一种高精准联排移印方法及设备与流程
- 国知局
- 2025-01-10 13:32:36
本发明属于机械,涉及一种移印技术,特别是一种高精准联排移印方法及设备。
背景技术:
1、在医疗、电子产品移印工艺的应用领域,目前移印装置均为单个产品加工,加工速率低下影响产品生产效率,且生产均为机械结构定位,较容易生产出花色偏差产品,进而不能稳定控制产品品质。
2、例如中国专利文献202410673133.9中公开了miniµ-led基板的侧边移印工艺,miniµ-led基板的侧边移印工艺包括墨盅刮墨、胶头取墨、下压印墨、胶头清墨以及油墨固化等步骤,根据基板的移印宽度,确定钢板刻蚀钢槽的钢槽宽度及钢槽深度,通过墨盅移动刮墨,将油墨留在钢槽中,将胶头移动至钢槽的上方,确定合适的下压高度,移动胶头蘸取钢槽中的油墨,将胶头移动至基板的边缘处的上方,确定合适的下压位置和下压高度,将胶头的墨印到基板的边缘处并包裹基板的正面/背面以及部分侧面,清理胶头表面残留的油墨,高温固化油墨于基板的表面。
3、上述技术方案中,虽然公开了移印的工艺过程,但在移印过程中,常常会出现胶头与基板上印墨位置发生偏移错位,导致移印误差大、精准度差,影响良品率与成品品质。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种高精准联排移印方法及设备。
2、本发明的目的可通过下列技术方案来实现:一种高精准联排移印方法,包括以下步骤:
3、s1、在上机时筹集移印钢板上各个移印花纹的中心点作为各个胶头一一对应的基准点;
4、s2、获取各个胶头的初始坐标,启动x驱动器平移联排胶头机构将各个胶头根据对应基准点沿x向位移k距离,使各个胶头离开移印钢板的正上方空间,为墨盒让出行程空间;
5、s3、启动伺服机构驱动墨盒由移印钢板的首端平移至尾端,在移动过程中将油墨涂覆在各个移印花纹上,完成给墨;
6、s4、启动y驱动器一驱动上视觉相机平移至移印周转底板上方,检测各个凹模的位置度;
7、s5、启动x驱动器平移联排胶头机构将各个胶头一一对应各个移印花纹的正上方,启动z伸缩器驱动胶头下行接触移印花纹转印油墨图形,启动z伸缩器抬升胶头离开移印钢板,启动x驱动器驱动联排胶头机构平移至下视觉相机上方,检测各个胶头的位置度;
8、s6、一一对应判断凹模位置度与胶头位置度的偏差尺寸,选出偏差尺寸小于偏差临界尺寸的对位胶头,驱动对位胶头将油墨移印至对应凹模完成一次移印;剩余偏差尺寸大于偏差临界尺寸的错位胶头进行调位矫正,驱动剩余胶头将油墨移印至对应凹模完成二次移印。
9、优选的,在步骤s1中,移印钢板上共5个移印花纹,5个移印花纹的中心点坐标为(x1,y1)、(x2,y2)、(x3,y3)、(x4,y4)、(x5,y5);
10、在步骤s2中,联排胶头机构共5个胶头,5个胶头的初始坐标为(x’1,y’1)、(x’2,y’2)、(x’3,y’3)、(x’4,y’4)、(x’5,y’5);根据基准点及位移k距离调整5个胶头的坐标为(x1+k,y1)、(x2+k,y2)、(x3+k,y3)、(x4+k,y4)、(x5+k,y5)。
11、优选的,在步骤s4中,5个凹模的坐标为(x”1,y”1)、(x”2,y”2)、(x”3,y”3)、(x”4,y”4)、(x”5,y”5);
12、根据上视觉相机检测的各个凹模的位置度,设定a为凹模在x方向上的补充量,通过定位底座的移动实现凹模x方向的调节补偿坐标如下:
13、(x”1+a,y”1)\(x”2+a,y”2)\(x”3+a,y”3)\(x”4+a,y”4)\(x”5+a,y”5);
14、优选的,在步骤s6中,5个胶头移动至基准点的坐标为(x1,y1)、(x2,y2)、(x3,y3)、(x4,y4)、(x5,y5);设定偏差临界尺寸为△f;故判断公式如下:
15、x1-(x”1+a)≤△f,y”1-y1≤△f;
16、x2-(x”2+a)≤△f,y”2-y2≤△f;
17、x3-(x”3+a)≤△f,y”3-y3≤△f;
18、x4-(x”4+a)≤△f,y”4-y4≤△f;
19、x5-(x”5+a)≤△f,y”5-y5≤△f;
20、上述五组中,凹模与胶头的坐标偏差在x及y方向均符合时,属于对位的移印组合,无需调整位置;
21、上述五组中,凹模与胶头的坐标偏差在x、y方向至少一项不符合时,属于错位的移印组合,需要矫正位置。
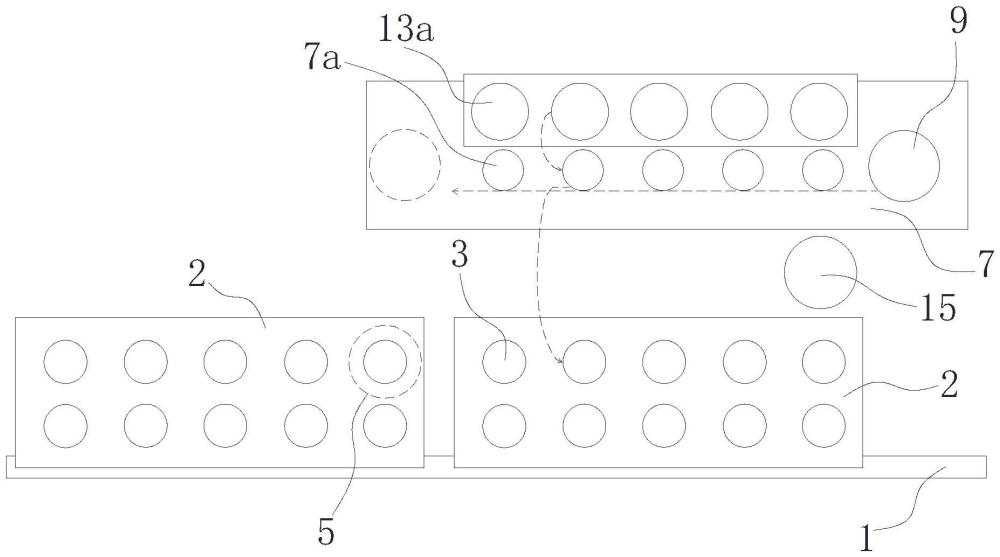
22、一种高精准联排移印设备,包括输送线,所述输送线上定向运送移印周转底板,所述移印周转底板上的定位底座排列设置若干凹模,沿所述输送线的运送方向布置凹模视觉检测装置、移印装置和胶头视觉检测装置,所述凹模视觉检测装置包括y驱动器一,所述y驱动器一平移驱动上视觉相机,所述上视觉相机架设在所述输送线上方;所述移印装置包括基座,所述基座上固设移印钢板,所述移印钢板上方往复驱动墨盒,所述基座上通过x驱动器平移驱动联排胶头机构;所述胶头视觉检测装置包括位于所述移印钢板与所述输送线之间的y驱动器二,所述y驱动器二平移驱动下视觉相机,所述联排胶头机构架设于所述移印钢板和所述下视觉相机的上方。
23、优选的,所述基座具有台面,所述台面上呈水平固贴所述移印钢板,所述移印钢板的顶面上沿y向排列设置若干移印花纹。
24、优选的,所述台面上沿y向装设伺服机构,所述伺服机构包括伺服电机,所述伺服电机的转轴驱动连接丝杠,所述丝杠上螺纹套接螺母,所述螺母固连滑块,所述丝杠旁侧平行设置导杆,所述滑块套接所述导杆形成导滑连接,所述滑块通过连接板固连所述墨盒,所述墨盒的底部为涂墨面,所述涂墨面接触所述移印钢板的顶面。
25、优选的,所述x驱动器包括沿x向设置的滑台电缸和导轨,所述滑台电缸的滑移座上固连安装架,所述安装架的底部固设滑块,所述滑块卡接于所述导轨上形成导滑连接。
26、优选的,所述联排胶头机构包括排列设置于所述安装架上的若干移印组件,所述移印组件包括固装在安装架上的z伸缩器,所述z伸缩器朝下的z伸缩端固连y伸缩器,所述y伸缩器的y伸缩端固连x伸缩器,所述x伸缩器的x伸缩端通过安装块固连胶头。
27、优选的,所述输送线包括长度沿y方向设置的底架,所述底架上固装传输电机,所述底架上沿长度方向铰接若干带轮,若干所述带轮上张紧套接传输带,所述传输电机的转轴驱动连接任一所述带轮。
28、与现有技术相比,本高精准联排移印方法及设备具有以下有益效果:
29、1、通过将多个单加工工位进行集成且各自独立驱动,从而可以分别针对不同的位置偏差度进行独立调整,以确保根据个体差异进行独立对应,拓展了应用的灵活性和集成性,提高生产效率。
30、2、通过上视觉检测产品位置度,通过下视觉检测胶头位置度,即通过相机线扫方式快速定位产品与移印胶头相对应的位置度,并判别每组相对位置度的偏差是否在允许范围内,筛选第一批合格组合进行第一次移印,将剩余不合格组合再补偿调整后进行第二次移印,视觉定位与独立移印胶头的配合作用将大大提高移印工艺的定位稳定性,提高该工艺加工品质良率。
本文地址:https://www.jishuxx.com/zhuanli/20250110/353814.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表