头的制备方法,其特征在于,采用高频振动的方式去除所述空腔中的内胆填充物,或者采用机械加工的方式去除所述空腔中的内胆填充物。
9.如权利要求1所述的水龙头的制备方法,其特征在于,所述高压铸造时的注射压力为20~100mpa,注射时间为0.01s~0.5s,成型时间为0.01s~0.5s。
10.一种水龙头,其特征在于,采用如权利要求1~9任一项所述的水龙头的制备方法制备得到。
技术总结本发明公开了水龙头的制备方法,包括:(1)制备具有空腔的内胆;(2)于所述内胆的空腔中注入内胆填充物,且在空腔内填充成型;(3)将注有内胆填充物的内胆置于模具中,进行高压铸造,冷却成型后去除空腔中的内胆填充物,即得水龙头;其中,所述内胆填充物为树脂、硅胶、发泡材料、树脂砂、钢珠、水泥、木屑混合物、面粉、蜡、冰、干冰中的一种或多种;所述内胆的制备原料为不锈钢、钛合金、铜、铝中的至少一种。本发明中的制备方法制备工艺简单、工业化生产难度低,而且采用改制备方法制备得到的水龙头能够与水直接接触,而且内胆光滑,产品外观规则,一致性高。技术研发人员:袁取明受保护的技术使用者:江门市众博金属制品有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/323742.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表