端盖、电动组件和电器的制作方法
- 国知局
- 2024-12-26 15:21:29
本技术涉及电器,具体涉及一种端盖、电动组件和电器。
背景技术:
1、目前,在相关技术中,电机中设置有端盖,端盖的材料可以为金属材料,在加工过程中可以通过高速冲床和高精密级拉伸模具对材料进行冲压形成。但是使用高速冲床和高精密级拉伸模具冲压所形成的金属端盖的重量较大,影响电机重量。
技术实现思路
1、本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本实用新型的第一方面提出一种端盖。
3、本实用新型的第二方面提出一种电动组件。
4、本实用新型的第三方面提出一种电器。
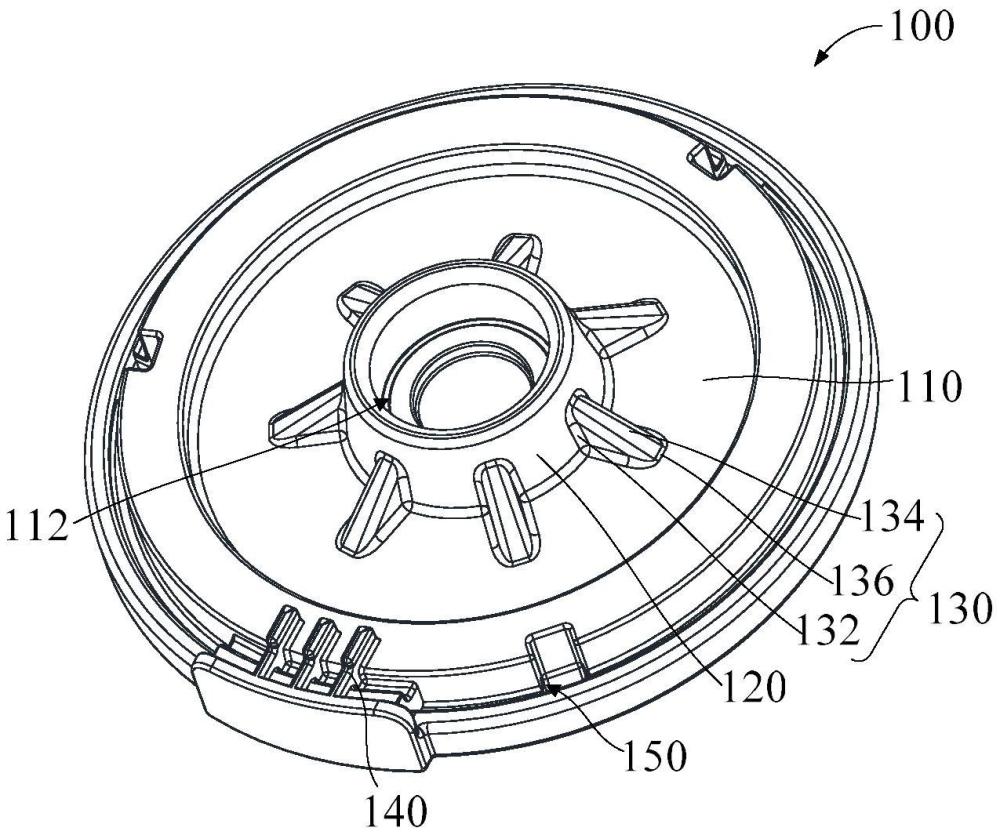
5、有鉴于此,本实用新型的第一方面提供了一种端盖,端盖用于电动组件,端盖包括本体和轴承室,轴承室呈环状布置,轴承室的第一侧与本体连接,轴承室的第二侧沿第一方向向远离本体的方向延伸;其中,本体与轴承室为热固性材料的一体式结构。
6、本技术所提供的端盖,端盖用于电动组件,设置端盖可以对电动组件起到保护作用,端盖包括本体和轴承室,轴承室呈环状布置,轴承室的第一侧与本体连接,轴承室的第二侧沿第一方向向远离本体的方向延伸;其中,本体与轴承室为热固性材料的一体式结构,可以在减少端盖整体重量的同时,简化端盖在生产过程中的工艺难度,降低端盖的生产成本,进而降低电动组件的生产成本,同时本体和轴承室一体化注塑成型还可以提高端盖的生产效率,提高电动组件的安装效率,由于呈环状布置的轴承室一侧和本体连接,另一侧向第一方向延伸,环状结构的轴承室可以提高轴承转动的流畅性,避免在电动组件安装和工作过程中轴承卡死的情况。
7、同时由于热固性材料的可塑性较强,可以根据端盖的形状和尺寸选择对应的投料比例,可以提高材料的利用率,同时由于热固性材料稳定性较高同时具有绝缘性,可以不再设置防电蚀的部件,以及无需额外对端盖进行导通操作,降低电动组件的成本,降低电动组件的操作步骤,提高电动组件的工作效率。
8、另外,本实用新型提供的上述技术方案中的端盖还可以具有如下附加技术特征:
9、在本实用新型的一些技术方案中,可选地,热固性材料的一体式结构包括不饱和聚酯团状模塑料的一体式结构。
10、在该技术方案中,热固性材料的一体式结构包括不饱和聚酯团状模塑料的一体式结构,通过设置不饱和聚酯团状模塑料为一体式结构的热固性材料,可以提高端盖在工作时的阻燃性和绝缘性,实现在电动组件工作过程中端盖可以防静电,同时由于不饱和聚酯团状模塑料的化学稳定性高,所以通过不饱和聚酯团状模塑料制作的本体和轴承室可以防止电腐蚀,以及避免端盖与油脂互融,提高端盖的耐用性,延长端盖的使用寿命,降低电动组件的维护成本。
11、同时使用不饱和聚酯团状模塑料的一体式结构作为热固性材料的一体式结构,可以降低材料成型冷却后的收缩率,提高端盖制造的精准度。
12、在本实用新型的一些技术方案中,可选地,端盖还包括连接筋,连接筋的数量为多个,多个连接筋与本体连接,且与轴承室连接,沿轴承室的外周间隔布置。
13、在该技术方案中,端盖还包括连接筋,连接筋的数量为多个,多个连接筋与本体连接,且与轴承室连接,沿轴承室的外周间隔布置,进而可以通过设置连接筋提高轴承室的稳定性,可以提高端盖结构的稳定性,以实现提升端盖结构的强度,便于端盖安装的同时还可以延长端盖的使用寿命。
14、在端盖注塑加工时,设置和轴承室相连接的多个连接筋还可以提升轴承室在注塑过程中的收缩变形的一致性,进而使得提高轴承室各个位置内径在注塑完成后具有更高的一致性。在电机安装过程中,轴承室各个位置内径具有更高的一致性,使得轴承室内部空间与轴承尺寸更加贴合,便于轴承的安装,降低轴承与轴承室之间的磨损风险,同时提升轴承在工作过程中的稳定性。
15、具体地,可以根据端盖的实际尺寸设置连接筋的数量。
16、具体地,可以根据注塑材料加工前后的收缩比,对连接筋的尺寸和数量的进行调整。
17、在本实用新型的一些技术方案中,可选地,连接筋、本体和轴承室为一体式结构。
18、在该技术方案中,连接筋、本体和轴承室为一体式结构,可以降低端盖的加工难度,进而提高端盖的生产效率,减少安装步骤。
19、在本实用新型的一些技术方案中,可选地,连接筋在第一方向上的高度小于等于轴承室在第一方向上的高度。
20、在该技术方案中,连接筋在第一方向上的高度小于等于轴承室在第一方向上的高度,可以避免连接筋在第一方向上凸出于轴承室,进而避免在电动组件工作时连接筋对轴承室产生干扰,同时也避免对轴承产生干扰,提高电动组件的稳定性。
21、在本实用新型的一些技术方案中,可选地,连接筋具有第一边缘、第二边缘和第三边缘,第一边缘沿轴承室延伸,第二边缘沿本体延伸,第二边缘和第三边缘依次连接;其中,第三边缘与本体设置有轴承室的一侧的表面之间的夹角为第一夹角,第一夹角大于等于120度,且小于等于160度。
22、在该技术方案中,连接筋具有第一边缘、第二边缘和第三边缘,第一边缘沿轴承室延伸,第二边缘沿本体延伸,第二边缘和第三边缘依次连接;其中,第三边缘与本体设置有轴承室的一侧的表面之间的夹角为第一夹角,第一夹角大于等于120度,且小于等于160度。通过设置第三边缘与本体设置有轴承室的一侧的表面之间的夹角大于120度,可以提高连接筋、本体和轴承室之间的强度,同时限制第一夹角大于等于120度,且小于等于160度可以在保证结构强度的同时,减少连接筋的体积,进而减少连接筋的重量,所以可以减少整体端盖的整体重量,降低端盖的生产成本,提高材料的利用率。
23、具体地,第一夹角可以为120度,第一夹角还可以为130度,第一夹角还可以为140度,第一夹角还可以为150度,第一夹角也可以为160度。
24、在本实用新型的一些技术方案中,可选地,第三边缘在第二方向上的长度l1、连接筋在第一方向上的高度h和第一夹角的角度θ1满足以下关系:l1=h×tan(π-θ1)。
25、在该技术方案中,第三边缘在第二方向上的长度l1、连接筋在第一方向上的高度h和第一夹角的角度θ1满足以下关系:l1=h×tan(π-θ1),所以第三边缘和连接筋,通过设置尺寸范围,并限定第三边缘在第二方向上的长度l1、连接筋在第一方向上的高度h和第一夹角的角度θ1之间的尺寸关系,可以使连接筋形成三角结构,提高连接筋和本体与轴承室之间的稳定性,提高整体结构的稳定性,延长端盖的使用寿命,同时也提高端盖的刚性,同时降低端盖的生产成本,进而降低电动组件的生产成本,同时本体和轴承室一体化注塑成型还可以提高端盖的生产效率,提高电动组件的安装效率,由于呈环状布置的轴承室一侧和本体连接,另一侧向第一方向延伸,环状结构的轴承室可以提高轴承转动的流畅性,避免在电动组件安装和工作过程中轴承卡死的情况。
26、具体地,可以根据端盖的实际需求将第三边缘在第二方向上的长度l1、连接筋在第一方向上的高度h和第一夹角的角度θ1按照l1=h×tan(π-θ1)这一关系进行调整。
27、在本实用新型的一些技术方案中,可选地,连接筋的后端厚度大于等于2毫米。
28、在该技术方案中,连接筋的后端厚度大于等于2毫米,可以在提高连接筋的强度的同时,便于端盖的注塑,避免连接筋的厚度过薄影响端盖的注塑效果。
29、同时,提高端盖的厚度可以降低对端盖注塑模型尺寸的要求。
30、具体地,可以根据端盖的实际尺寸设置连接筋的尺寸。
31、在本实用新型的一些技术方案中,可选地,本体设置有第一凹槽,第一凹槽沿轴承室的内周布置,第一凹槽位于本体与轴承室的连接处。
32、在该技术方案中,本体设置有第一凹槽,第一凹槽沿轴承室的内周布置,第一凹槽位于本体与轴承室的连接处,第一凹槽可以为轴承室提供缓冲区域,在实现轴承室根部清根的同时,避免注塑模具出现直角或锐角,提高注塑的成功率,同时提高注塑加工效果,便于端盖的生产安装。
33、在本实用新型的一些技术方案中,可选地,第一凹槽在第一方向上的深度为第一深度,第一深度大于等于0.3毫米,且小于等于0.6毫米;第一凹槽在第二方向上的宽度大于等于2倍的第一深度,且小于等于3倍的第一深度。
34、在该技术方案中,第一凹槽在第一方向上的深度为第一深度,第一深度大于等于0.3毫米,且小于等于0.6毫米;第一凹槽在第二方向上的宽度大于等于2倍的第一深度,且小于等于3倍的第一深度,通过设置第一凹槽的尺寸范围为第一凹槽在第二方向上的宽度大于等于2倍的第一深度,且小于等于3倍的第一深度,可以便于端盖的注塑加工,提高加工效率,同时还可以避免轴承室对轴承的定位产生影响,可以提升对轴承定位的准确性,同时满足模具的加工工艺要求,提高生产效率。
35、本实用新型第二方面提供了一种电动组件,包括如上述任一技术方案中的端盖。
36、本技术所提供的电动组件包括如上述任一技术方案中的端盖,因此该电动组件包括如上述任一技术方案中的端盖的全部有益效果。
37、本实用新型第三方面提供了一种电器,包括如上述任一技术方案中的端盖;或如上述任一技术方案中的电动组件。
38、本技术所提供的一种电器,包括如上述任一技术方案中的端盖;或如上述任一技术方案中的电动组件,因此该电器具备如上述任一技术方案中的端盖,或如上述任一技术方案中的电动组件的全部有益效果。
39、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20241226/345426.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种带触摸屏的变频器
下一篇
返回列表