1.本公开涉及燃气轮机燃烧室技术领域,尤其涉及一种微预混直喷燃烧室。
背景技术:
2.采用燃气轮机燃烧氢气是一种典型的氢能利用方式,该方式相对于天然气作为燃料的方式存在一些问题,即,氢气火焰传播速度极快且火焰面更容易发生皱曲(刘易斯数远小于1),容易发生回火。针对上述问题,目前普遍采用的是基于贫预混加旋流的低污染燃烧方式,但该方式难以燃烧氢气,相关技术中采用微预混直喷射流方式燃烧氢气,然而该种燃烧方式仍然难以避免严重的热声不稳定问题。
3.现有的干低微混合燃烧室的基本原理类似于液体火箭,其通过将空气与氢气分别储藏于各自腔室中,在燃烧室中开设较多的空气“窗户”,而天然气切向射于空气中,利用剪切层进行掺混并稳定火焰,火焰稳定于下游两个回流区之间。此外,现有的预混燃烧室还包括一种基于“混合燃料和空气的小尺寸横流冲击射流”的低no
x
燃氢燃料系统。然而,上述燃烧室也采用预混燃烧方案中的火焰筒为完整壁面,取消了空气扩散孔的设计,同时由于氢气火焰传播速度快且火焰面更容易出现褶皱现象。因而采用上述燃烧方式导致发生的热声不稳定问题极为严重,尤其在高温高压参数下,该燃烧方式严重制约燃烧室的正常稳定运行、影响燃烧室的最终定型。同时该种燃烧室由大量管束焊接而成,焊接工作量大,焊接质量要求高,导致该燃烧室加工成本极高、经济性较差。
4.综上所述,现有微预混直喷射流燃烧室燃烧氢气时热声不稳定问题较严重,尤其在高温高压的工况下,其热声问题更为突出。上述问题严重制约燃烧室的正常稳定运行、燃烧室的加工成型难度较大;同时该种燃烧室由大量管束焊接而成,加工工艺复杂,焊接质量要求高,导致上述燃烧室加工成本高、通用性及经济性较差。
技术实现要素:
5.(一)要解决的技术问题
6.本公开提出了一种微预混直喷燃烧室,以至少解决上述现有技术中存在的问题。
7.(二)技术方案
8.为达到上述目的,本公开提供了一种微预混直喷燃烧室,包括:
9.n个腔体,用于提供空气和氢气,其中,n为大于等于1的整数;
10.至少m个预混管,贯穿于所述腔体内部,至少有一个所述预混管与所述腔体相连通,m为大于等于n的整数;其中,每个所述预混管包括:
11.预混管空气入口,位于所述预混管的一端,所述预混管空气入口伸入所述腔体内部,所述预混管空气入口用于通入空气;
12.燃料孔,开设于位于所述腔体内部的所述预混管的管壁上,所述燃料孔用于喷入氢气;
13.气体出口,位于所述预混管的另一端,所述气体出口用于将进入所述预混管内的
空气及氢气的混合气体输出;
14.火焰筒,一端与所述预混管的所述气体出口相连通,所述火焰筒的另一端开设有烟气出口,所述火焰筒用于所述混合气体的燃烧,并由所述烟气出口排出。
15.在本公开的一些实施例中,所述腔体包括:
16.隔板,将所述腔体沿第一方向依次分隔为空气腔和氢气腔,所述第一方向由所述预混管空气入口指向所述气体出口;其中,所述空气腔与所述氢气腔相互密闭;
17.其中,所述空气腔和所述氢气腔成组设置,所述空气腔用于为微预混直喷燃烧室提供所述空气;所述氢气腔用于提供氢气。
18.在本公开的一些实施例中,n个所述腔体为串联一体成型的空腔。
19.在本公开的一些实施例中,所述隔板上开设有通孔,所述通孔用于使所述预混管通入所述腔体内,所述通孔数目等于与所述腔体相连通的预混管的数目。
20.在本公开的一些实施例中,至少有一个所述预混管与所述腔体相连通包括:
21.所述预混管空气入口与所述空气腔相连通;
22.所述预混管的燃料孔与所述氢气腔相连通。
23.在本公开的一些实施例中,所述燃料孔的孔径小于3mm,所述燃料孔的轴线与所述腔体的轴线的夹角为0~90
°
。
24.在本公开的一些实施例中,所述火焰筒包括:
25.收缩段,所述收缩段的第一端与所述烟气出口相连通,所述收缩段的第二端与外部设备相通,所述收缩段的第一端的直径大于所述收缩段的第二端的直径。
26.在本公开的一些实施例中,所述微预混直喷燃烧室通过激光熔融3d打印一体成型。
27.在本公开的一些实施例中,所述预混管在所述微预混直喷燃烧室截面上看,为沿径向的交错排列或为沿周向交错排列。
28.在本公开的一些实施例中,多个所述隔板将所述腔体沿第一方向依次分隔为多个所述空气腔和多个所述氢气腔,且多个所述空气腔和多个所述氢气腔交错布置。
29.(三)有益效果
30.从上述技术方案可以看出,本公开的微预混直喷燃烧室至少具有以下有益效果其中之一或其中一部分:
31.(1)本公开中的微预混直喷燃烧室通过多组腔体实现两种或多种掺混长度,由于掺混长度决定火焰时滞,而火焰时滞又决定火焰热释放率波动相位,上述方式可改变总火焰热释放率相位,以与燃烧室的压力波动错位,进而抑制热声不稳定现象的发生。
32.(2)本公开中的微预混直喷燃烧室无需额外增加热声的主控制措施及被动控制措施,可有效降低并改善热声特性的成本、采用新型的燃烧室本体结构提高燃烧室的气动性能。
33.(3)本公开中的微预混直喷燃烧室的结构可采用选择性激光熔融打印技术一体化成型,相对于机械加工来说,该一体化成型的方式简化了加工工艺,提高了加工效率,且可通过较低加工成本即可实现复杂几何造型的生产,通用性及经济性较高,且针对该微预混直喷燃烧室结构的一体化成型技术可进一步提高燃烧室的耐温能力。
附图说明
34.图1是本公开实施例中的微预混直喷燃烧室的立体图;
35.图2是本公开实施例中的微预混直喷燃烧室的主视图;
36.图3是本公开实施例中的微预混直喷燃烧室的右视图;
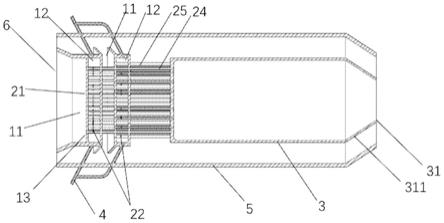
37.图4是图2的a-a向剖视图;
38.图5是图2的b-b向剖视图;
39.图6是图2的c-c向剖视图;以及
40.图7是图2的d-d向剖视图。
41.【附图中本公开实施例主要元件符号说明】
42.11-空气腔;
43.12-氢气腔;
44.13-隔板;
45.21-预混管空气入口;
46.22-燃料孔;
47.24-左侧腔体内的预混管;
48.25-右侧腔体内的预混管;
49.3-火焰筒;
50.31-烟气出口;
51.311-收缩段;
52.4-燃料管;
53.5-外机匣;
54.6-空气进口。
具体实施方式
55.本公开提供了一种微预混直喷燃烧室,包括:n个腔体,用于提供空气和氢气,其中,n为大于等于1的整数;至少m个预混管,贯穿于腔体内部,至少有一个预混管与腔体相连通,m为大于等于n的整数;其中,每个预混管包括:空气入口,位于预混管的一端,空气入口伸入腔体内部,空气入口用于通入空气;燃料孔,开设于位于腔体内部的预混管的管壁上,燃料孔用于通入氢气;气体出口,位于预混管的另一端,气体出口用于将进入预混管内的空气及氢气的燃烧后烟气输出;火焰筒,一端与预混管的气体出口相连通,火焰筒的另一端开设有烟气出口,火焰筒用于所述混合气体的燃烧,并由所述烟气出口排出。本公开中的微预混直喷燃烧室通过多组腔体实现两种或多种掺混长度,由于掺混长度决定火焰时滞,而火焰时滞又决定火焰热释放率波动相位,上述方式可改变总火焰热释放率相位,以与燃烧室的压力波动错位,进而抑制热声不稳定现象的发生。
56.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本公开作进一步的详细说明。但是,本公开能够以不同形式实施,而不应当解释为局限于这里提出的实施例。相反地,提供这些实施例将使公开彻底和完全,并且将本公开的范围完全地传递给本领域技术人员。在附图中,为了清楚,层和区的尺寸以及相对尺寸可能被夸大,自始至终相同附图标记表示相同元件。
57.以下,将参照附图来描述本公开的实施例。但是应该理解,这些描述只是示例性的,而并非要限制本公开的范围。在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本公开实施例的全面理解。然而,明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本公开的概念。
58.在此使用的术语仅仅是为了描述具体实施例,而并非意在限制本公开。在此使用的术语“包括”、“包含”等表明了所述特征、步骤、操作和/或部件的存在,但是并不排除存在或添加一个或多个其他特征、步骤、操作或部件。
59.在此使用的所有术语(包括技术和科学术语)具有本领域技术人员通常所理解的含义,除非另外定义。应注意,这里使用的术语应解释为具有与本说明书的上下文相一致的含义,而不应以理想化或过于刻板的方式来解释。
60.在使用类似于“a、b和c等中至少一个”这样的表述的情况下,一般来说应该按照本领域技术人员通常理解该表述的含义来予以解释(例如,“具有a、b和c中至少一个的系统”应包括但不限于单独具有a、单独具有b、单独具有c、具有a和b、具有a和c、具有b和c、和/或具有a、b、c的系统等)。
61.图1至图3分别是本公开实施例中的微预混直喷燃烧室的立体图、主视图和右视图。
62.如图1至图3所示,上述微预混直喷燃烧室,包括:n个腔体、至少m个预混管、火焰筒3、燃料管4、外机匣5、空气进口6。n个腔体用于提供空气和氢气,其中,n为大于等于1的整数;至少m个预混管贯穿于腔体内部,至少有一个预混管与腔体相连通,m为大于等于n的整数;火焰筒3一端与预混管的气体出口相连通,火焰筒3的另一端开设有烟气出口31,火焰筒3用于将混合气体燃烧,并由所述烟气出口31输出。
63.图4至图7分别是图2的a-a向剖视图、b-b向剖视图、c-c向剖视图和d-d向剖视图。
64.如图4所示,每个预混管包括:预混管空气入口21、燃料孔22和气体出口。预混管空气入口21位于预混管的一端,预混管空气入口21深入腔体内部,预混管空气入口21用于通入空气;燃料孔22开设于位于腔体内部的预混管的管壁上,燃料孔22用于通入氢气;气体出口位于预混管的另一端,气体出口用于将进入预混管内的空气及氢气的混合气体输出。
65.上述微预混直喷燃烧室通过多组腔体实现两种或多种掺混长度,由于掺混长度决定火焰时滞,而火焰时滞又决定火焰热释放率波动相位,上述方式可改变总火焰热释放率相位,以与燃烧室的压力波动错位,进而抑制热声不稳定现象的发生。
66.如图4所示,上述微预混直喷燃烧室的腔体包括:隔板13。该隔板13将腔体沿第一方向依次分隔为空气腔11和氢气腔12,第一方向由预混管空气入口21指向气体出口。空气腔11与氢气腔12相互密闭;空气腔11和氢气腔12成组设置,空气腔11用于为微预混直喷燃烧室提供空气;氢气腔12用于提供氢气。
67.氢气由氢气腔12通过燃料孔22进入预混管,与管中轴向流动的空气掺混后进入火焰筒3。由于每组预混管气体进入的轴向位置不同,所以燃料预混距离不同,因此产生的火焰热声时滞也不同,两种热声时滞可产生不同的火焰热释放率波动相位,进而两种火焰热释放率叠加,可使得火焰筒内总热释放率相位发生变化,从而热释放率相位和燃烧室内压力脉动相位偏差大于90度后,热声不稳定可有效抑制。
68.通过隔板13将腔体分割成两个相互密闭的空气腔11和氢气腔12,使由空气腔11内提供的空气以及由氢气腔12内提供的氢气在预混管内充分混合,为微预混直喷燃烧室内混合燃料的充分燃烧提供了有力保障。
69.该隔板13上开设有通孔,通孔用于使预混管通入腔体内,该通孔的数目等于与腔体相连通的预混管的数目。
70.本公开的微预混直喷燃烧室内的腔体为串联一体成型的空腔。
71.本公开的微预混直喷燃烧室中至少有一个预混管与腔体相连通包括:该预混管空气入口21与空气腔11相连通;该预混管的燃料孔22与氢气腔12相连通。
72.作为本公开的另一实施例,燃料孔22的孔径小于3mm,燃料孔22的轴线与腔体的轴线的夹角为0~90
°
。
73.作为本公开的另一实施例,如图4所示,火焰筒3包括收缩段311,该收缩段311的第一端与烟气出口31相连通,收缩段311的第二端与外部设备相通,收缩段311的第一端的直径大于所述收缩段311的第二端的直径。该收缩段311可使燃烧气体经第一端至第二端后气流得到加速,进而将高压高流速的燃烧气体排向高压涡轮,提高了直喷燃烧室的输出效率。
74.以下结合实施例对本公开的技术方案进行进一步阐述:
75.如图4所示,火焰筒3直径大于100mm,预混管内径不大于5mm,每根预混管开有4个周向均匀或非均匀分布的燃料孔22,孔径为不超过3mm(例如本实施例中的孔径为2mm),左侧腔体内的预混管24和右侧腔体内的预混管25沿径向交错排列,每种预混管沿径向分别布置4排。预混管内气体流速设计为不高于50m/s,左侧腔体内的预混管24的长度(燃料孔22到气体出口的长度)400mm,相应时滞为不高于8ms;右侧腔体内的预混管25的长度(燃料孔22到气体出口的长度)不超过200mm,相应时滞为不超过4ms。
76.例如,假设时滞为4ms,即全采用200mm长预混段,则燃烧室内压力脉动和火焰热释放率脉动相位差小于90度。通过将一半预混段长度改为2倍,则燃烧室内压力脉动和火焰热释放率脉动相位差增大,逐渐偏离瑞利准则,热释放率向压力波动注入的能量不断减少,使得热声不稳定特性有效改善。
77.作为本公开的另一实施例,各组腔体内的预混管的直径可以不同,各组腔体内预混管的直径沿第一方向逐级变大,且每组腔体内预混管的直径相同。
78.结合图4和图7所示,右侧腔体内的预混管25的直径大于左侧腔体内的预混管24的直径。作为本公开的另一实施例,微预混直喷燃烧室通过激光熔融3d打印一体成型。该燃烧室采用激光熔融技术3d打印而成,简化了加工工艺,缩短了制作周期。
79.作为本公开的另一实施例,预混管在微预混直喷燃烧室截面上看,可为沿径向的交错排列也可为沿周向交错排列。
80.作为本公开的另一实施例,多个隔板将一个大的腔体进行分隔得到多个空气腔和氢气腔,并且空气腔和氢气腔间隔交错布置。例如,五个隔板将腔体沿第一方向依次分割为空气腔、氢气腔、空气腔、氢气腔、空气腔、氢气腔。通过增加或者减少隔板数量可调整腔室数量,进而形成多种长度预混段。
81.还需要说明的是,实施例中提到的方向用语,例如“上”、“下”、“前”、“后”、“左”、“右”等,仅是参考附图的方向,并非用来限制本公开的保护范围。贯穿附图,相同的元素由相同或相近的附图标记来表示。在可能导致对本公开的理解造成混淆时,将省略常规结构
或构造,并且图中各部件的形状和尺寸不反映真实大小和比例,而仅示意本公开实施例的内容。
82.除非有所知名为相反之意,本说明书及所附权利要求中的数值参数是近似值,能够根据通过本公开的内容所得的所需特性改变。具体而言,所有使用于说明书及权利要求中表示组成的含量、反应条件等等的数字,应理解为在所有情况中是受到“约”的用语所修饰。一般情况下,其表达的含义是指包含由特定数量在一些实施例中
±
10%的变化、在一些实施例中
±
5%的变化、在一些实施例中
±
1%的变化、在一些实施例中
±
0.5%的变化。
83.说明书与权利要求中所使用的序数例如“第一”、“第二”、“第三”等的用词,以修饰相应的元件,其本身并不意味着该元件有任何的序数,也不代表某一元件与另一元件的顺序、或是制造方法上的顺序,该些序数的使用仅用来使具有某命名的一元件得以和另一具有相同命名的元件能做出清楚区分。
84.此外,除非特别描述或必须依序发生的步骤,上述步骤的顺序并无限制于以上所列,且可根据所需设计而变化或重新安排。并且上述实施例可基于设计及可靠度的考虑,彼此混合搭配使用或与其他实施例混合搭配使用,即不同实施例中的技术特征可以自由组合形成更多的实施例。
85.以上所述的具体实施例,对本公开的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本公开的具体实施例而已,并不用于限制本公开,凡在本公开的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
