多次钎焊方法与流程
- 国知局
- 2024-12-06 13:08:52
本公开涉及钎焊,具体而言,涉及一种多次钎焊方法。
背景技术:
1、铝合金以其重量轻、耐腐蚀性好、导热导电性优良等特点广泛用于航空航天,长期以来一直被认为是制作波导及其它许多复杂构件的主要结构材料。铝合金立体微波元器件可以由多个零部件通过真空钎焊的工艺形成。然而,由于立体微波元器件的结构较为复杂,可能存在多个焊接平面,各平面焊缝可能相互垂直,需要分多次焊接。
2、在多次焊接步骤中,前一焊缝中的钎料在后一焊接过程中可能发生重熔,其重熔后的液态钎料因重力作用而流动,可能产生钎料流失的风险,造成焊点不实,最终焊接后的立体微波元器件成品率低。
3、为了降低前一焊缝中的钎料在后一焊接过程中发生重熔的风险,可以根据具体焊接次数,依次从高到低使用熔点不同的多种类钎料,并依次降低焊接温度。例如,虽然真空钎焊的各类钎料基本都基于al-si钎料,但可以添加多种不同组分,以改变各钎料的熔点。
4、例如,cu元素可以有效降低al-si钎料的熔点。然而,cu元素添加过多容易导致组织中出现过多的脆性al2cu相,从而降低钎料合金强度。且焊接过程中母体容易引入cu元素杂质,不满足微波元器件的加工要求。
5、又例如,zn元素可以降低al-si钎料的熔点。然而,zn元素添加过多会占据大量固溶位置,导致组织中脆性相堆积,影响钎料合金强度。而且,由于zn元素沸点低,有可能在焊接过程中对真空钎焊炉造成极大的污染。
6、又例如,ge元素也可以降低al-si钎料的熔点,且钎料的流动性好,铺展性佳。但是ge的加入会使钎料的脆性大大增加,抗腐蚀性能变差,不满足微波元器件的加工要求。
7、发明人发现,经试验,al-si-mg钎料很适合微波元器件真空钎焊。然而,al-si-mg钎料的熔化温度区间较宽,如果在不同焊接处使用al-si-mg钎料进行多次焊接,容易导致前一焊缝中的钎料在后一焊接过程中发生重熔。
8、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域技术人员已知的现有技术的信息。
技术实现思路
1、本公开的目的在于提供一种多次钎焊方法,克服了铝合金待焊接工件在使用真空钎焊炉进行多次焊接时,必须使用不同熔点钎料的传统技术偏见。解决了使用单一al-si-mg钎料进行多次真空钎焊时,前一焊缝中的钎料在后一焊接过程中易发生重熔的技术问题。可以降低钎料流失的风险,提高立体微波元器件的成品率。
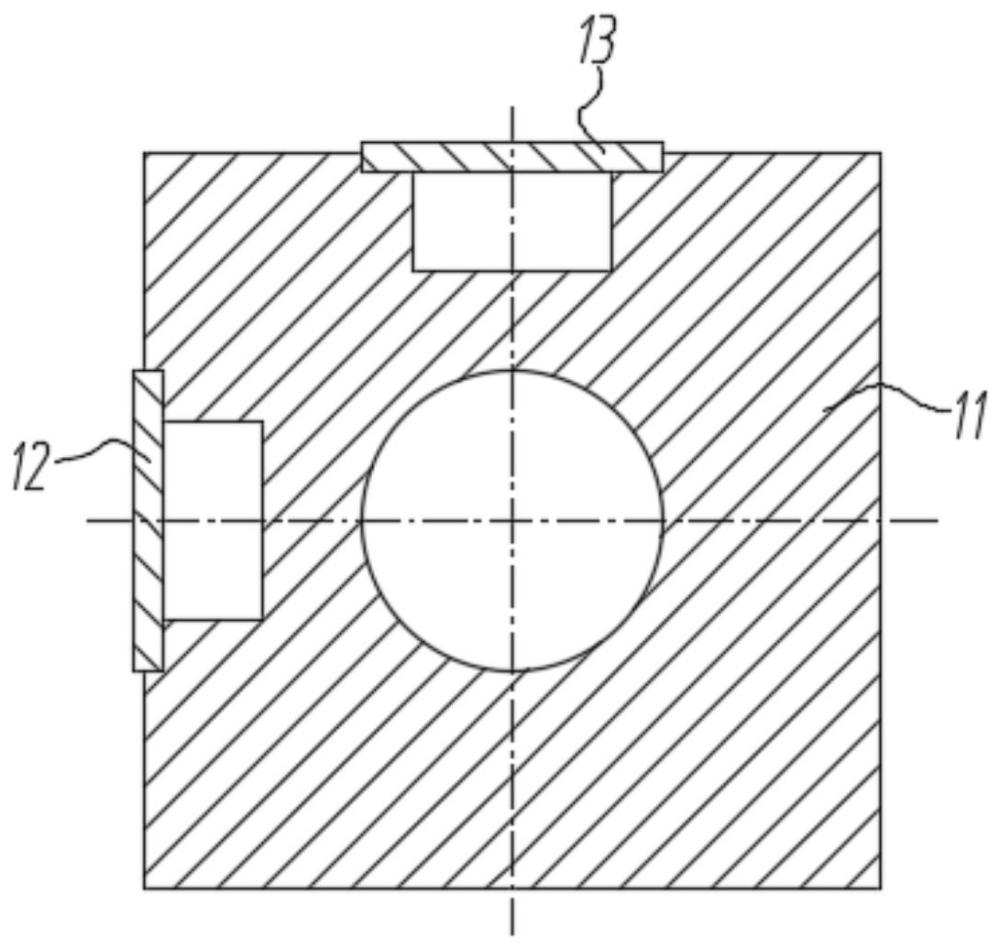
2、根据本公开的一个方面,提供一种多次钎焊方法,用于铝合金待焊接工件真空钎焊,待焊接工件包括腔体、第一盖板与第二盖板,腔体上具有不平行的第一面与第二面,第一盖板用于焊接于第一面,第二盖板用于焊接于第二面,多次钎焊方法包括:
3、第一次焊前组装,将待焊接工件装夹于钎焊装置,钎焊装置包括垫块与工装底板,待焊接工件装夹于垫块与工装底板之间,利用垫块将第一盖板压紧于第一面;
4、第一次钎焊;
5、第二次焊前组装,将待焊接工件装夹于钎焊装置,待焊接工件装夹于垫块与工装底板之间,利用垫块将第二盖板压紧于第二面,利用夹板将焊接完毕的第一盖板压紧于第一面;
6、第二次钎焊;
7、其中,第一次钎焊步骤使用第一钎料,第二次钎焊步骤使用第二钎料,第一钎料与第二钎料均为铝硅镁钎料。
8、在本公开的一种示例性实施方式中,第二次焊前组装步骤,还包括:将垫片夹设于夹板与焊接完毕的第一盖板之间。
9、在本公开的一种示例性实施方式中,垫片至少包括石墨材质。
10、在本公开的一种示例性实施方式中,第一次钎焊步骤使用的焊料厚度大于第二次钎焊步骤使用的焊料厚度。
11、在本公开的一种示例性实施方式中,第一钎料与第二钎料相同。
12、在本公开的一种示例性实施方式中,第一次钎焊步骤的焊接温度为t1,第二次钎焊步骤的焊接温度为t2,其中,0℃<t1-t2<10℃。
13、在本公开的一种示例性实施方式中,第一次钎焊步骤的焊接温度为610℃,第二次钎焊步骤的焊接温度为605℃。
14、在本公开的一种示例性实施方式中,夹板成对设置于待焊接工件的相对两侧;夹板包括固定夹板与活动夹板;固定夹板固定于工装底板,活动夹板设于固定夹板靠近待焊接工件的一侧;活动夹板通过第一压簧与固定夹板活动连接,第一压簧压缩于活动夹板与固定夹板之间;
15、利用夹板将焊接完毕的第一盖板压紧于第一面,包括:
16、使待焊接工件两侧的活动夹板向对应的固定夹板的方向移动,以进一步压缩第一压簧;
17、将待焊接工件装夹于两侧的活动夹板之间;
18、放松对活动夹板的外力,使活动夹板在第一压簧的作用下将焊接完毕的第一盖板压紧于第一面。
19、在本公开的一种示例性实施方式中,多次钎焊方法包括第i次钎焊(i≥2),焊接温度为ti,t(i-1)-ti>0。
20、在本公开的一种示例性实施方式中,3℃≤t(i-1)-ti≤5℃。
21、本公开的多次钎焊方法可以通过夹板压紧焊接完毕的第一盖板,以增加第一盖板与腔体之间的焊缝厚度,降低热传导,降低重熔风险,提高立体微波元器件的成品率。
技术特征:1.一种多次钎焊方法,其特征在于,用于铝合金待焊接工件真空钎焊,所述待焊接工件包括腔体(11)、第一盖板(12)与第二盖板(13),所述腔体(11)上具有不平行的第一面与第二面,所述第一盖板(12)用于焊接于所述第一面,所述第二盖板(13)用于焊接于所述第二面,所述多次钎焊方法包括:
2.根据权利要求1所述的多次钎焊方法,其特征在于,所述第二次焊前组装步骤,还包括:将垫片夹设于所述夹板(3)与焊接完毕的所述第一盖板(12)之间。
3.根据权利要求2所述的多次钎焊方法,其特征在于,所述垫片至少包括石墨材质。
4.根据权利要求1所述的多次钎焊方法,其特征在于,所述第一次钎焊步骤使用的焊料厚度大于所述第二次钎焊步骤使用的焊料厚度。
5.根据权利要求1所述的多次钎焊方法,其特征在于,所述第一钎料与所述第二钎料相同。
6.根据权利要求1所述的多次钎焊方法,其特征在于,所述第一次钎焊步骤的焊接温度为t1,所述第二次钎焊步骤的焊接温度为t2,其中,0℃<t1-t2<10℃。
7.根据权利要求6所述的多次钎焊方法,其特征在于,所述第一次钎焊步骤的焊接温度为610℃,所述第二次钎焊步骤的焊接温度为605℃。
8.根据权利要求1至7中任一项所述的多次钎焊方法,其特征在于,所述夹板(3)成对设置于所述待焊接工件的相对两侧;所述夹板(3)包括固定夹板(31)与活动夹板(32);所述固定夹板(31)固定于所述工装底板(1),所述活动夹板(32)设于所述固定夹板(31)靠近所述待焊接工件的一侧;所述活动夹板(32)通过第一压簧(33)与所述固定夹板(31)活动连接,所述第一压簧(33)压缩于所述活动夹板(32)与所述固定夹板(31)之间;
9.根据权利要求1至7中任一项所述的多次钎焊方法,其特征在于,所述多次钎焊方法包括第i次钎焊(i≥2),焊接温度为ti,t(i-1)-ti>0。
10.根据权利要求9所述的多次钎焊方法,其特征在于,3℃≤t(i-1)-ti≤5℃。
技术总结本公开涉及钎焊技术领域,具体而言,涉及一种多次钎焊方法,用于铝合金待焊接工件真空钎焊,包括:第一次焊前组装,将待焊接工件装夹于钎焊装置,钎焊装置包括垫块与工装底板,待焊接工件装夹于垫块与工装底板之间,利用垫块将第一盖板压紧于第一面;第一次钎焊;第二次焊前组装,将待焊接工件装夹于钎焊装置,待焊接工件装夹于垫块与工装底板之间,利用垫块将第二盖板压紧于第二面,利用夹板将焊接完毕的第一盖板压紧于第一面;第二次钎焊;其中,第一次钎焊步骤使用第一钎料,第二次钎焊步骤使用第二钎料,第一钎料与第二钎料均为铝硅镁钎料。本公开的多次钎焊方法可以降低钎料流失的风险,提高立体微波元器件的成品率。技术研发人员:李云策,袁于洋受保护的技术使用者:西安瑞霖电子科技股份有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/343292.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表