一种方形卷绕电池浸润装置及浸润方法与流程
- 国知局
- 2024-11-21 11:48:45
本发明涉及方形锂离子电池,尤其是一种方形卷绕电池浸润装置及浸润方法。
背景技术:
1、方形锂离子电池在制备过程中,需要在一定的露点环境与时间内从电芯注液口将一定量的电解液注入烘烤后水分合格的电芯内,此时部分电解液开始浸润电芯内部的正负极片和隔膜。为了使电芯内部的正负极片和隔膜完全浸润,通常还会搁置一段时间,即行业所称注液后静置工序。
2、现阶段为了提升浸润效果,厂家普遍会采用真空注液或者高压注液方式进行注液,注液后电池在常温(25±3℃)或者高温(45±3℃)环境下自然搁置24小时至48小时进行浸润,以使注入的电解液充分浸润电芯内部的正负极片和隔膜,浸润完成后再将电芯进行化成工艺。
3、这种传统的浸润工艺生产周期长,造成能耗浪费和制程时间浪费,提高了生产成本。另外,这种浸润工艺对于压实密度大的方型卷绕电池来说浸润效果较差,浸润不完全,一次电解液虽然注入进去了,但是负压预充又会将电解液吸出来,再加上现在使用涂胶隔膜来保证极片正负极界面贴合良好,使极片的浸润难上加难,使得卷绕极组的芯部位置极易产生浸润死区,浸润不好再去预充化成则经常会发现正负极片正中心有无法浸润的区域,导致后续电芯化成时界面存在黑斑、析锂等问题;其次,在浸润过程中,电芯壳体内部会产生气体,使其内部形成微高压环境,增加了固-气-液三相界面存在的气相阻力,增加了浸润时间和浸润难度。因此,亟需研究开发出一种生产效率高、浸润效果好的方形卷绕锂离子电池电解液浸润装置和浸润方法。
技术实现思路
1、本发明所要解决的技术问题在于提供一种方形卷绕电池浸润装置。
2、本发明所要解决的另一技术问题在于提供应用上述方形卷绕电池浸润装置的浸润方法。
3、为解决上述技术问题,本发明的技术方案是:
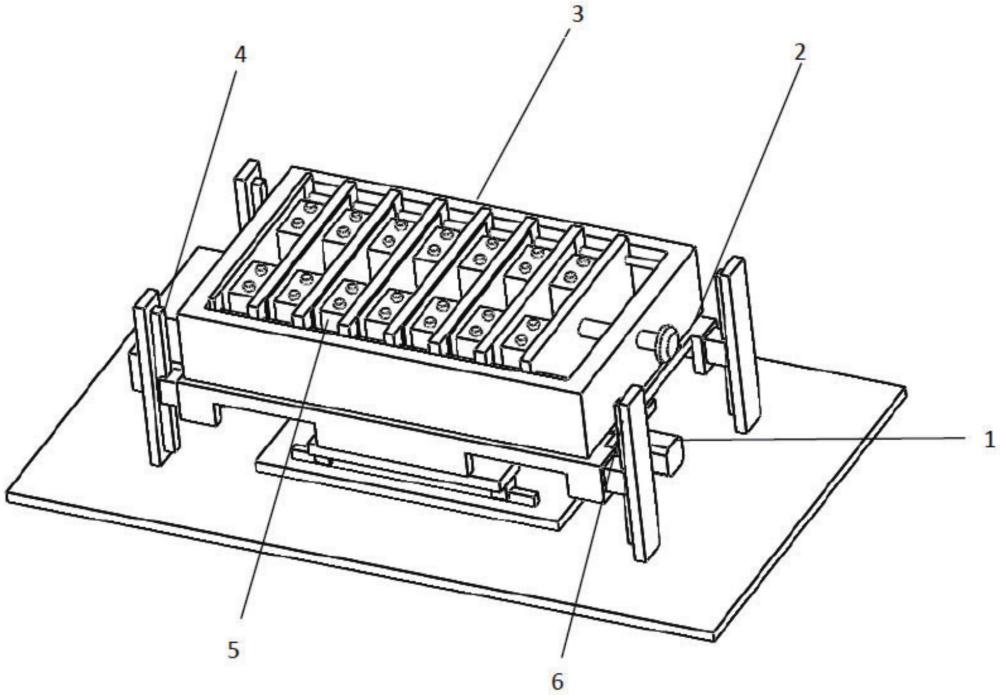
4、一种方形卷绕电池浸润装置,包括伺服电机(1)、拘束托盘承载装置(2)、拘束托盘(3)、温控器(4)和导向滑轨(6),其中,
5、所述拘束托盘承载装置(2)由拘束托盘底部加热片(2-1)、拘束加热托盘承载板(2-2)、拘束托盘承载板驱动机构(2-3)和承载板升降运动导向滑块(2-4)组成,所述拘束托盘承载板驱动机构(2-3)包括滚珠丝杆(2-3-1)、丝杆螺母(2-3-2)、弧形导向机构(2-3-3)和滑轨滑块(2-3-4),所述滚珠丝杆(2-3-1)与丝杆螺母(2-3-2)通过活动连接并进行传动配合,丝杆螺母(2-3-2)固定在弧形导向机构(2-3-3)上,滑轨滑块(2-3-4)与弧形导向机构(2-3-3)固定连接,所述拘束加热托盘承载板(2-2)上设有承载板升降运动导向杆(2-2-1),所述承载板升降运动导向杆(2-2-1)与拘束加热托盘承载板(2-2)固定连接;所述拘束托盘底部加热片(2-1)和承载板升降运动导向滑块(2-4)分别固定在拘束加热托盘承载板(2-2)上,所述拘束加热托盘承载板(2-2)与拘束托盘承载板驱动机构(2-3)通过承载板升降运动导向杆(2-2-1)和弧形导向机构(2-3-3)活动连接;所述承载板升降运动导向滑块(2-4)与导向滑轨(6)活动导向且相对运动;
6、所述拘束托盘(3)由电池承载盒体(3-1)、导向杆(3-2)、电池夹板(3-3)、加热片(3-4)和预压螺杆(3-5)组成,所述导向杆(3-2)与电池承载盒体(3-1)固定连接,所述电池夹板(3-3)与导向杆(3-2)滑动连接,导向杆(3-2)对电池夹板(3-3)起到导向作用,所述加热片(3-4)粘贴在电池夹板(3-3)上,所述预压螺杆(3-5)和电池承载盒体(3-1)活动连接;所述电池承载盒体(3-1)与拘束托盘承载装置(2)的束加热托盘承载板(2-2)通过螺栓紧固在一起;
7、所述温控器(4)分别与加热片(3-4)、拘束托盘底部加热片(2-1)线路连接,用于控制加热片(3-4)和拘束托盘底部加热片(2-1)对电池表面均匀加热;
8、所述伺服电机(1)与拘束托盘承载装置(2)的滚珠丝杆(2-3-1)固定连接,通过伺服电机(1)带动滚珠丝杆(2-3-1)往复转动。
9、上述方形卷绕电池浸润装置,采用伺服电机(1)带动滚珠丝杆(2-3-1)往复转动,丝杆转动转化为丝杆螺母横向往复移动,弧形导向机构(2-3-3)和丝杆螺母(2-3-2)固定在一起,则弧形导向机构(2-3-3)也产生横向往复运动,拘束加热托盘承载板(2-2)上的承载板升降运动导向杆(2-2-1)在弧形导向机构(2-3-3)的弧形导向槽中,弧形导向机构(2-3-3)的横向往复运动转化为导向杆(2-2-1)上下运动,使得拘束托盘(3)能够上下持续振动,振动速度可通过伺服电机(1)的转动速度调节,整个过程会使电池内部电解液流动起来,进而使得电芯的浸润效果更好,同时也会大幅度缩短浸润时间。
10、优选的,上述方形卷绕电池浸润装置,所述拘束托盘底部加热片(2-1)通过平头螺栓锁紧在拘束加热托盘承载板(2-2)上。
11、优选的,上述方形卷绕电池浸润装置,所述承载板升降运动导向滑块(2-4)采用六角螺栓紧固在拘束加热托盘承载板(2-2)上。
12、优选的,上述方形卷绕电池浸润装置,所述导向杆(3-2)通过六角螺栓锁紧在电池承载盒体(3-1)上。
13、优选的,上述方形卷绕电池浸润装置,所述预压螺杆(3-5)和电池承载盒体(3-1)通过丝杆螺母方式配合连接。
14、优选的,上述方形卷绕电池浸润装置,所述丝杆螺母(2-3-2)通过螺栓紧固在弧形导向机构(2-3-3)上。
15、优选的,上述方形卷绕电池浸润装置,所述滑轨滑块(2-3-4)与弧形导向机构(2-3-3)通过六角螺栓固定连接。
16、优选的,上述方形卷绕电池浸润装置,所述承载板升降运动导向杆(2-2-1)与拘束加热托盘承载板(2-2)通过六角螺栓固定连接。
17、应用上述方形卷绕电池浸润装置的浸润方法,具体步骤如下:
18、首先,利用拘束托盘(3)实现拘束功能,使电池正负极与隔膜界面紧密贴合,从而提高浸润效果;
19、其次,利用加热片(3-4)和拘束托盘底部加热片(2-1)实现加热功能,可大幅度缩短电池内部升温时间,从而缩短浸润时间;
20、最后,利用伺服电机(1)带动滚珠丝杆(2-3-1)往复转动实现振动功能,能够加速注入位于电池上部的电解液向下渗透,从而提高浸润效率,提高生产效率。
21、优选的,上述浸润方法,具体步骤如下:
22、s1:将注液封口后的电池放入在拘束托盘内;
23、s2:在预设拘束力下将拘束托盘内的电池夹紧,防止电池在振动时出现上下错位的情况;
24、s3:打开拘束托盘底部加热片及拘束托盘内部的加热片开始加热,加热至45℃c时停止加热;
25、s4:设置振动平台的参数并进行振动,振动方向与电池的正负极方向垂直;
26、s5:电池静置总时长24h后,关闭振动平台,泄掉电池的拘束力。
27、有益效果:
28、上述方形卷绕电池浸润装置,采用拘束托盘既可以向电芯提供稳定拘束力,同时又对电芯施加均匀定向的挤压力,使电解液充分浸润,利用温控器控制加热片对电池加热并保持恒温,实现加热式浸润,加速浸润过程中的电解液流动和向下渗透,利用伺服电机的驱动机构对拘束托盘进行上下振动,实现电池的振动式浸润,加速注入后位于电池上部的电解液向下渗透,所述装置结构设计巧妙,能够改善电解液对于电池极片的浸润效果,缩短浸润时间,提高生产效率,降低生产能耗,节约生产成本;通过“三效合一”的浸润方法能保证电池在化成前能够得到充分有效浸润,避免电池化成后极片表面出现死区或黑斑,使得电池化成时sei膜形成的更加致密、均匀,有效提升电池性能。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332820.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。