一种连续化刺缝预制体的制备方法及装置与流程
- 国知局
- 2024-12-06 12:21:02
本发明涉及机械技术及纺织织造,特别涉及一种连续化刺缝预制体的制备方法及装置。
背景技术:
1、目前针刺预制体基本的制备方式为单元层叠层针刺,即布加网一层一层累加针刺制备形成。由于单元层之间不连续,因此易出现分成现象,并且每个单元层的布网需要进行仿型铺覆,并且现有刺缝预制体需预制体针刺下样后需要进行缝合,缝合工序时间周期长,上述工序耗时耗力,极大地增加针刺预制体的制备周期和成本,降低了刺缝预制体的市场竞争力。
技术实现思路
1、本发明提供了一种连续化刺缝预制体的制备装置方法及装置,可用于解决刺缝预制体效率低的技术问题。
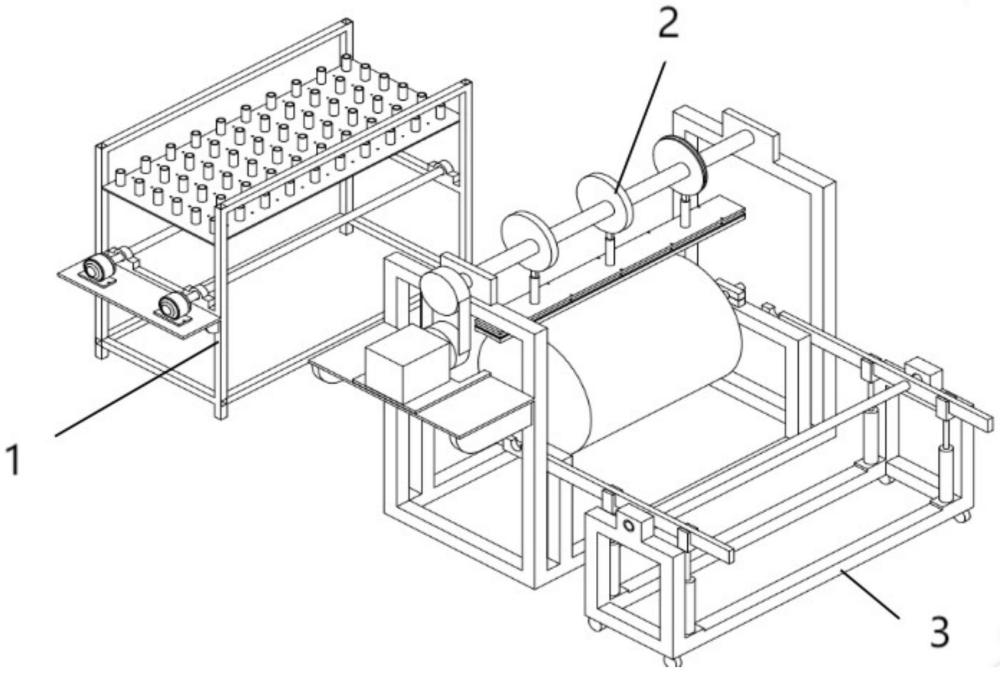
2、本发明提供连续化刺缝预制体的制备装置,其特征在于,所述装置包括:
3、含放卷、放纱机构、刺缝机构、下样收卷机构;
4、刺缝机构设置于放卷、放纱机构与下样收卷机构之间;
5、放纱、放卷机构包括磁粉张力控制器、放纱板、临缝齿、放纱座、轴承座、气胀轴、放纱架、托板;
6、磁粉张力控制器设置于放纱架的中层位置;
7、其中,托板与放纱架用螺栓连接,磁粉张控制器用螺栓固定在托板上,磁粉张力控制器通过两个轴承座与两个气胀轴连接;放纱板焊接在放纱架的上层位置;放纱板按规则开孔形成临缝齿,放纱座按照规律焊接在放纱板上;四个轴承座由螺栓固定在放纱架上,两个气胀轴的两端通过轴承连接轴承座。
8、进一步地,当放纱、放卷机构作业时,纤维布卷和网胎卷由预制体模具的旋转牵引力带动旋转,纤维布和网胎向前运动,当原辅材料输入速度过快或过慢时,磁粉张力控制器进行张力调节,使得原辅材料的输入速度保持和预制体模具的线速度一致;把原材料轴纱安装在放纱座上并按照规律经过临缝齿,当针刺缝合机构作业时牵引纱线进行前进。
9、进一步地,针刺缝合机构包括主传动电机、电机托板、皮带轮、主轴、偏心轮、轴承安装块、连杆、连接板、仿形针板、分体轴承座、制备模具、机架、高度调节螺栓;
10、其中,电机托板用螺栓固定在机架的一侧面,主传动电机用螺栓安装在电机托板上;主传动电机经皮带、皮带轮传动,带动主轴旋转;
11、主轴安装通过两侧轴承安装块安装在机架上;三组偏心轮由键条和螺栓固定在主轴上;
12、传动连杆上端安装在偏心轮中间凹槽里,通过主轴传动偏心轮旋转带动三组传动连杆上下运动;传动连杆下端由螺栓固定连接板的上表面,仿形针板由高度调节螺栓固定连接板的下表面;刺缝针安装在仿形针板预开孔内。
13、进一步地,当针刺缝合机构作业时,开启主传动电机带动皮带轮传动主轴旋转,主轴旋转时带动偏心轮转动,偏心轮转动时带动连杆上下往复运动,连杆上下运动经固定连接板传输带动仿形针板上下运动,刺缝针安装在仿形针板预开孔内,针板运动时刺缝针同步上下运动,形成刺缝动作;当刺缝机构作业时按照一定速度需转动预制体模具。
14、进一步地,下样周转机构包括转动轮、周转机架、轴承座机械臂卡口、机械臂、转动轴、旋转固定卡、固定连接板、气缸;
15、转动轮由螺丝固定安装在周转机架四角底部,一对轴承座由螺丝固定安装在周转机架两侧的相对位置,四个气缸的固定端经固定连接板连接在周转机架底座的角落位置处;四个气缸的伸缩杆一侧由螺栓连接旋4个旋转固定卡,旋转固定卡和机械臂用销子连接,夹角调节范围为60°~120°;两个机械臂中间开孔安装轴承由锁定螺丝固定在转动轴上,机械臂经两组气缸配合控制两端能够上下摆动。
16、进一步地,当下样周转机构作业时,开启气缸电磁阀控制机械臂的卡口一端处于底部,向前推动下样周转机构使机械臂卡口能够卡住安装预制体模具的主轴两侧;打开刺缝机构的左右轴承座上盖,控制下样周转机构气缸的电磁阀控制器,控制机械臂托起制备模具,向后推动下样周转机构,把带有预制体的模具放置到制定位置,或者根据需要把待制备的制备模具安装到针刺缝合机构上。
17、进一步地,刺缝针包括临缝齿、大钩齿、小钩齿、弯柄;刺缝针的端部处设置临缝齿;临缝齿针刺方向设置大钩齿,退针方向设置小钩齿,大钩齿和小钩齿间错分布;弯柄安装在仿形针板上。
18、进一步地,刺缝针工作段区为扁平型。
19、进一步地,当刺缝针作业时,先将纤维穿入刺缝针,纱线前端和纤维布前端口预刺固定。仿形针板带动刺缝针向下运动时刺针在预置体上针刺同时带动纱线穿入预制体,当刺缝针向上运动时纤维随着预制体阻力会留在预制体下部,同时完成针刺和缝合工序。
20、本发明还提供连续化刺缝预制体的制备方法,方法利用本发明提供的装置实现,方法包括:
21、步骤1:将纤维布与网胎成卷放置在放卷装置上,纤维布卷放置在网胎卷前方,即靠近针刺缝合机构一侧;
22、步骤2:将纱轴安装在纱架上,按缝合间距大小进行排列,并统一出纱方向;
23、步骤3:将纤维布放卷,纤维布两侧与制备模具两侧对齐或平行,并通过预固结在制备模具上,
24、步骤4:将网胎放卷,将网胎一端固定在制备模具上,网胎两侧与制备模具两侧对齐或平行,网胎铺叠在纤维布层上方;
25、步骤5:将所有纱轴放卷,纱线平行于制备模具侧面,纱线一端固定在制备模具上,铺于网胎层上方;
26、步骤6:进行刺针与刺缝针植针,刺针排数与刺缝针排数根据产品工艺参数确定;
27、步骤7:调整磁粉张力控制器,使纤维布、网胎及纱线张力符合预期,启动针刺缝合机构主传动电机,制备模具开始旋转,并带动纤维布层,网胎层及纱线层开始收卷;
28、步骤8:主传动电机带动针板及刺针上下往复运动,刺缝针对网胎进行针刺,将纤维z向植入到纤维布中,形成层连;刺缝针同步将纱线已临缝的方式针对单元层进行缝合;
29、步骤9:旋转针刺完成后,对预制体进行下样作业,从而形成单元层连续化的刺缝预制体。
30、本发明与现有技术相比,其显著优点在于:
31、(1)本发明所提出的装置和方法,可实现针刺工艺和缝合工艺一体进行连续化制备预制体。
32、(2)本发明所提出的装置和方法,可实现针密可控、缝合密度可控提高了预制体的质量
33、(3)本发明所提出的装置和方法,极大地降低了预制体的制备时间和制备成本。
技术特征:1.一种连续化刺缝预制体的制备装置,其特征在于,所述装置包括:
2.根据权利要求1所述的装置,其特征在于,当放纱、放卷机构(1)作业时,纤维布卷和网胎卷由预制体模具(211)的旋转牵引力带动旋转,纤维布和网胎向前运动,当原辅材料输入速度过快或过慢时,磁粉张力控制器(101)进行张力调节,使得原辅材料的输入速度保持和预制体模具(211)的线速度一致;把原材料轴纱安装在放纱座(104)上并按照规律经过临缝齿(103),当针刺缝合机构(2)作业时牵引纱线进行前进。
3.根据权利要求1所述的装置,其特征在于,针刺缝合机构(2)包括主传动电机(201)、电机托板(202)、皮带轮(203)、主轴(204)、偏心轮(205)、轴承安装块(206)、连杆(207)、连接板(208)、仿形针板(209)、分体轴承座(210)、制备模具(211)、机架(212)、高度调节螺栓(213);
4.根据权利要求3所述的装置,其特征在于,当针刺缝合机构(2)作业时,开启主传动电机(201)带动皮带轮(203)传动主轴(204)旋转,主轴(204)旋转时带动偏心轮(205)转动,偏心轮(205)转动时带动连杆(207)上下往复运动,连杆(207)上下运动经固定连接板(208)传输带动仿形针板(209)上下运动,刺缝针安装在仿形针板(209)预开孔内,针板运动时刺缝针同步上下运动,形成刺缝动作;当刺缝机构(2)作业时按照一定速度需转动预制体模具(211)。
5.根据权利要求1所述的装置,其特征在于,下样周转机构(3)包括转动轮(301)、周转机架(302)、轴承座(302)机械臂卡口(304)、机械臂(305)、转动轴(306)、旋转固定卡(307)、固定连接板(308)、气缸(309);
6.根据权利要求5所述的装置,其特征在于,当下样周转机构(3)作业时,开启气缸电磁阀控制机械臂(305)的卡口一端处于底部,向前推动下样周转机构(3)使机械臂卡口(304)能够卡住安装预制体模具的主轴两侧;打开刺缝机构(2)的左右轴承座(210)上盖,控制下样周转机构(3)气缸(309)的电磁阀控制器,控制机械臂(305)托起制备模具(211),向后推动下样周转机构(3),把带有预制体的模具放置到制定位置,或者根据需要把待制备的制备模具(211)安装到针刺缝合机构(2)上。
7.根据权利要求1所述的装置,其特征在于,刺缝针包括临缝齿(401)、大钩齿(402)、小钩齿(403)、弯柄(404);刺缝针的端部处设置临缝齿(401);临缝齿(401)针刺方向设置大钩齿(402),退针方向设置小钩齿(403),大钩齿(402)和小钩齿(403)间错分布;弯柄(404)安装在仿形针板(209)上。
8.根据权利要求7所述的装置,其特征在于,刺缝针工作段区为扁平型。
9.根据权利要求7所述的装置,其特征在于,当刺缝针作业时,先将纤维穿入刺缝针,纱线前端和纤维布前端口预刺固定。仿形针板(209)带动刺缝针向下运动时刺针在预置体上针刺同时带动纱线穿入预制体,当刺缝针向上运动时纤维随着预制体阻力会留在预制体下部,同时完成针刺和缝合工序。
10.一种连续化刺缝预制体的制备方法,所述方法利用权利要求1至9中的任一装置实现,其特征在于,所述方法包括:
技术总结本发明提供一种连续化刺缝预制体的制备方法及装置,包括:放卷、放纱机构、刺缝机构、下样收卷机构;刺缝机构设置于放卷、放纱机构与下样收卷机构之间;其中,托板与放纱架用螺栓连接,磁粉张控制器用螺栓固定在托板上,磁粉张力控制器通过两个轴承座与两个气胀轴连接;放纱板焊接在放纱架的上层位置;放纱板按规则开孔形成临缝齿,放纱座按照规律焊接在放纱板上;四个轴承座由螺栓固定在放纱架上,两个气胀轴的两端通过轴承连接轴承座。本发明实现针刺和缝合一体成型,增强了针刺预制体的Z向力学性能。下样装置提高了刺缝预制体的生产效率,降低了预制体的制备时间。技术研发人员:宋彦,孙凯,刘延友,踪浩受保护的技术使用者:南京玻璃纤维研究设计院有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/340810.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表