1.本实用新型涉及一种螺栓红冲上料握持控温装置。
背景技术:
2.红冲工艺是从近代精锻和热挤压基础上发展起来的一种先进的专业工艺。以螺栓红冲加工为例,主要过程包括:首先将棒状金属坯料的一端进行加热,螺纹一端保持冷却;而后通过机械手将加热后的棒状金属坯料放于模具中,其中冷却端放入模具的固定槽中,加热端向上露出固定槽位;最后冲床的冲压端向下冲压,上下模具挤压,将加热端挤压成螺帽结构,完成红冲加工。在整个加工过程中,加热过程尤为重要。棒材坯料的加热端需要快速均匀升温,在升温后马上要放到冲床进行加工,否则就会因为热传导效应,造成螺纹端的温度过高,降低材料组织性能,并容易在冲压过程中,将形变传导至螺纹段。因此,螺栓红冲加工的加热过程需要恰到好处的加热节奏,要提供均热段、保温段等调节手段对加热节奏进行调控。常规的入冲床前的温度检测,可以初步筛查一部分比较明显的加热温度过高或过低的坯料,但难以处理坯料螺纹端热能传导过量的问题。这些存在问题的坯料,在加工后,会存在晶粒过大强度不足和螺杆异常形变等问题,对产品质量和加工成材率造成影响。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中螺栓红冲加工过程中坯料螺纹端热能传导过量难以处理,直接影响加工质量的缺陷,提供一种能够解决上述问题的螺栓红冲上料握持控温装置。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种螺栓红冲上料握持控温装置,其特点在于,其包括:
6.握持部,所述握持部连接于外部的机械手,所述握持部用于握持待冲压的螺栓坯料,所述握持部内设有测温组件与冷却管道组件,所述测温组件用于检测所述螺栓坯料被握持部位的温度;
7.冷却系统,所述冷却系统用于提供冷却液,所述冷却系统连接于所述冷却管道组件,所述测温组件用于控制所述冷却系统的工作状态。
8.较佳地,所述握持部由第一半圆筒和第二半圆筒组成,所述第一半圆筒和所述第二半圆筒相互咬合时能够握紧所述螺栓坯料,所述第一半圆筒和所述第二半圆筒的内壁与所述螺栓坯料的外周面相贴合。
9.较佳地,所述第一半圆筒沿轴向分隔为多个第一冷却半环,所述测温组件包括多个测温热电偶,所述冷却管道组件包括多条第一冷却管,每一所述第一冷却半环内具有一测温热电偶和一第一冷却管,所述冷却系统包括多个快切阀,每一所述快切阀连接于一条所述第一冷却管,每一所述测温热电偶控制对应所述快切阀的启闭状态。
10.较佳地,所述第二半圆筒沿轴向分隔为多个第二冷却半环,多个所述第二冷却半环与多个所述第一冷却半环一一对应,所述冷却管道组件还包括多条第二冷却管,每一所
述第二冷却半环内具有一第二冷却管,相互对应的所述第一冷却管和第二冷却管并联于同一所述快切阀。
11.较佳地,所述冷却系统还包括水箱、水泵、进水管、出水管,所述进水管的一端、所述出水管的一端连接于所述水箱,所述进水管的另一端通过所述水泵连接于多个所述快切阀,所述出水管的另一端连接于所述第一冷却管和所述第二冷却管的出水口。
12.较佳地,所述水泵与所述快切阀之间安装有总切断阀。
13.较佳地,所述冷却系统还包括控制器,所述控制器与所述测温热电偶、所述快切阀、所述总切断阀通信连接,所述测温热电偶向所述控制器发送温度信号,所述控制器向所述快切阀、所述总切断阀发送工作状态控制信息。
14.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
15.本实用新型的积极进步效果在于:本装置能够实现握持待冲压的螺栓坯料的同时,根据测温情况对螺栓坯料的非冲压加工位置进行冷却控温,从而避免非加热部位材料组织性能降低,冲压时发生变形,提高了冲压加工的质量。
附图说明
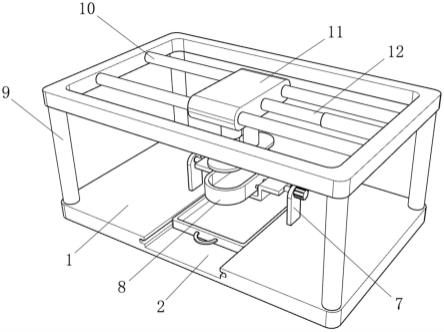
16.图1为本实用新型优选实施例中螺栓红冲上料握持控温装置的握持部握持螺栓坯料的结构示意图。
17.图2为本实用新型优选实施例中第一半圆筒的内部结构示意图。
18.图3为本实用新型优选实施例中第二半圆筒的内部结构示意图。
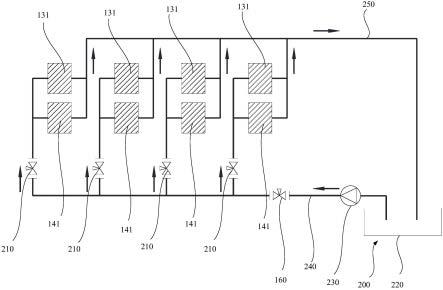
19.图4为本实用新型优选实施例中螺栓红冲上料握持控温装置的冷却原理图,其中箭头表示冷却液流向。
20.附图标记说明:
21.握持部100
22.测温组件110
23.测温热电偶111
24.冷却管道组件120
25.第一冷却管121
26.第二冷却管122
27.第一半圆筒130
28.第一冷却半环131
29.第二半圆筒140
30.第二冷却半环141
31.冷却系统200
32.快切阀210
33.水箱220
34.水泵230
35.进水管240
36.出水管250
37.总切断阀260
38.螺栓坯料300
具体实施方式
39.下面通过实施例的方式进一步说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
40.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
41.图1-图4示出了一种螺栓红冲上料握持控温装置,其包括:握持部100和冷却系统200。握持部100连接于外部的机械手,握持部100用于握持待冲压的螺栓坯料300,握持部100内设有测温组件110与冷却管道组件120,测温组件110用于检测螺栓坯料300被握持部位的温度。冷却系统200用于提供冷却液,冷却系统200连接于冷却管道组件120,测温组件110用于控制冷却系统200的工作状态。
42.使用本装置时,当待加工的螺栓坯料300的一端完成加热需转移至模具上冲压时,机械手上的握持部100握紧螺栓坯料300的温度过渡段,测温组件110自动检测螺栓坯料300被握持部位的外周面温度。若检测到螺栓坯料300被握持部位的温度高于设计值,则冷却系统200启动,向冷却管道组件120内输送冷却液,快速降低螺栓坯料300被握持部位的温度,待温度低于设计值时,冷却系统200停止工作,机械手将螺栓坯料300运送至模具内,待完成后续冲压加工。若初始检测到螺栓坯料300被握持部位的温度低于设计值,则直接运送至模具内,待完成后续冲压加工。通过本装置能够实现握持待冲压的螺栓坯料300的同时,自动检测螺栓坯料300温度传导情况,根据测温情况对螺栓坯料300的非冲压加工位置进行冷却控温,从而避免非加热部位材料组织性能降低,冲压时发生变形,提高了冲压加工的质量。本装置在不增加生产线环节,不影响生产效率的前提下,提升了螺栓红冲加工的良品率,降低废品率,提高了每个生产工位的单位时间产量。为了保证批量加工时,螺栓红冲加工质量的一致性,握持部100抓起每一螺栓坯料300的位置保证一致。
43.本实施例中,握持部100由第一半圆筒130和第二半圆筒140组成,第一半圆筒130和第二半圆筒140相互咬合时能够握紧螺栓坯料300,第一半圆筒130和第二半圆筒140的内壁与螺栓坯料300的外周面相贴合。两个半圆筒结构一方面便于握持螺栓坯料300,另一方面能够确保对螺栓坯料300的测温更准确、降温更迅速。
44.为了更好地控制螺栓坯料300轴向各位置的温度情况,使螺栓非加工部位的温度更均匀,本方案中,第一半圆筒130沿轴向分隔为4个第一冷却半环131,测温组件110包括4个测温热电偶111,冷却管道组件120包括4条第一冷却管121,每一第一冷却半环131内具有一测温热电偶111和一第一冷却管121,冷却系统200包括多个快切阀210,每一快切阀210连接于一条第一冷却管121,每一测温热电偶111控制对应快切阀210的启闭状态。每一个第一冷却半环131内能够构成一个独立的温控系统,从而可以针对螺栓坯料300的不同位置设计不同的温度控制目标,实现对螺栓坯料300的温度过渡段分段调节、逐级降温的目的,避免了由于金属温度快速传导造成的螺栓加热端温度过度流失问题。这种调节方式更符合螺栓
坯料300轴向温度实际分布情况,温度调节更迅速、更精准,对于提高加工效率与加工质量有较大帮助。在其他实施例中,根据螺栓坯料300的长度、材质、螺栓加工要求等不同情况,可以增加或减少第一冷却半环131的数量。
45.为了使螺栓坯料300每一段的周向温度更均匀,第二半圆筒140沿轴向分隔为多个第二冷却半环141,多个第二冷却半环141与多个第一冷却半环131一一对应,冷却管道组件120还包括多条第二冷却管122,每一第二冷却半环141内具有一第二冷却管122,相互对应的第一冷却管121和第二冷却管122并联于同一快切阀210。通过第二冷却半环141与第一冷却半环131相互配合,从而使螺栓坯料300的外周面同时降温,降温速度更快,螺栓坯料300的周向的组织性能一致性较好。
46.本实施例中,冷却系统200还包括水箱220、水泵230、进水管240、出水管250,进水管240的一端、出水管250的一端连接于水箱220,进水管240的另一端通过水泵230连接于多个快切阀210,出水管250的另一端连接于第一冷却管121和第二冷却管122的出水口。
47.第一半圆筒130和第二半圆筒140相同轴向位置的第一冷却半环131和第二冷却半环141内的第一冷却管121和第二冷却管122相并联,冷却液由同一个快切阀210控制。以图4中最左侧的第一冷却半环131和第二冷却半环141为例:当打开最左侧的快切阀210时,第一冷却半环131和第二冷却半环141内部的第一冷却管121和第二冷却管122同时进入冷却液,开始强化冷却。当关闭快切阀210时,第一冷却管121和第二冷却管122停止进入冷却液,强化冷却工作停止。其余三组第一冷却半环131和第二冷却半环141的工作原理亦相同。
48.4组第一冷却半环131和第二冷却半环141共用一根进水管240、出水管250,在进水管240上装有总切断阀260,用于快速切断握持部100的冷却液供给。
49.本方案中,冷却系统200还包括控制器(图中未示出),控制器与测温热电偶111、快切阀210、总切断阀260通信连接,测温热电偶111向控制器发送温度信号,控制器向快切阀210、总切断阀260发送工作状态控制信息。具体控制策略包括以下两种:
50.第一种:设置温度阈值来触发快切阀210的打开信号,实现温度分段闭环控制。当第i个测温热电偶111检测信号大于设定阈值θi时,快切阀210i自动打开,否则快切阀210i关闭,以此构成4个独立的温度闭环子系统。根据当前加工的金属材料的散热系数,对每一段的温度阈值θi进行规划,使4个独立的温度闭环子系统分别按照θi的设定值开展工作,构成多段式协同优化的温度控制系统。控制策略可以用式1.1表示:
[0051][0052]
其中:fi(t)表示在t时刻,第i个快切阀210的开关指令,fi(t)为1时,表示在t时刻打开第i个快切阀210,fi(t)为0时,表示在t时刻关闭第i个快切阀210;ti(t)表示在t时刻,第i个测温热电偶的测量温度;θi为第i个冷却段的温度阈值。
[0053]
第二种:采用脉冲宽度调制(pulse width modulation,pwm)方式。通过占空比p与温度的函数关系调节冷却液流量,实现每个冷却段的温度闭环控制。根据当前加工的金属材料的散热系数,对每一段的预期温度μi进行规划,使4个独立的温度闭环子系统分别按照μi的设定值开展工作,构成多段式协同优化的温度控制系统。设快切阀210动作频率固定为f,则控制策略可以用式1.2和1.3表示:
[0054][0055][0056]
其中,k为占空比调节系数;li(t)表示在t时刻,第i个快切阀210的运行脉宽;ti(t)表示在t时刻,第i个测温热电偶的测量温度;gi(t)表示第i个快切阀210运行占空比与温度的关系;μi为第i个冷却段的预期温度。
[0057]
通过以上介绍的握持部100结构设计、冷却系统200设计,本实用新型提出的螺栓红冲上料握持控温装置,可以实现在机械手抓取过程中,对螺栓坯料300进行分段闭环温度控制,通过调节坯料温度过渡段的温度,增加金属强度,减少螺杆形变,从而提升冲压成型后的螺杆材料质量。
[0058]
虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。