一种光缆内护套及其制备方法与流程
- 国知局
- 2024-11-21 11:37:43
本发明涉及一种光缆内护套及其制备方法,属于光缆。
背景技术:
1、随着网络通讯技术的发展,信息通信需求呈爆发式增长,电缆铺设量日益增加。典型的光缆结构中包含内护套、外护套、铠装层等,各层所起到的作用均有不同。其中光缆内护套与光纤直接进行接触,在光缆受到外力冲击时起到对光缆的最终保护作用。当前市面上的光缆内护套一般采用橡胶结构,其外层铺设多种铠装结构,其仅仅起到简单的防护作用,在要求光缆外径极小进而导致铠装厚度受限的情况下,实际工程中往往由于结构过于简单、强度不足而不得不在光缆直径和防护强度之间进行平衡。如何在降低外部铠装规格的条件下保证光缆的防护效果成为业内需要解决的重要问题。
技术实现思路
1、本发明的目的是提供一种光缆内护套及其制备方法以解决上述背景技术中的问题。
2、实现本发明目的的技术方案是:
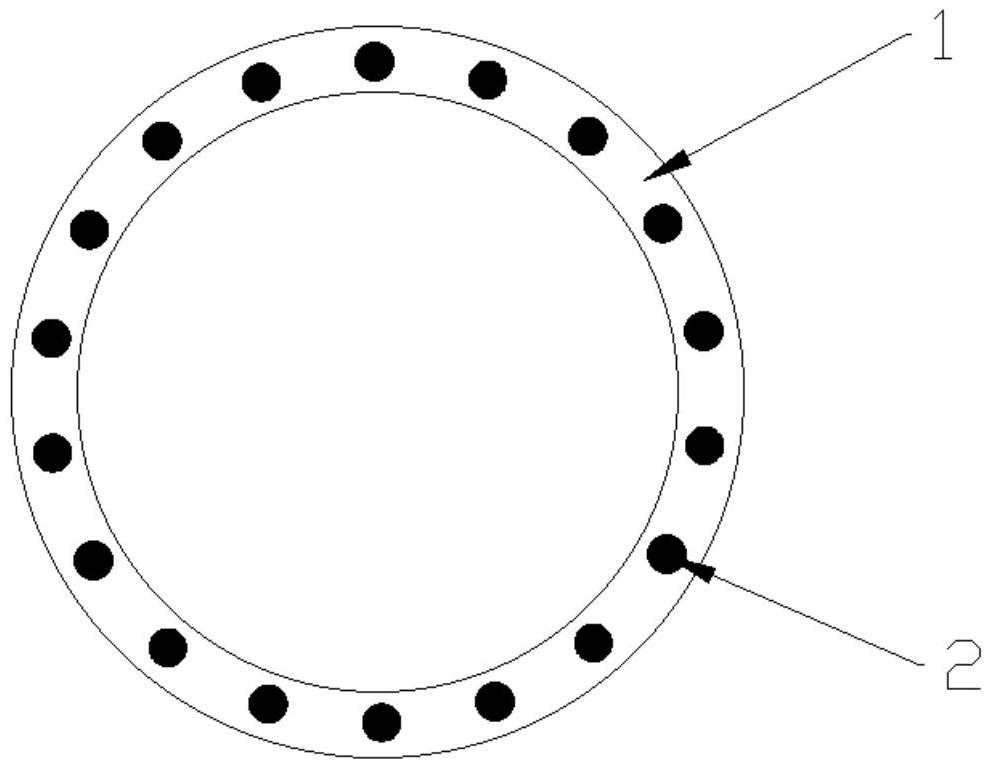
3、一种光缆内护套,其结构为管状,包括护套管体及均匀分布在护套内的芳纶加强件,所述芳纶加强件包括高模量芳纶纱、碳纤维杆,所述芳纶纱与碳纤维杆之间填充粘合胶水并螺旋绞合,所述芳纶加强件与护套管体之间涂有外层胶水。
4、本发明的光缆内护套,在护套管体中间嵌入芳纶加强件,并在其内部及外部浸润胶水,芳纶加强件的组件中芳纶纱与碳纤维杆之间进行螺旋绞合,减少扭转过程中芳纶纱和碳纤维杆之间的错位,在绞合过程中在其间隙进行填充粘合胶水以减少其错位,并在其外层涂敷外涂胶水,在内护套受到挤压状态下,嵌设在其内部的芳纶加强件将有效控制变形,其受力后内护套表面受力均匀最终将呈圆弧状,使内护套本身成为一个整体,杜绝了光缆内护套局部受大力挤压导致的大幅变形,可有效提升。
5、所述芳纶纱在80℃的线性膨胀系数绝对值<5.3×10-6℃-1,弹性模量≥320gpa,所述碳纤维杆弹性模量≥580gpa,综合模量≥450gpa。
6、上述参数控制的意义在于保证控制内护套综合强度及注塑收缩量,经测试,在上述参数状态下,在挤出过程中可将内护套收缩量减少20%,其中护套料在870℃下收缩量为2.5%,综合收缩控制在1.8~2%;从铺设效果来讲,增加内护套刚性强度可减少光纤弯折量,从而减少光纤损耗,采用本方案可使得光缆在-40℃~70℃的温循下附加损耗<0.02db/km。
7、所述芳纶加强件围绕内护套管体截面中心以360°成圆的方式进行均匀分布,其放置于内护套管体厚度中心位置并以挤压的形式与其融为一体。
8、增加芳纶加强件分布的均匀性可使得内护套的受力分布更加均匀,使其在受冲击状态下应力更加均衡。
9、本发明还提供上述一种光缆内护套的制备方法,其具体包括如下步骤:
10、s1:光纤的中心加强件与松套管进行绞合并通过芳纶扎纱进行固定,形成缆芯;
11、s2:将缆芯从模芯中心孔进行套模,同时芳纶加强件围绕缆芯同时进行套模而后进行挤压,得到内护套;
12、其中,套模步骤中,模芯为管状结构,挤塑过程中缆芯与芳纶加强件之间不进行接触,芳纶加强件位于内护套的护套层中间位置;
13、所述步骤s2中,挤塑过程中缆芯从模芯中心孔进行套模,操作过程中与缆芯同步进行模套,芳纶加强件从模芯上均匀分布的孔进入,挤塑过程中控制挤塑温度为155~185℃,此处采用低温挤塑方案,可有效减少挤塑的热余量对光纤内部结构的影响,从而保证内部光纤的性能稳定性。
14、进一步或可选的,所述芳纶加强件的加工步骤为:
15、将碳纤维杆、芳纶纱进行放线;
16、在碳纤维杆、芳纶纱外层涂敷胶水,同时进行预热处理,维持胶水半固体状态;
17、对碳纤维杆、芳纶纱进行绞合处理;
18、对碳纤维杆、芳纶纱外层胶水进行固化完成定型;
19、对成型后的芳纶加强件进行烘烤;
20、进行定性收盘。
21、上述制备过程中,碳纤维杆和芳纶纱通过主动放线的方式放出,防线过程中控制其放线张力为350~550g,内端的碳纤维杆、芳纶纱和外端的碳纤维杆以拉直状态放出,并进行分线板,分线板进行了2层分层,内层设有胶水填充装置和预热装置,内端的碳纤维杆依次进入分线板定位,进行胶水填充装置进行涂覆,并通过预热装置进行加热,使粘附于碳纤维杆上的胶水呈半固态形态,随后进行搓扭装置进行节距定型,并使内端的碳纤维杆、芳纶纱绞合为一体,绞合节距为10mm,绞合后进行再次固化定型,固化的混合物通过胶水与外端的碳纤维杆进行绞合并通过成型模具进行挤压成型,并通过烘烤进行定型。
22、进一步或可选的,所述预热处理步骤中控制温度为预热温度为40±5℃并保持胶水成半固态状态,所述胶水固化工艺中,固化温度为65±5℃,所述烘烤步骤中烘烤温度为75±5℃,与控制胶水的凝固状态,确保其始终处于半固体状态,在完成绞合后芳纶加强件的内外层胶水经操作后汇聚到一起,这样碳纤维杆和芳纶纱以及其外层的内护套本体成为一个整体,其各部分与内护套成为一个整体,可有效提升内护套的整体性及抗压能力。
23、采用了上述技术方案,本发明具有以下的有益效果:
24、(1)本发明的光缆内护套,在护套管体中间嵌入芳纶加强件,并在其内部及外部浸润胶水,芳纶加强件的组件中芳纶纱与碳纤维杆之间进行螺旋绞合,减少扭转过程中芳纶纱和碳纤维杆之间的错位,在绞合过程中在其间隙进行填充粘合胶水以减少其错位,并在其外层涂敷外涂胶水,在内护套受到挤压状态下,嵌设在其内部的芳纶加强件将有效控制变形,其受力后内护套表面受力均匀最终将呈圆弧状,使内护套本身成为一个整体,杜绝了光缆内护套局部受大力挤压导致的大幅变形,可有效提升。
25、(2)本发明还对内嵌的芳纶纱材料进行选型限制,使得内护套综合强度及注塑收缩量,其有效控制了内护套的综合收缩量,有效减少光纤弯折量,从而减少光纤损耗。
26、(3)本发明的内护套中的芳纶加强件采用环绕式均匀布置,内护套的支撑力更加均匀。
27、(4)本发明还提供了一种内护套的制备方法,其严格控制操作步骤及挤塑温度,有效减少了挤塑余量对光纤内部结构的影响,可有效保持光纤内部的稳定性。
28、(5)本发明严格控制了制备过程中各步骤的操作温度,使得未完成操作前各阶段中胶水始终处于半固态状态,可有效实现内外层胶水的融合并使得芳纶加强件与内护套成为一个整体,有效提升其整体性和抗压能力。
技术特征:1.一种光缆内护套,其特征在于:其结构为管状,包括护套管体(1)及均匀分布在护套内的芳纶加强件(2),所述芳纶加强件(2)包括高模量芳纶纱(21)、碳纤维杆(22),所述芳纶纱(21)与碳纤维杆(22)之间填充粘合胶水(23)并螺旋绞合,所述芳纶加强件与护套管体之间涂有外层胶水(24)。
2.根据权利要求1所述的一种光缆内护套,其特征在于:所述芳纶纱(21)在80℃的线性膨胀系数绝对值<5.3×10-6℃-1,弹性模量≥320gpa,所述碳纤维杆(22)弹性模量≥580gpa,综合模量≥450gpa。
3.根据权利要求1所述的一种光缆内护套,其特征在于:所述芳纶加强件(2)围绕内护套管体(1)截面中心以360°成圆的方式进行均匀分布,其放置于内护套管体(1)厚度中心位置并以挤压的形式与其融为一体。
4.权利要求1或2任意所述的一种光缆内护套的制备方法,其特征在于包括如下步骤:
5.根据权利要求4所述的一种光缆内护套的制备方法,其特征在于:所述步骤s2中,挤塑过程中缆芯从模芯中心孔进行套模,芳纶加强件(2)从模芯上均匀分布的孔进入,挤塑过程中控制挤塑温度为155~~185℃。
6.根据权利要求4所述的一种光缆内护套的制备方法,其特征在于,所述芳纶加强件(2)的加工步骤为:
7.根据权利要求6所述的一种光缆内护套的制备方法,其特征在于:
技术总结本发明公开了一种光缆内护套及其制备方法,内护套结构为管状,包括护套管体及均匀分布在护套内的芳纶加强件,芳纶加强件包括高模量芳纶纱、碳纤维杆,芳纶纱与碳纤维杆之间填充粘合胶水并螺旋绞合,芳纶加强件与护套管体之间涂有外层胶水。本发明在护套管体中间嵌入芳纶加强件,并在其内部及外部浸润胶水,芳纶加强件的组件中芳纶纱与碳纤维杆螺旋绞合,减少了芳纶纱和碳纤维杆之间的错位,在绞合过程中在其间隙进行填充粘合胶水以减少其错位,内护套受到挤压状态下,嵌设在其内部的芳纶加强件将有效控制变形,其受力后内护套表面受力均匀最终将呈圆弧状,使内护套本身成为一个整体,杜绝了光缆内护套局部受大力挤压导致的大幅变形。技术研发人员:夏建军,潘家乐,段宏峰,吴煜,涂峰,朱明,朱筱冉受保护的技术使用者:远东通讯有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/332092.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。