用于粘结剂喷射增材制造的硬质合金粉末的制作方法
- 国知局
- 2024-11-25 15:24:47
本公开内容涉及一种通过粘结剂喷射增材制造而制造三维(3d)物体的方法。
背景技术:
1、增材层制造(alm)通常涵盖如下工序:其中,采用数字3维(3d)设计数据,以通过依次的材料和液体结合剂沉积而形成连续的层、随后进行加工的方式来3d打印实体制品或部件。越来越多的证据表明,alm市场正在迅速成熟,由此尤其是制造商产生了越来越大的兴趣,从而以及时的方式构建实体物品和部件。事实上,已经开发了传统上属于alm的一般范畴的多种技术选择。还就这一点而言,常规3d技术可以包括但不限于如下技术:例如,引入uv激光器以固化光聚合物的立体光刻、利用uv辐射以聚合光单体和光低聚物的喷墨打印机、金属烧结(例如,选择性激光烧结和直接金属激光烧结)、熔融沉积建模(fdm,基于挤出技术)以及液体粘结剂在粉末上的沉积。
2、在alm的背景下,这种3d打印技术已经成为在例如如下领域的各种不同领域中制造实体制品和部件的有吸引力的工具:建筑、施工(aec)、工业设计、汽车、航空航天、军事、工程、牙科和医疗行业、生物技术(例如人体组织替换)、时尚、鞋类、珠宝、眼镜、教育、地理信息系统、食品和许多其它领域。采用alm的引人注目的动机是,它提供了传统的且更常规使用的仅基于模制工序的物品制作技术的有效且经济的替代方案。利用alm,能够避免模具和/或压模构造以及其它工具的大量时间和费用。事实上,alm技术通过允许在工序中回收并且避免采用模具润滑剂和冷却剂的必要性来提供有利的材料使用。简而言之,alm有利地为制造商提供了制品设计中的全方位选择和自由。重要的是,效果是可以通过避免大量费用来制造具有高度复杂形状的物品,同时不繁琐。
3、在用于3d打印物体的alm技术的平台中,粘结剂喷射增材制造或简单粘结剂喷射是涵盖明确定义的alm工序的下一代技术。工业打印头选择性地将液体粘结剂沉积在粉末状粒子的薄层上,所述粉末状粒子可以是金属、沙子、陶瓷或复合材料。依次重复该过程,使得通过使用来自数字设计文件的专门创建的图来添加连续的层,直到物体最终被3d打印和固化。
4、因此,液体粘结剂用作粘附剂,非常像是多个增加的累积粉末状层之间的胶一样。粘结剂通常为液体形式,而构建材料为粉末形式。打印头沿机器的x轴和y轴水平移动,并以依次的方式沉积构建材料和液体粘结材料的交替的层。在每个连续的层之后,被3d打印的物体在其构建平台上降低。
5、通常面临的一个固有的重大障碍是在炉烧结后不能获得无孔部件。因此,对于硬质合金粉末,在良好和足够的流动性(即,粒子应当理想地不彼此烧结)和产生粘结剂喷射通常所需的足够高的密度之间存在折衷。因此,当制造用于粘结剂喷射目的的硬质合金粉末时,必须考虑这种折衷。
6、鉴于上述情况,因此在alm领域中需要一种制造用于粘结剂喷射以3d打印物体的高密度硬质合金的方法,所述方法旨在解决上述问题。
技术实现思路
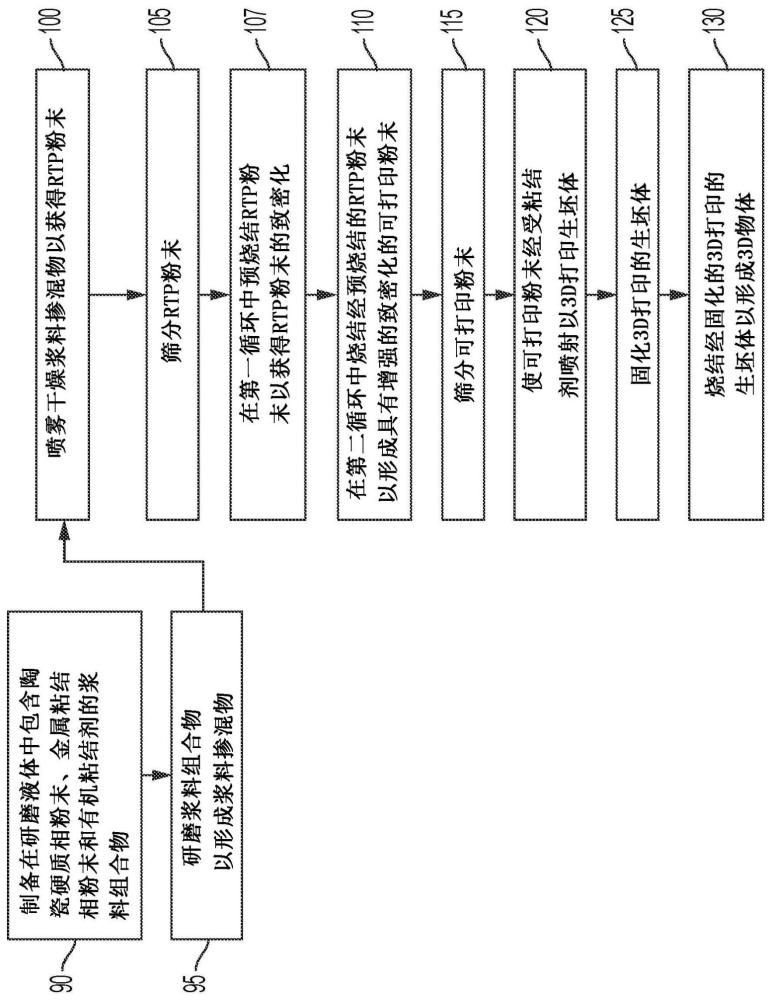
1、根据第一方面,提供了一种制造三维(3d)物体的方法,所述方法包括:制备在研磨液体中包含陶瓷硬质相粉末、金属粘结相粉末和有机粘结剂的浆料组合物。接下来研磨所述浆料组合物以获得浆料掺混物,其后喷雾干燥该浆料掺混物以获得rtp粉末。在筛分所述rtp粉末之后,接下来在第一循环中预烧结所述rtp粉末以获得所述rtp粉末的致密化。然后在第二循环中将预烧结的rtp粉末烧结以形成具有增强的致密化的可打印粉末。在筛分所形成的可打印粉末之后,使所形成的可打印粉末经受粘结剂喷射以3d打印生坯体。其后将3d打印的生坯体固化并烧结,以最终形成所述3d物体。
2、任选地,所述rtp粉末是自由流动的。
3、任选地,所述第一循环中的所述预烧结在从约550℃开始并且在约1250℃结束的温度下进行。
4、任选地,所述第一循环中的所述预烧结在氢气压力最高达约35毫巴的气氛中进行,所施加的氢气流最高达约6000升/小时。
5、任选地,所述第一循环中的所述预烧结进行约15分钟至约30分钟。
6、任选地,所述第一循环中的所述预烧结进行约30分钟至约45分钟。
7、任选地,所述第二循环中的所述烧结在从约550℃开始并且在约1250℃结束的温度下进行。
8、任选地,所述第二循环中的所述烧结在氩气压力最高达约50毫巴的气氛中进行,所施加的氩气流最高达约300升/小时。
9、任选地,所述第二循环中的所述烧结进行约15分钟至约30分钟。
10、任选地,所述第二循环中的所述烧结进行约30分钟至约45分钟。
11、任选地,所形成的可打印粉末的收率为从约60%至约90%。
12、任选地,所形成的可打印粉末的收率为从约70%至约90%。
13、任选地,所形成的可打印粉末的收率为从约80%至约90%。
14、任选地,所形成的可打印粉末的收率为从约85%至约90%。
15、任选地,所形成的可打印粉末的收率为至少90%。
16、任选地,所述rtp粉末和所述可打印粉末的表观密度在从至少约5 g/cm3至约15g/cm3的范围内。
17、任选地,所述陶瓷硬质相包含以下物质中的一种以上:碳化钨(wc)、碳化钛(tic)、碳化钽(tac)、碳化铌(nbc)、碳化钒(vc)、碳化锆(zrc)、碳化钼(mo2c)或碳化铪(hfc),或者它们的任何组合。
18、任选地,所述陶瓷硬质相包含wc。
19、任选地,所述金属粘结相粉末包含钴。
20、任选地,所述rtp粉末通过4目的筛子、6目的筛子、8目的筛子、12目的筛子、16目的筛子、20目的筛子、30目的筛子、40目的筛子、50目的筛子、60目的筛子、70目的筛子、80目的筛子、100目的筛子、140目的筛子或200目的筛子筛分。
21、任选地,所述可打印粉末通过4目的筛子、6目的筛子、8目的筛子、12目的筛子、16目的筛子、20目的筛子、30目的筛子、40目的筛子、50目的筛子、60目的筛子、70目的筛子、80目的筛子、100目的筛子、140目的筛子、200目的筛子、230目的筛子、270目的筛子、325目的筛子或400目的筛子筛分。
22、任选地,将3d打印的生坯体固化在从约150℃开始并且在约180℃结束的温度下进行。
23、任选地,将3d打印的生坯体固化在从约180℃开始并且在约200℃结束的温度下进行。
24、任选地,将3d打印的生坯体固化进行最高达约6小时。
25、任选地,将固化的3d打印的生坯体烧结在从1500℃开始并且在约1560℃结束的温度下进行。
26、任选地,将固化的3d打印的生坯体烧结在从1560℃开始并且在约1600℃结束的温度下进行。
27、任选地,所述可打印粉末是完全致密化的。
28、在阅读以下附图和详细描述后,其它系统、方法、特征和优点对于本领域技术人员将是明显的或将变得明显。所有这样的附加系统、方法、特征和优点旨在被包括在本说明书内,在本公开内容的范围内,并且由所附权利要求书保护。本节中的任何内容都不应被视为对这些权利要求的限制。下面结合本公开内容的实施方式讨论进一步的方面和优点。应当理解,本公开内容的前述一般描述和以下详细描述都是示例和说明性的,并且旨在提供对所要求保护的公开内容的进一步解释。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337588.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表