电解阳极粉料自动包装控制系统及方法与流程
- 国知局
- 2025-01-10 13:41:24
本发明涉及炭阳极制作,具体涉及电解阳极粉料自动包装控制系统及方法。
背景技术:
1、铝电解反应主要发生在温度为950~970℃的高温铝电解槽中,直流电通过熔融态电解质时,与阳极炭块发生电化学反应,阳极发生氧化反应,阴极发生还原反应,产生熔融态的铝。阳极发生氧化反应从而不断被消耗,因此使得阳极用量非常大,需要单独制造大量阳极作为补充,在阳极制造过程中,需要经过多级工序,而每一级工序分布在各个车间,如果阳极粉尘不进行收集,被散落在生产环境中,工人长期吸入,会对工人健康造成不可逆的伤害,因此在阳极生产的各车间的设备上均采用除尘器排灰、料罐存放方式。
2、现在除尘器或料罐放料均采用直排到敞口吨袋收料方式,收尘、接料不能及时发现,存在粉、料外溢情况,造成人工接料、清料工作量极大,在叉车、平板车运输过程中,造成粉尘、物料飞扬,污染现场作业环境。
技术实现思路
1、本发明意在提供电解阳极粉料自动包装控制系统,以达到减少粉尘外泄造成环境污染的目的。
2、为达到上述目的,本发明采用如下技术方案:电解阳极粉料自动包装控制系统,包括接料控制单元、挂袋控制单元、收口控制单元、捆扎控制单元以及控制器;
3、所述接料控制单元包括接料管,所述接料管外设有袋口固定机构,所述袋口固定机构包括两个开合运动的半圆形抱箍,半圆形抱箍通过夹带气缸带动开合;
4、所述挂袋控制单元包括用于固定吨袋的挂钩,所述挂钩包括架设在接料管周向的挂袋架,多个挂钩分布固定在挂袋架下方,通过单独的挂钩气缸带动每一个挂钩打开或锁定;
5、所述收口控制单元包括前后收口夹板和左右收口夹板,前后收口夹板通过前后收口气缸带动,左右收口夹板通过左右收口气缸带动;
6、所述捆扎控制单元包括执行送钉的送钉推杆,执行捆扎的压钉夹,所述送钉推杆和压钉夹联动,捆扎行程气缸带动送钉推杆将捆扎钉推送到压钉夹上,送钉推杆回退过程带动压钉夹闭合用捆扎钉对吨袋口进行扎紧;
7、所述夹带气缸、挂钩气缸、前后收口气缸、左右收口气缸、捆扎行程气缸均设有检测各自气缸运动行程初始位置的初位接近开关,检测运动行程末端位置的末位接近开关;
8、所有的初位接近开关和末位接近开关均电信号连接在控制器的输入端,所述夹带气缸、挂钩气缸、前后收口气缸、左右收口气缸、捆扎行程气缸均通过电磁阀电信号连接在控制器输出端。
9、本方案的原理及优点是:在进行收尘接料过程中,通过半圆形抱箍通过夹带气缸带动开合,将吨袋袋口固定在接料管上,防止吨袋口出的粉料溢出。通过单独的挂钩气缸带动每一个挂钩打开或锁定,将吨袋上的所有吨袋均悬挂在挂钩上,挂钩形成一个可以活动的锁具,在接料时候,能够将吨袋从上方拉住,避免防止粉尘下料冲击力将吨袋冲倒,导致粉尘溢散。
10、前后收口夹板通过前后收口气缸带动,左右收口夹板通过左右收口气缸带动,通过前后收口夹板与左右收口夹板将松散的吨袋口部分收紧,便于后续捆扎便捷。
11、捆扎行程气缸带动送钉推杆将捆扎钉推送到压钉夹上,送钉推杆回退过程带动压钉夹闭合用捆扎钉对吨袋口进行扎紧,吨袋扎紧后,将不存在粉尘外泄情况,此时控制器控制夹带气缸、挂袋气缸、前后收口气缸、左右收口气缸松开,捆扎行程气缸回退,此过程自动完成了车间中粉料的收集,避免人工去收集粉料。
12、优选的,为了防止粉尘从吨袋口散落,所述接料管端部通过管道连接有负压风机,所述负压风机控制回路上连接有捆扎行程气缸的末位接近开关以及延时开关,负压风机启动通过捆扎行程气缸的末位接近开关控制,负压风机的停止通过延时开关控制。
13、优选的,接料管上周向设置临时手动挂袋的挂袋夹,通过挂袋夹先对吨袋口预固定,使得吨袋口包裹住下料管。
14、优选的,为了让吨袋收口留下捆扎足够的余量,所述前后收口夹板与左右收口夹板分为上下两层,两层左右收口夹板通过固定架固定连接,两层前后收口夹板通过另一固定架固定连接。
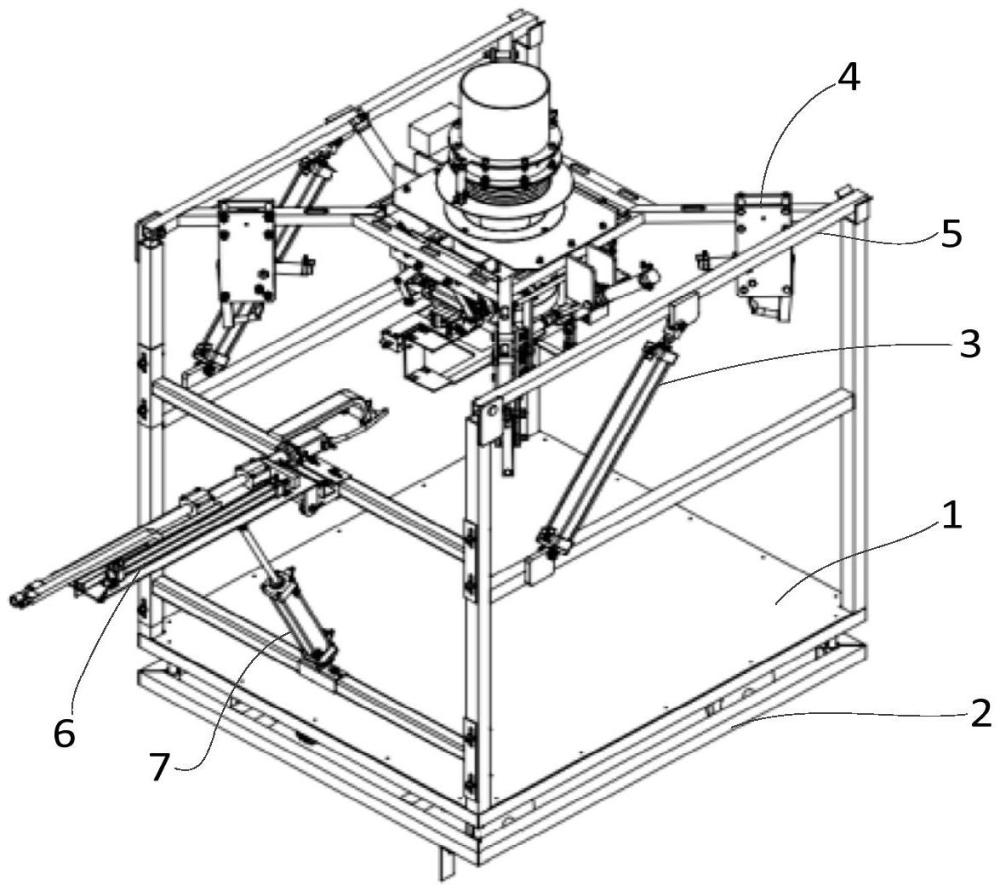
15、优选的,所述接料管下方设置有承载吨袋的平台,所述平台下方通过小车带动整个接料机构移动,所述小车通过伺服电机带动,所述伺服电机连接在控制器输出端。在进行粉料收集前,工人只需要在空旷地方在自动包装设备上装袋以及预固定,完成后,通过小车将整个平台送到车间相应位置,接料完成后,小车又可以将整个平台输送出来,让吨袋停留在指定卸料位置,套袋和卸料过程均未在车间内,避免操作人员在车间内吸入粉尘,造成身体伤害。
16、优选的,所述平台周向设有将平台围绕的支撑架,所述接料管外部固定连接有用于悬挂袋口固定机构的桁架,所述桁架上延伸出与挂钩数量相同的支架,所述挂钩固定在支架上,所述支架通过桁架连接,所述桁架一端与支撑架铰接,另一端卡接在支撑架上,桁架的下方设有将整个桁架翻转的大架气缸。在卸料时,吨袋的运输需要通过叉车从平台上卸下,通过大架气缸将影响叉车作业的机构,翻转到另外位置,使得叉车能够不受阻挡的完成卸料。
17、优选的,所述两个半圆形抱箍两侧均设置一组开合的曲柄连杆,夹带气缸设置曲柄连杆之间,形成曲柄连杆开合的动力,两侧的曲柄连杆之间均分别设置一个夹带气缸。这样两个半圆形抱箍可以形成联动,避免开合时候步调不一致的情况。
18、优选的,所述挂钩包括与支架固定连接的挂钩座,所述挂钩座为两块平行块,挂钩座内设置有一个向内弯曲的固定半夹,以及铰接在挂钩座中的活动半夹,活动半夹一端通过所述挂钩气缸带动,活动半夹中部铰接在挂钩座上,活动半夹下端连接有封闭固定半夹的锁杆。将挂钩设计成采用气缸带动的活动结构,使得吨袋能够在接料时候,具有强力的提升力,在卸料时候,直接松开挂锁,吨袋就可以脱离挂锁,以便于后续的自动作业。
19、优选的,当捆扎吨袋动作完成后,为了避免吨袋转移过程产生位置上的干扰;所述捆扎行程气缸的缸身固定在一个条形板上,所述条形板一端铰接在支撑架上,条形板下端连接有翻转气缸,用于切换捆扎行程气缸水平和竖直状态,所述翻转气缸通过电磁阀电信号连接在控制器的输出端。
20、优选的,所述平台下方设有称重传感器,通过称重传感器测量吨袋中装料的量,称重传感器电信号连接在控制器的输入端。当吨袋内装载重量满足重量要求后,物料不再进入下料管中,并驱动小车带动整个装置离开车间,将吨袋转移到便于叉车转运的空地中。
21、为了实现对包装过程的执行机构进行有节奏的控制,本技术来提供一种电解阳极粉料自动包装控制方法,具体步骤如下:
22、步骤一s1:手动将吨袋口包裹下料管外,并通过挂袋夹将吨袋口边缘固定夹持;
23、步骤二s2:将吨袋上的挂带预先挂在还闭合的挂钩上;
24、步骤三s3:点击启动按钮,对设备所有气缸运动位置进行初始化,
25、步骤四s4:通过启动按钮给到控制器开始信号,控制器首先控制夹带气缸运动,夹带气缸带动半圆形抱箍将吨袋口紧密贴合在下料管外壁;同时控制器控制挂袋气缸控制挂钩锁闭,让空的吨袋上方固定在挂钩上;
26、步骤五s5:控制器收到夹带气缸和挂袋气缸均运动到位后,控制小车移动到需要收集的出料口;
27、步骤六s6,小车运动到位后,下料管处于需要收尘设备的出料口下方,配合下料管出料口结构,让收尘设备的出料口与下料管紧密对接;
28、步骤七s7:打开收尘设备出料口,让物料在重力作用下进入到吨袋中,
29、步骤八s8:当平台重量达到预定重量后,关闭收尘设备的出料口,同时打开下料管的负压风机对飞扬出下料管的粉尘进行收尘;
30、步骤九s9:控制器依次控制前后收口气缸、左右收口气缸动作,带动前后收口夹板和左右收口夹板对吨袋进行收口,吨袋收口处呈现为柱状;
31、步骤十s10:捆扎行程气缸带动送钉推杆运动,带动压钉夹前进靠近吨袋收口处,同时将捆扎钉送入压钉夹内后,然后送钉推杆在行程气缸带动下迅速回退,回退过程中,送钉推杆让杠杆结构的压钉夹向内运动,压钉夹将半圆形的捆扎钉环向捆扎在吨袋收口处;
32、步骤十一s11:捆扎行程气缸回退完成后,控制小车带动平台从收尘设备处移动到卸料位置;
33、步骤十二s12:控制夹带气缸、挂钩气缸回到初始位置,松开吨包袋口和挂带;
34、步骤十三s13:通过大架气缸将整个桁架翻转开,使得吨袋上方为敞开状态,通过翻转气缸将行程气缸部分翻转为竖直方向,避开吨袋卸料路径;通过卸料叉车将吨袋从平台上卸载下来;并控制大架气缸恢复桁架与支撑架的连接关系,通过翻转气缸恢复行程气缸为水平方向。重复步骤一s1至步骤十三s13,完成车间内物料收集。
本文地址:https://www.jishuxx.com/zhuanli/20250110/354715.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表