一种提升油墨在金属材料表面附着力的打印工艺的制作方法
- 国知局
- 2025-01-10 13:42:57
本发明涉及油墨在金属材料表面的打印工艺,特别涉及提升油墨在金属材料表面附着力的打印工艺。
背景技术:
1、动力电池壳体的生产制造时需要再表面喷涂一层绝缘防护油墨层。绝缘防护油墨层一般是通过喷涂工艺形成,而目前的喷涂都是一次性喷涂,因uv油墨固化速度快,固化收缩应力大对附着力产生较大影响,性能和质量无法保障。
技术实现思路
1、针对上述不足,本发明的目的在于,针对上述问题,提供一种提升油墨在金属材料表面附着力的打印工艺,通过多次喷涂打印,并控制单次喷涂膜厚及其固化能量,从而提升油墨在金属表面的附着力。
2、本发明采用的技术方案为:一种提升油墨在金属材料表面附着力的打印工艺,包括如下步骤:
3、对金属铝片进行处理,获得光滑表面;
4、将需要打印的油墨保护层的总厚度划分为n层,其中,n≥3;
5、进行第1次油墨喷涂打印,并进行第1次预固化处理,形成第一层油墨保护层;进行第2次油墨喷涂打印,并进行第2次预固化处理,形成第2层油墨保护层……进行第n次油墨喷涂打印,并进行第n次预固化处理,形成第n层油墨保护层;
6、在第n次油墨喷涂打印并预固化处理完毕后,进行最终固化,形成总的油墨保护层。
7、优选地,所述第1次、第2次……第n次油墨喷涂打印,单次打印厚度为18.1~18.5um。
8、优选地,所述第1次、第2次……第n次预固化处理,预固化光强、预固化能量符合递增、递减、正态分布曲线的可变规律;其中,预固化光强的最高值为2200mw/cm2,最低值为220mw/cm2,预固化能量的最高值为390mj,最低值为40mj。
9、优选地,所述最终固化,其终固化光强为21300~21400mw/cm2,终固化能量为31100~31300mj。
10、作为一种较为优选的方案,n等于6,共进行6次油墨喷涂打印和预固化处理;且,所述第1次、第2次……第n次预固化处理,预固化光强、预固化能量符合递减的可变规律;具体如下:
11、进行第1次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第一次预固化处理,预固化光强为2100~2200mw/cm2,预固化能量为370~390mj;
12、进行第2次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第二次预固化处理,预固化光强为1900~2000mw/cm2,预固化能量为340~350mj;
13、进行第3次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第三次预固化处理,预固化光强为1600~1700mw/cm2,预固化能量为280~290mj;
14、进行第4次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第四次预固化处理,预固化光强为1300~1400mw/cm2,预固化能量为240~250mj;
15、进行第5次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第五次预固化处理,预固化光强为600~650mw/cm2,预固化能量为110~120mj;
16、进行第6次油墨喷涂打印,单次打印厚度为18.1~18.5um,并进行第六次预固化处理,预固化光强为220~270mw/cm2,预固化能量为40~50mj;
17、进行最终固化,终固化光强为21300~21400mw/cm2,终固化能量为31100~31300mj。
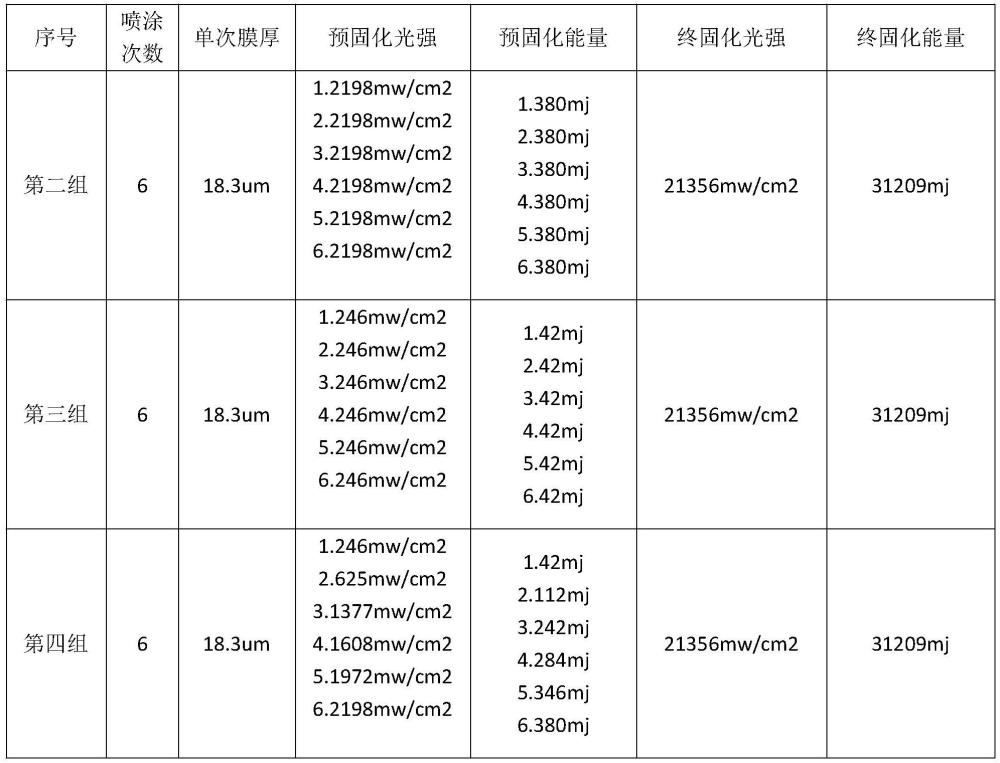
18、更优选地,步骤2)中,第一次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为2198mw/cm2,预固化能量为380mj;
19、步骤3)中,第二次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为1972mw/cm2,预固化能量为346mj;
20、步骤4)中,第三次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为1608mw/cm2,预固化能量为284mj;
21、步骤5)中,第四次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为1377mw/cm2,预固化能量为242mj;
22、步骤6)中,第五次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为625mw/cm2,预固化能量为112mj;
23、步骤7)中,第六次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为246mw/cm2,预固化能量为42mj;
24、步骤8)中,终固化光强具体为21356mw/cm2,终固化能量具体为31209mj。
25、本发明具有以下优点:
26、通过多次喷涂打印,并控制单次喷涂膜厚及其固化能量,从而提升油墨在金属表面的附着力。其中,预固化光的控制符合递增、递减、正态分布曲线等可变规律。
27、较为优选是将油墨喷印划分为六次以上(即至少包括六次),预设每次喷印的厚度控制在18um左右,并通过控制单次喷墨的预固化光强、预固化能量,让每次喷墨的预固化光强、预固化能量分别由2200mw/cm2左右、380mj左右分别逐步递减至250mw/cm2左右、40mj左右;如此一来,可以使得油墨在金属材料表面附着力有明显提高。
28、本提升油墨在金属材料表面附着力的打印工艺,可以科学合理地结合至自动化油墨喷印固化设备中,通过多次喷涂打印固化的方式,提升产品质量。
29、下面结合具体实施方式,对本发明作进一步说明。
技术特征:1.一种提升油墨在金属材料表面附着力的打印工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的提升油墨在金属材料表面附着力的打印工艺,其特征在于,所述第1次、第2次……第n次油墨喷涂打印,单次打印厚度为18.1~18.5um。
3.根据权利要求1所述的提升油墨在金属材料表面附着力的打印工艺,其特征在于,所述第1次、第2次……第n次预固化处理,预固化光强、预固化能量符合递增、递减、正态分布曲线的可变规律;其中,预固化光强的最高值为2200mw/cm2,最低值为220mw/cm2,预固化能量的最高值为390mj,最低值为40mj。
4.根据权利要求1所述的提升油墨在金属材料表面附着力的打印工艺,其特征在于,所述最终固化,其终固化光强为21300~21400mw/cm2,终固化能量为31100~31300mj。
5.根据权利要求1所述的提升油墨在金属材料表面附着力的打印工艺,其特征在于,n等于6,共进行6次油墨喷涂打印和预固化处理;且,所述第1次、第2次……第n次预固化处理,预固化光强、预固化能量符合递减的可变规律;具体如下:
6.根据权利要求5所述的提升油墨在金属材料表面附着力的打印工艺,其特征在于,步骤2)中,第一次油墨喷涂打印的厚度具体为18.3um,预固化光强具体为2198mw/cm2,预固化能量为380mj;
技术总结本发明公开了提升油墨在金属材料表面附着力的打印工艺,包括如下步骤:对金属铝片进行处理,获得光滑表面;将需要打印的油墨保护层的总厚度划分为n层,其中,n≥3;进行第1次油墨喷涂打印,并进行第1次预固化处理,形成第一层油墨保护层;进行第2次油墨喷涂打印,并进行第2次预固化处理,形成第2层油墨保护层……进行第n次油墨喷涂打印,并进行第n次预固化处理,形成第n层油墨保护层;在第n次油墨喷涂打印并预固化处理完毕后,进行最终固化,形成总的油墨保护层。本工艺针对UV油墨固化速度快、固化收缩应力大对附着力产生较大影响,通过多次喷涂打印,并控制单次喷涂膜厚及其固化能量,从而提升油墨在金属表面的附着力。技术研发人员:苏财,周应财,周完成受保护的技术使用者:广东科雷明斯智能科技有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/354877.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。