1.本发明涉及机械加工领域,尤其涉及一种激光熔覆产品缺陷修复方法。
背景技术:
2.激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指激光表面熔覆技术是在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法,如对60#钢进行碳钨激光熔覆后,硬度最高达2200hv以上,耐磨损性能为基体60#钢的20倍左右。在q235钢表面激光熔覆cocrsib合金后,将其耐磨性与火焰喷涂的耐蚀性进行了对比,前者的耐蚀性明显高于后者。
3.虽然激光熔覆的应用已经广泛推广,但在实际使用中存在着一些缺陷,如激光熔覆的工件会因为金属表面出现一些气孔、砂眼等的类似缺陷,这些孔、砂眼的部位由于没有表面涂层覆盖,导致该位容易生锈腐蚀,进而导致整个工件的腐蚀损坏。
技术实现要素:
4.本发明目的是针对上述问题,提供一种激光熔覆产品缺陷修复方法。
5.为了实现上述目的,本发明的技术方案是:一种激光熔覆产品缺陷修复方法,首先将加工后的激光熔覆工件进行清洗,然后置于盛放有防锈溶液的超声容器中,使防锈溶液全部浸没激光熔覆工件,通电,超声波发生器工作,使防锈溶液中的防锈剂沉入到激光熔覆工件的缺陷处,待修复工作完成,取出工件晾干,抛光去除激光熔覆产品大表面上的防锈剂,得到修复的激光熔覆产品的产成品。
6.作为对上述技术方案的改进,所述防锈溶液为水基的钢铁防锈液但不仅限于钢铁防锈液,按质量份数计,所述钢铁防锈液由10~15的多元羧酸盐防锈剂、10~20的三乙醇胺、50~70的去离子水、10~15的防锈复合剂组成。
7.作为对上述技术方案的改进,所述超声波发生器的工作电流为2~8a,工作频率为25千赫兹。
8.作为对上述技术方案的改进,进行修复时,所述超声容器中的液体温度为45~85℃。
9.与现有技术相比,本发明具有的优点和积极效果是:超声波是波长在3.4cm以下、10000hz以上的机械振动波,在液体介质中当超声强度达到一定值后便会发生空化现象。空化现象是液体中常见的一种物理现象,当超声波在液体中的机械波导致的压强达到一个大气压时,其功率密度为0.35w/cm
²
,这时超声波的峰值就可达到真空或负压,致使液体的某些地方形成局部的负压区,但实际上无负压存在,因此在液体中产生一个很大的压力,从而引起液体或液体一固体界面的断裂,将液体分子拉裂成空洞一空化核。此空洞非常接近真空,它在超声波反向达到最大时破裂,由于破裂而产
生的强烈冲击将物体表面的污垢撞击下来。这种由无数细小的空化气泡破裂而产生的冲击波现象称为“空化”现象。另外超声波传播的方向较强,可聚集成定向狭小的线束;它通过小孔(大于波长的孔)时,会呈现出集中的一束射线向一定方向前进。
10.本发明将上述原理应用在激光熔覆产品缺陷的修复上,使用工作频率为25千赫兹,使钢铁防锈液由中的多元羧酸盐防锈剂、防锈复合剂从整个防锈溶液中破裂出来,沉淀到激光熔覆产品的缺陷如气孔、砂眼处以及激光熔覆产品的其它大表面上,最后经过抛少,去除激光熔覆产品的其它大表面上的多元羧酸盐防锈剂、防锈复合剂,而保留激光熔覆产品缺陷即气孔、砂眼处的多元羧酸盐防锈剂、防锈复合剂,使激光熔覆产品的气孔、砂眼得到填补修复,从而防止激光熔覆产品该缺陷处的腐蚀,提高整个激光熔覆产品防腐能力,延长激光熔覆产品的使用寿命。
11.这里,激光熔覆产品大表面上的多元羧酸盐防锈剂、防锈复合剂之所以能去除而气孔、砂眼处的多元羧酸盐防锈剂、防锈复合剂之所以能保存,在于激光熔覆产品大表面是经过加工的表面,表面粗糙度数值小,表面光滑,防锈复合剂与激光熔覆产品大表面的结合力度小,经抛光容易去除且不伤及激光熔覆产品表面,而气孔、砂眼处由于表面结构复杂,多元羧酸盐防锈剂、防锈复合剂容易附着在该处且与激光熔覆产品的结合力度大,使得即使经过抛光,该处的防锈复合剂仍能很好的附着在这些激光熔覆产品缺陷处,使产品得到修复,保证良好的防腐蚀能力。
12.当然从理论上讲,本申请包括上述防锈溶液但不仅限于上棕防锈溶液。除了本申请指定的防锈溶液外,与本申请功能相同或相近的防锈溶液都可以用于激光熔覆产品的修复上,本次申请中虽然本申请人只列举了一种防锈溶液,但并不限定本修复方法只能使用上述一种防锈溶液,与本申请功能相同或相近的防锈溶液都在此保护范围之内。
13.根据切片观察,本发明可以填补直径在0.001mm以上孔眼,基本可以完美的解决激光熔覆产品的防腐缺陷。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
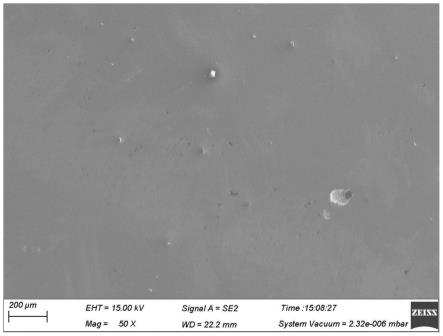
15.图1为切片在放大50倍状态下观察的结果示意图;图2为切片在放大100倍状态下观察的结果示意图;图3为切片在放大200倍状态下观察的结果示意图;图4为切片在放大500倍状态下观察的结果示意图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
17.本发明的激光熔覆产品缺陷修复方法,首先将加工后的激光熔覆工件进行清洗,然后置于盛放有防锈溶液的超声容器中,使防锈溶液全部浸没激光熔覆工件,通电,超声波发生器工作,使防锈溶液中的防锈剂沉入到激光熔覆工件的缺陷处,待修复工作完成,取出工件,抛光去除激光熔覆产品大表面上的防锈剂,得到修复的激光熔覆产品的产成品。
18.所述防锈溶液为水基的钢铁防锈液但不仅限于钢铁防锈液,按质量份数计,所述钢铁防锈液由10~15的多元羧酸盐防锈剂、10~20的三乙醇胺、50~70的去离子水、10~15的防锈复合剂组成。
19.所述超声波发生器的工作电流为2~8a,工作频率为25千赫兹。进行修复时,所述超声容器中的液体温度为45~85℃。
20.从图1到图4的切片观察来看,本发明可以填补直径在0.001mm以上孔眼,基本可以完满的解决激光熔覆产品的防腐缺陷。
21.本发明将上述原理应用在激光熔覆产品缺陷的修复上,使用工作频率为25千赫兹,使钢铁防锈液由中的多元羧酸盐防锈剂、防锈复合剂从整个防锈溶液中破裂出来,沉淀到激光熔覆产品的缺陷如气孔、砂眼处,使激光熔覆产品的气孔、砂眼得到填补修复,从而防止激光熔覆产品该缺陷处的腐蚀,提高整个激光熔覆产品防腐能力,延长激光熔覆产品的使用寿命。
技术特征:
1.一种激光熔覆产品缺陷修复方法,其特征在于:首先将加工后的激光熔覆工件进行清洗,然后置于盛放有防锈溶液的超声容器中,使防锈溶液全部浸没激光熔覆工件,通电,超声波发生器工作,使防锈溶液中的防锈剂沉入到激光熔覆工件的缺陷处,待修复工作完成,取出工件晾干,抛光去除激光熔覆产品大表面上的防锈剂,得到修复的激光熔覆产品的产成品。2.如权利要求1所述的激光熔覆产品缺陷修复方法,其特征在于:所述防锈溶液为水基的钢铁防锈液但不仅限于钢铁防锈液,按质量份数计,所述钢铁防锈液由10~15的多元羧酸盐防锈剂、10~20的三乙醇胺、50~70的去离子水、10~15的防锈复合剂组成。3.如权利要求1所述的激光熔覆产品缺陷修复方法,其特征在于:所述超声波发生器的工作电流为2~8a,工作频率为25千赫兹。4.如权利要求1所述的激光熔覆产品缺陷修复方法,其特征在于:进行修复时,所述超声容器中的液体温度为45~85℃。
技术总结
本发明公开了一种激光熔覆产品缺陷修复方法,首先将加工后的激光熔覆工件进行清洗,然后置于盛放有防锈溶液的超声容器中,使防锈溶液全部浸没激光熔覆工件,通电,超声波发生器工作,使防锈溶液中的防锈剂沉入到激光熔覆工件的缺陷处,待修复工作完成,取出工件晾干,抛光去除激光熔覆产品大表面上的防锈剂,得到修复的激光熔覆产品的产成品。本发明基本可以完美的解决激光熔覆产品的防腐缺陷。完美的解决激光熔覆产品的防腐缺陷。完美的解决激光熔覆产品的防腐缺陷。
技术研发人员:成富安 李英霞 李平 胡雪花 李欣然 樊帅奇
受保护的技术使用者:焦作市广成液压机械制造有限公司
技术研发日:2022.04.14
技术公布日:2022/8/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。