冷浇铸系统的制作方法
- 国知局
- 2024-11-19 09:48:47
本发明涉及冶炼设备,特别涉及一种冷浇铸系统。
背景技术:
1、在冶炼工业原料,比如冶炼工业硅的过程中,目前采用的冷浇铸系统中的冷却锭模为铸铁锭模,熔融金属硅从硅包中沿着溜槽进入冷却锭模中,待冷却后需要经人工破碎后包装入库,生产效率低,导致产量低,且增加了劳动强度和成本。而且,一般一块硅锭需要冷却24小时以上才可以进行后续工序,冷却时间长,且在冷却锭模浇铸完毕到包装入库需要起吊7次左右。并且,由于冷却时间过长会出现硅液在冷却凝固过程中发生成分偏析现象,导致硅杂质元素含量分布不均匀,严重影响成品质量的稳定性和均匀性。
技术实现思路
1、本发明的主要目的是提出一种冷浇铸系统,旨在解决现有冷浇铸系统生产效率低,导致产量低,且增加了劳动强度和成本,且冷却时间长,严重影响成品的质量的稳定性和均匀性的技术问题。
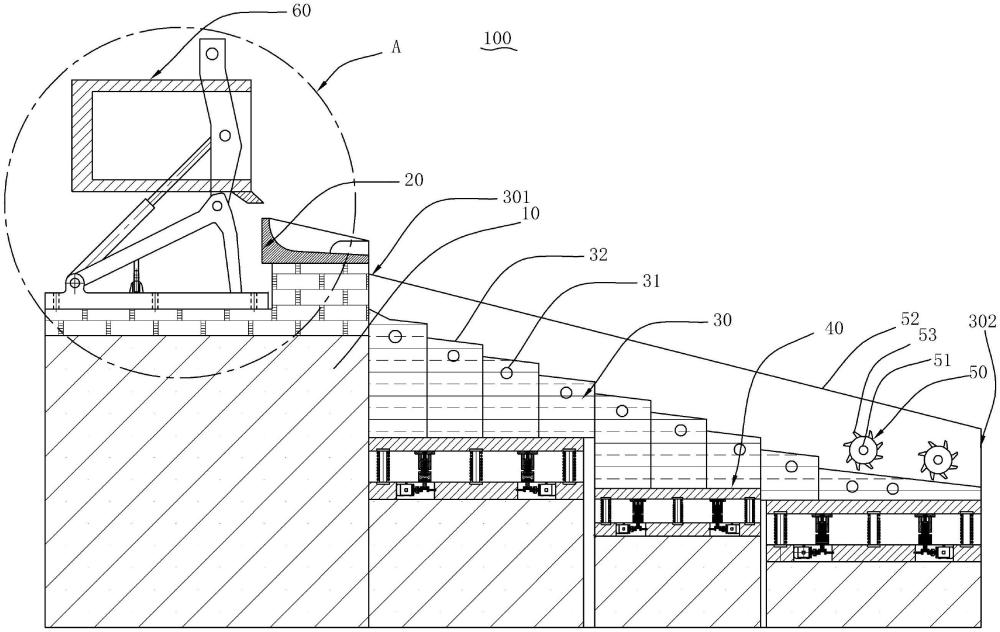
2、为实现上述目的,本发明提出一种冷浇铸系统,所述冷浇铸系统包括支撑台以及安装于支撑台上的:
3、分流座,所述分流座用于盛放浇铸液,且所述分流座设有多个用于导流浇铸液的分流口;
4、冷却锭模,所述冷却锭模的两端分别形成进料端和出料端,所述冷却锭模的顶部形成导流面,所述导流面沿所述进料端至所述出料端的方向呈高度依次递减的阶梯设置,所述进料端与多个所述分流口均连通,所述导流面用于将进入所述进料端的浇铸液导流至所述出料端,且所述冷却锭模用于冷却流经所述导流面的浇铸液,使浇铸液形成块状固体;
5、振动机构,所述振动机构用于驱动所述冷却锭模振动,使所述块状固体破碎分散。
6、在一实施方式中,所述振动机构位于所述冷却锭模的底部,所述振动机构包括振动模组,所述振动模组包括驱动组件、传动组件和顶推件,所述顶推件竖向设置,所述驱动组件安装于所述支撑台,所述驱动组件连接所述传动组件的一端,所述传动组件的另一端与所述顶推件的下端弹性连接,所述顶推件的上端与所述冷却锭模的底部连接,所述驱动组件用于驱动所述传动组件带动所述顶推件往复升降,以带动所述冷却锭模上下振动。
7、在一实施方式中,所述传动组件包括连接块和导向柱,所述导向柱竖向设置,所述驱动组件通过所述连接块与所述导向柱的下端连接,所述导向柱内设有安装腔,所述顶推件为顶推杆,所述顶推杆的下端伸入所述安装腔内并与所述安装腔的腔壁滑动配合,所述顶推杆的上端从所述导向柱的上端伸出所述安装腔外并与所述冷却锭模的底部连接,所述安装腔内设有弹性件,所述弹性件的上下两端分别与所述安装腔的腔壁和所述顶推杆的下端抵接,所述驱动组件用于通过所述连接块驱动所述导向柱往复升降,以通过所述弹性件带动所述顶推杆往复升降。
8、在一实施方式中,还包括传动座,所述传动座包括套筒和设置于套筒顶部的顶板,所述套筒的底部呈敞口设置,所述套筒内形成与所述敞口连通的滑动腔,所述导向柱的上端从所述敞口伸入所述滑动腔内并与所述套筒内壁滑动配合,所述顶推杆的上端位于所述滑动腔内并与所述顶板连接,所述顶板与所述冷却锭模的底部连接。
9、在一实施方式中,所述振动机构还包括第一支撑板、第二支撑板和缓冲模组,所述缓冲模组包括弹性安装柱和缓冲弹簧,所述第一支撑板安装于所述支撑台,所述第一支撑板上安装有所述驱动组件,所述第二支撑板位于所述第一支撑板的上方,且所述第二支撑板的顶部与所述冷却锭模连接,所述第二支撑板的底部与所述顶板连接,所述第一支撑板和所述第二支撑板之间通过所述弹性安装柱连接,所述弹性安装柱外套设有所述缓冲弹簧,且所述缓冲弹簧的上下两端分别与所述第二支撑板和所述第一支撑板抵接。
10、在一实施方式中,所述驱动组件包括旋转驱动件和凸轮,所述旋转驱动件安装于所述支撑台,所述旋转驱动件的输出轴沿水平方向延伸并连接所述凸轮,所述凸轮的外缘与所述连接块的底部连接,所述连接块的顶部与所述导向柱的下端连接,所述旋转驱动件用于驱动所述凸轮绕所述输出轴转动,以通过所述凸轮的外缘带动所述连接块及所述导向柱往复升降。
11、在一实施方式中,所述冷浇铸系统还包括拨料机构,所述拨料机构位于所述出料端处,所述拨料机构包括辊轴和支撑座,所述支撑座安装于所述支撑台,所述辊轴沿垂直于所述进料端至所述出料端的方向水平设置,且所述辊轴可转动地安装于所述支撑台上并位于所述导流面的上方,所述辊轴的外周设有多个拨片,通过驱动所述辊轴转动带动多个所述拨片旋转,以使多个所述拨片拨动所述块状固体往所述出料端的方向转移;
12、和/或,
13、所述冷浇铸系统还包括倾覆机构,所述倾覆机构安装于所述支撑台上并靠近所述分流座设置,所述倾覆机构用于将浇铸液倒入所述分流座内。
14、在一实施方式中,所述分流座包括座体和均安装于所述座体上的溢流槽、导流槽和分流槽,所述座体安装于所述支撑台,所述溢流槽和所述分流槽通过所述导流槽连通,所述溢流槽用于盛放浇铸液,所述分流槽的槽底间隔设有多个分流板,以将所述分流槽分割为多条分流通路,各所述分流通路远离所述导流槽的一端形成所述分流口。
15、在一实施方式中,所述溢流槽远离所述导流槽的一端形成入料端,所述分流口所在的一端为排料端,所述导流槽的尺寸自所述入料端朝靠近所述排料端的方向呈渐扩设置,所述分流槽的尺寸自所述入料端朝靠近所述排料端的方向呈渐扩设置,所述溢流槽的槽底、所述导流槽的槽底和所述分流槽的槽底形成流通面,所述流通面沿所述入料端至所述排料端方向呈高度依次递减的弧形面。
16、在一实施方式中,所述冷却锭模的数量有多个,多个所述冷却锭模沿所述进料端至所述出料端的方向依次排布,且多个所述导流面沿所述进料端至所述出料端的方向呈高度依次递减的阶梯设置;
17、任意相邻的两个冷却锭模中,其中一个所述冷却锭模的出料端与另一个所述冷却锭模的进料端连通,靠近所述分流座设置的所述冷却锭模的进料端位于多个所述分流口的下方并与多个所述分流口均连通;
18、各所述冷却锭模对应设置有一振动机构,所述振动机构用于驱动对应的所述冷却锭模振动。
19、本发明的技术方案中,支撑台上安装有分流座、冷却锭模以及振动机构,分流座用于盛放浇铸液,且分流座设有多个用于导流浇铸液的分流口,对浇铸液进行分流,不仅能加快流动速度,而且能将浇铸液均匀地浇铸到冷却锭模上,避免了冷却锭模发生局部过热而烧穿损坏。
20、冷却锭模的两端分别形成进料端和出料端,冷却锭模的顶部形成导流面,导流面沿进料端至出料端的方向呈高度逐渐变低的阶梯设置,从进料端进入的浇铸液从导流面导流至出料端,浇铸液流动过程中,冷却锭模可对其冷却,导流面沿进料端至出料端的方向呈高度逐渐变低的阶梯设置,利于浇铸液快速流动,从而减少浇铸液的冷却时间。
21、而且,振动机构可以驱动冷却锭模振动,进一步加快浇铸液在导流面上的流动速度,减少浇铸液的冷却时间。并且,冷却锭模还可将流经导流面上的浇铸液冷却成块状固体,并在振动作用下,使得块状固体破碎分散,向出料端转移。
22、本发明的冷浇铸系统通过在支撑台上设置分流座,分流座上设有多个分流口,对浇铸液进行分流,设置冷却锭模,冷却锭模上的导流面为阶梯面,能够加快浇铸液的冷却,从而减少对浇铸液的冷却时间,防止浇铸液在凝固过程中发生成分偏析现象,使其不容易引入冷却锭模中杂质,提高成品质量的稳定性和均匀性。并且,冷浇铸系统通过设置振动机构,可以驱动冷却锭模振动使块状固体破碎分散,无需人工破碎工序,具有生产效率高,提升产品产量的优点,并降低了人工劳动强度和成本。
本文地址:https://www.jishuxx.com/zhuanli/20241118/330333.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。