一种基于智能化FMS的托盘库产线系统的制作方法
- 国知局
- 2025-01-10 13:38:34
本发明涉及柔性制造系统,尤其涉及一种基于智能化fms的托盘库产线系统。
背景技术:
1、当前制造业发展呈现智能化、柔性化的发展趋势,企业需要应对多品种、小批量生产需求,提高生产效率和响应能力。传统的生产线模式面临着产品种类与生产线适应性不匹配、人工操作效率低下、库存管理不当等问题。
2、而柔性制造系统fms是一种高度自动化的制造系统,它能够实现多品种小批量生产,适应市场需求变化和工程设计变更。然而智能化fms在设计和实时过程中,存在着从立项、决策至设备到位的各个环节,相关的多方均处于点对点解决问题的文件类操作过程,没有一个可视化、互动操作的推演过程。因此,所形成的智能化fms,其性能方面需在生产中不断调整完善,而在功能的冗余扩展方面,受到系统设计时所考虑的产品族类的限制,随时面临着,是否能在很短的开发周期内生产出较低成本、较高质量以及不同品种产品的能力问题。
3、因此,亟需研发一种基于智能化fms的托盘库产线系统,来克服现有技术中的缺点。
技术实现思路
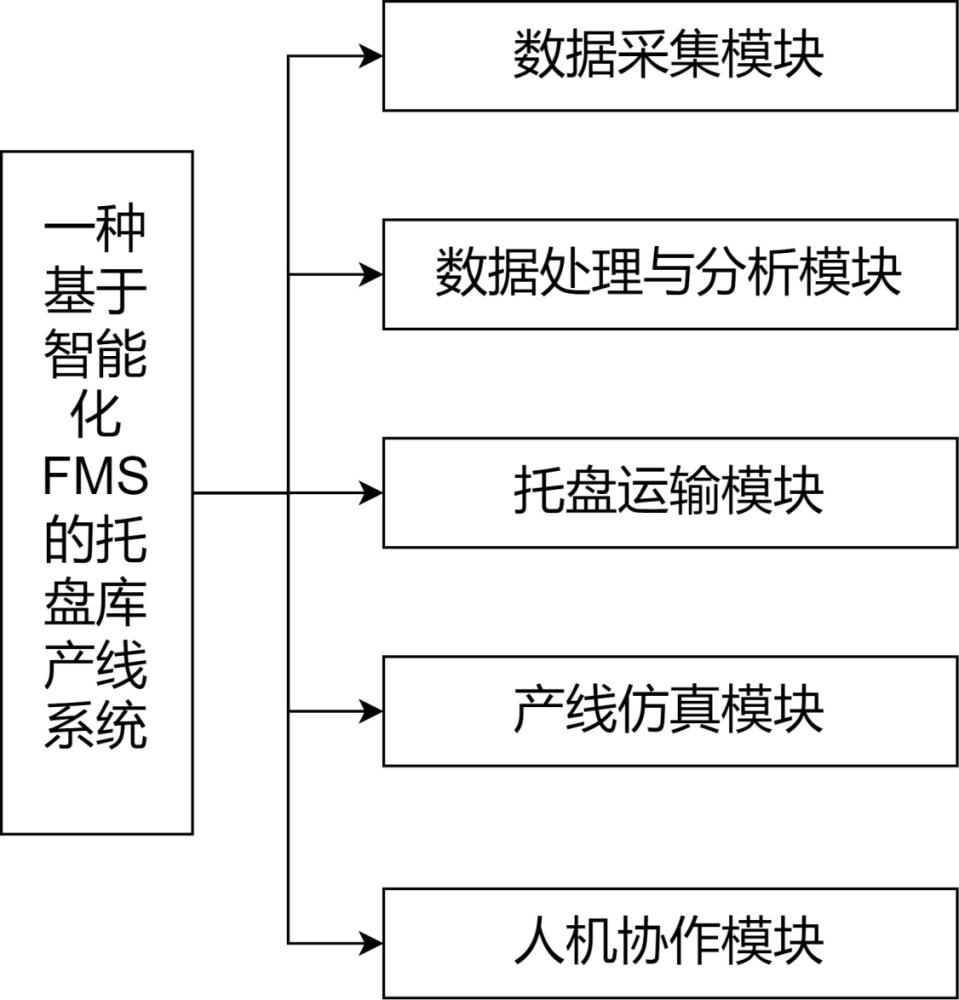
1、为了解决现有技术中解决fms在实时操作、功能拓展等方面的挑战,从而提升生产效率和响应能力,满足多品种小批量生产的需求,本发明提供了这样一种基于智能化fms的托盘库产线系统,其特征在于,包括有数据采集模块、数据处理与分析模块、托盘运输模块、产线仿真模块和人机协作模块;
2、所述数据采集模块,在智能化fms托盘库产线中安装多个传感器,获取生产线中的实时数据;
3、所述数据处理与分析模块,用于对数据采集模块收集到的各种生产数据进行预处理和特征提取;并对生产数据进行分析,获取最优的托盘库实时调度方案;
4、所述托盘运输模块,用于控制agv小车按照所述数据处理与分析模块中的托盘库实时调度方案,进行自主路径规划,实现托盘的智能存取和自动化运输;
5、所述产线仿真模块,用于建立智能化fms托盘库产线的数字孪生模型,通过所述数字孪生模型对所述智能化fms托盘库产线进行虚拟调试、故障预测和维护策略优化;
6、所述人机协作模块,用于向操作人员提供人机交互界面,并基于ar技术,为操作人员提供实时数据和操作指引。
7、进一步地,所述数据采集模块还使用rfid技术和二维码识别技术为每个托盘和物料进行标识和全程追踪;
8、所述数据采集模块在每个传感器上设置有独立的唯一标识符,用于对传感器采集的数据进行识别和区分;
9、所述数据采集模块将rfid和二维码与传感器的唯一标识符相结合,形成每个托盘和物料的唯一标识,同时将标识信息和传感器数据进行关联;
10、数据处理与分析模块获取托盘数据库中的标识信息,分析并获取物料在生产过程中的位置变化和状态更新。
11、进一步地,所述数据处理与分析模块对生产数据进行分析以获取最优的托盘库实时调度方案的具体执行步骤为:
12、s101:基于数据库中存储的rfid和二维码信息建立托盘和物料的数字模型,其中数字模型用于描述托盘和物料在生产过程中的位置和状态特征,并结合传感器数据,对托盘和物料的动态行为进行特征提取,提取的特征包括流程时间、堆存时间和转运路径;
13、s102:实时监测生产线的物料流转情况,根据托盘和物料的实时状态信息建立动态生产模型,对生产过程中的关键因素包括异常情况和阻塞点进行预测;
14、s103:将预测得到的生产过程中的各个关键因素进行融合,形成整体的生产过程模型,通过对所述生产过程模型进行计算,得到最优的托盘库实时调度方案;
15、s104:将所述最优的托盘库实时调度方案实施至实际生产线,并对生产线执行效果进行监测,将监测数据输入至所述生产过程模型,持续优化托盘库实时调度方案。
16、进一步地,所述动态生产模型基于离散事件模拟des构建;而所述生产过程模型基于状态空间模型构建,其中,所述生产过程模型的状态方程为:,
17、观测方程为:,
18、其中,表示生产过程的潜在状态,表示潜在状态的动态演化,表示外部输入对潜在状态的影响,表示托盘在生产线上的调度状态,表示外部输入的关键因素,表示在生产过程中无法完全确定和预测的随机干扰因素,表示生产过程监测和数据采集过程中产生的随机噪声,表示能够观测的生产过程数据,表示生产过程中的各种状态对最终观测量的影响,表示生产线设备故障对生产过程的影响。
19、进一步地,所述托盘运输模块根据托盘库实时调度方案中的到达时间和位置,为agv小车动态规划路径;承载产品的托盘由agv小车承载,并将托盘及托盘承载的产品进行入库操作;
20、在所述agv小车按照最优的托盘库实时调度方案运转时,所述托盘运输模块监测所述agv小车是否存在紧急问题,所述紧急问题包括电量不足和零件损坏;当所述agv小车出现紧急问题后,托盘运输模块启动应急响应,替换所述agv小车正在执行的托盘库产线任务,确保在托盘库实时调度方案的规划时间内完成托盘库产线任务。
21、进一步地,所述托盘运输模块根据数据处理与分析模块中输出的托盘库实时调度方案,操控agv小车搭载托盘在指定时间到达指定位置,所述托盘运输模块对所述agv小车进行路径规划具体采用a*算法;所述托盘运输模块操控agv小车的具体执行步骤为:
22、s201:所述托盘运输模块接收所述数据处理与分析模块输出的托盘库实时调度方案,所述托盘库实时调度方案包括托盘的指定目的地和到达时间要求;
23、s202:根据所述托盘的指定目的地和到达时间要求,结合实时的生产线状态和所述agv小车当前所在位置,使用a*算法规划出agv小车最优的运输路径;
24、s203:路径规划时考虑以下因素:
25、agv小车的运行速度和负载能力;
26、生产线内部的道路环境和能够行驶路径;
27、避免与其它agv小车的碰撞和干扰;
28、满足托盘指定目的地和到达时间要求;
29、s204:将规划好的agv小车路径发送至指定agv小车的控制系统,所述agv小车按照规划好的路径自主行驶,完成托盘的运输任务;
30、s205:实时监控所述agv小车和托盘的运输过程,及时发现并解决运输过程中出现的异常情况;
31、s206:将所述agv小车的实际运输情况反馈至所述数据处理与分析模块,所述数据处理与分析模块对所述托盘库实时调度方案持续优化。
32、进一步地,所述托盘运输模块发现并解决运输过程中出现的异常情况,以保证agv小车准时到达或提前到达指定位置的执行步骤为:
33、s2051:实时监测agv小车的运行状态以及托盘的状态信息,所述运行状态包括位置、速度、负载和电量,所述状态信息包括位置、质量和完整性;
34、s2052:将实时监测到的agv小车运行状态和托盘状态信息与预定的正常的工作范围进行对比分析,判断存在的故障类型以及严重程度,以确定agv小车和托盘存在的异常情况,所述异常情况包括agv小车故障、撞击、阻塞和电量不足;
35、s2053:在确定异常情况的实际信息后,采取对应的应对措施,所述应对措施包括触发备用方案和调整路径规划方案;
36、s2054:将异常情况和处理措施的反馈信息反馈至数据处理与分析模块,对托盘库实时调度方案进行优化。
37、进一步地,所述数据处理与分析模块根据托盘库的具体布局和尺寸,以及托盘的存放需求,基于空间优化的托盘存放规划算法,以托盘空间利用率作为优化目标,以每个托盘必须放置在指定的存储位置、托盘之间不能存在重叠、托盘不能超出托盘库划定的边界以及满足每个托盘的尺寸和存放要求作为约束目标,确定每个托盘的最佳存放位置;
38、托盘运输模块根据每个托盘的最佳存放位置,制定存放指令;当agv小车需要存取托盘时,根据存放指令和路径规划,agv小车自主驶入指定区域,通过机械臂和传感器实现托盘的装载和卸载,完成托盘自动化搬运和存取。
39、进一步地,所述产线仿真模块根据生产线的数字孪生模型对智能化fms托盘库产线进行虚拟调试、故障预测和维护策略优化的具体流程为:
40、s301:利用数字孪生技术建立智能化fms托盘库产线的数字孪生模型,所述数字孪生模型内包括设备布局、工艺流程和料流路径;
41、s302:在所述数字孪生模型上对生产工艺和设备配置进行模拟仿真,测试不同托盘库实时调度方案的可行性和效果;
42、测试不同托盘库实时调度方案的可行性和效果时,首先设定不同的托盘库实时调度方案,再确定测试的指标和评估标准,之后在所述数据孪生模型上进行模拟仿真,运行不同的托盘库实时调度方案,并监测模拟结果,比较不同托盘库实时调度方案的运行结果,根据所述运行结果判断不同的托盘库实时调度方案的可行性和效果;
43、s303:通过历史故障数据模拟智能化fms托盘库产线中设备的故障情况,预测不同故障情况对生产线的影响;
44、基于历史故障数据,模拟设备的各种故障情况以及故障对生产线产能、生产效率和资源利用率的影响,之后根据模拟的结果,采用定量分析方法,量化不同故障对智能化fms托盘库产线的影响;
45、s304:基于不同故障情况对生产线造成影响的预测结果判定相应的故障处理方案和应急预案,通过比较不同维护策略的生产效率和资源利用率,以评估不同维护策略的效果和成本;
46、s305:通过模拟分析,优化维护计划和周期,并持续监测数字孪生模型的输出结果和实际生产数据,不断优化维护策略。
47、进一步地,所述人机协作模块基于ar技术为操作人员在生产线上提供实时信息和操作指引;将托盘和物料的实时位置和状态信息通过ar叠加在生产线实景中,操作人员通过观察生产线实景了解生产进度;同时人机协作模块针对包括托盘装卸和设备维护的操作任务,提供ar动画延时和文字指引,降低操作难度。
48、有益效果:
49、1、本发明通过采用多模块协作的架构,可以全面追踪生产过程中托盘和物料的信息,通过将生产过程中的各个关键因素进行融合生成生产过程模型,并对生产过程模型进行计算,得到最优的托盘库实时调度方案,大幅提升了生产效率和适应能力,并满足现代制造业多品种小批量生产的需求;
50、2、本发明通过数字孪生技术建立生产线的数字孪生模型,并在数字孪生模型上进行虚拟调试、故障预测以及维护策略优化,能够提前发现可能出现的问题,并自动优化调整生产计划,减少生产中断,提高了系统的自主管理和鲁棒性,增强了系统应对各种生产异常情况的能力。
本文地址:https://www.jishuxx.com/zhuanli/20250110/354421.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。