一种抗压缩耐磨止滑EVA发泡鞋底及其制备方法与流程
- 国知局
- 2024-07-12 10:48:37
本发明涉及eva鞋底,具体地说是一种抗压缩耐磨止滑eva发泡鞋底及其制备方法。
背景技术:
1、eva鞋底是指使用eva材料制成的鞋底。eva鞋底的回弹性和抗张力高,韧性高,具有良好的防震、缓冲性能,保温防寒及低温性能优异,可耐严寒,密闭泡孔,隔音效果好,密闭泡孔结构、不吸水、防潮、耐水性能良好,耐海水、油脂、酸、碱等化学品腐蚀,抗菌、无毒、无味、无污染。现有的eva鞋底大多是单一结构,所使用的材料在舒适度和耐久性能之间难以平衡。
技术实现思路
1、为了解决背景技术中提出的不足,本发明的目的在于提供一种抗压缩耐磨止滑eva发泡鞋底及其制备方法,其将鞋底分为上下两层,分别是eva上底和eva下底,其中eva上底的回弹性能和抗压缩性能均强于eva下底,eva上底的耐磨性能弱于eva下底,eva上底能够提升穿着的舒适度,eva下底能够提升鞋底的耐磨性能,延长鞋底的使用寿命,与传统的单一结构eva发泡鞋底相比,本发明的鞋底性能更加均衡。
2、为了实现上述目的,本发明采用的具体方案为:
3、一种抗压缩耐磨止滑eva发泡鞋底,包括固定连接的eva上底和eva下底,所述eva上底的回弹性能和抗压缩性能分别强于所述eva下底的回弹性能和抗压缩性能,所述eva上底的耐磨性能弱于所述eva下底的耐磨性能。
4、优选的,所述eva上底的周侧壁上开设有多个限位槽,所述eva下底固定连接有多个对应伸入到所述限位槽中的限位条。
5、优选的,所述eva下底包括相互垂直的接触部和保护部,所述接触部贴合在所述eva上底的下表面,所述保护部围绕在所述eva上底的周侧,所述限位条固定设置在所述保护部上。
6、优选的,所述eva上底的下表面一体连接有多个凸条,所述eva下底的上表面开设有多个与所述凸条对应的凹槽。
7、优选的,所述eva上底由第一eva材料制成,所述eva下底由第二eva材料制成,所述第一eva材料的回弹性能和抗压缩性能分别强于所述第二eva材料的回弹性能和抗压缩性能,所述第一eva材料的耐磨性能弱于所述第二eva材料的耐磨性能。
8、本发明还提供一种抗压缩耐磨止滑eva发泡鞋底的制备方法,包括如下步骤:
9、s1:分别制备所述eva上底和所述eva下底;
10、s2:将所述eva上底和所述eva下底固定连接。
11、优选的,步骤s1中,利用第一eva材料制备所述eva上底,所述第一eva材料包括如下重量份的组分:
12、乙烯-醋酸乙烯酯共聚物40-50份、聚烯烃热塑性弹性体20-30份、三元乙丙橡胶7-13份、氯化聚乙烯6-9份、偶氮二甲酰胺2-3份、交联剂1.2-2份、硬脂酸镁2-3份、道康宁dc-18耐磨剂2-3份和滑石粉3-7份;其中,交联剂由二叔丁基过氧化异丙基苯和三烯丙基异氰脲酸酯按质量比1:(0.1-0.2)的比例组成;
13、利用第二eva材料制备所述eva下底,所述第二eva材料包括如下重量份的组分:
14、乙烯-醋酸乙烯酯共聚物18-50份、聚酯弹性体11-25份、无规共聚聚苯乙烯类热塑性弹性体11-20份、聚烯烃热塑性弹性体8-15份、改性混炼型硅橡胶8-16份、多官能团交联剂0.2-1份、硬脂酸锌0.4-0.6份、三烯丙基异氰脲酸酯0.1-0.3份、偶氮二甲酰胺2-4份和ag209耐磨剂3-5份;其中,多官能团交联剂为异丁烯-马来酸酐共聚物。
15、优选的,步骤s1中,所述第一eva材料的制备方法包括如下步骤:
16、s111:将乙烯-醋酸乙烯酯共聚物、聚烯烃热塑性弹性体和三元乙丙橡胶放入到密炼机中进行第一次密炼,密炼时间为7-10分钟;
17、s112:将氯化聚乙烯、硬脂酸镁、道康宁dc-18耐磨剂和滑石粉补充加入到密炼机中进行第二次密炼,密炼时间为8-12分钟;
18、s113:阶梯式地调整密炼机的密炼温度,依次达到88℃、95℃、105℃和115℃,并且在88℃与95℃之间、95℃与105℃之间以及105℃和115℃之间均密炼5-10分钟,得到第一基础料;
19、s114:将密炼后得到的第一基础料和偶氮二甲酰胺以及交联剂混合至双辊开炼机上混炼,得到第一eva材料。
20、优选的,步骤s1中,所述第二eva材料的制备方法包括如下步骤:
21、s121:将乙烯-醋酸乙烯酯共聚物、聚酯弹性体和多官能团交联剂进行第一次混炼,得到第二基础料,混炼的温度为110-140℃,第一次混炼时间为10-20分钟;
22、s122:将重量份为13-15份的混炼型硅橡胶中加入重量份为3-5份的气相二氧化硅和0.5-1份的硼烷偶联剂通过混炼得到改性混炼型硅橡胶;
23、s123:将无规共聚聚苯乙烯类热塑性弹性体、聚烯烃热塑性弹性体、硬脂酸锌、三烯丙基异氰脲酸酯、偶氮二甲酰胺和ag209耐磨剂进行第二次混炼,第二次混炼温度设置为110-125℃,第二次混炼时间为10-15分钟;
24、s124:将第二基础料、改性混炼型硅橡胶和s123所得的物料加入到双辊开炼机上进行第三次混炼,得到第二eva材料。
25、优选的,步骤s2中,所述eva上底和所述eva下底插接连接并且粘接固定。
26、本发明具有以下有益效果:本发明的鞋底分为上下两层,分别是eva上底和eva下底,其中eva上底的回弹性能和抗压缩性能均强于eva下底,eva上底的耐磨性能弱于eva下底,eva上底能够提升穿着的舒适度,eva下底能够提升鞋底的耐磨性能,延长鞋底的使用寿命,与传统的单一结构eva发泡鞋底相比,本发明的鞋底性能更加均衡;本发明的第一eva材料采用eva和三元乙丙橡胶混合为基本原料,进而通过加入聚烯烃热塑性弹性体提升第一eva材料的弹性和抗压缩性能,在保证舒适度的基础上,提升加工出的eva上底的抗变形性能;进一步的,通过合理的原料组成及份量的调整,各原料之间能够相互协同,保证加工出的eva上底底在具有高弹性的同时,还具有收缩率小、永久压缩形变小的优点;本发明的第二eva材料在第二eva材料中,聚酯弹性体用于提升整体的弹性和已加工型,并且聚酯弹性体还具有良好的抗冲击性能和耐撕裂性能,从而提升第二eva材料整体的抗压缩性能;无规共聚聚苯乙烯类热塑性弹性体和聚烯烃热塑性弹性体用于使复合发泡材料尽可能多的形成闭孔,从而使第二eva材料整体具有更好的支撑性能;混炼型硅橡胶具有良好的抗压缩性能,从而提升第二eva材料整体的抗压缩性能。
技术特征:1.一种抗压缩耐磨止滑eva发泡鞋底,其特征在于,包括固定连接的eva上底(1)和eva下底(3),所述eva上底(1)的回弹性能和抗压缩性能分别强于所述eva下底(3)的回弹性能和抗压缩性能,所述eva上底(1)的耐磨性能弱于所述eva下底的耐磨性能。
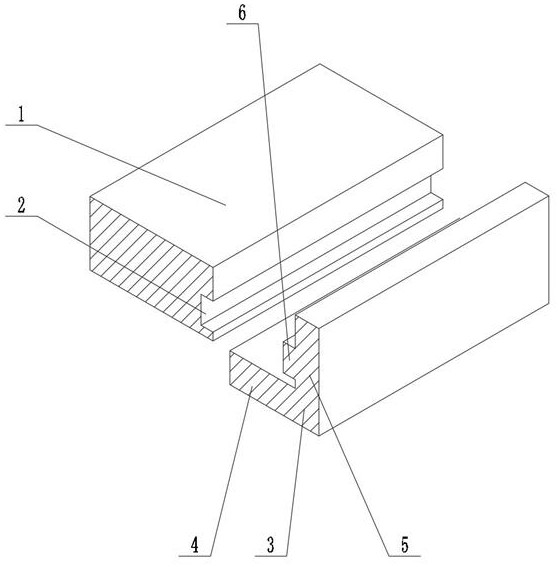
2.如权利要求1所述的抗压缩耐磨止滑eva发泡鞋底,其特征在于,所述eva上底(1)的周侧壁上开设有多个限位槽(2),所述eva下底(3)固定连接有多个对应伸入到所述限位槽(2)中的限位条(6)。
3.如权利要求2所述的抗压缩耐磨止滑eva发泡鞋底,其特征在于,所述eva下底(3)包括相互垂直的接触部(4)和保护部(5),所述接触部(4)贴合在所述eva上底(1)的下表面,所述保护部(5)围绕在所述eva上底(1)的周侧,所述限位条(6)固定设置在所述保护部(5)上。
4.如权利要求1所述的抗压缩耐磨止滑eva发泡鞋底,其特征在于,所述eva上底(1)的下表面一体连接有多个凸条(7),所述eva下底(3)的上表面开设有多个与所述凸条(7)对应的凹槽(8)。
5.如权利要求1所述的抗压缩耐磨止滑eva发泡鞋底,其特征在于,所述eva上底(1)由第一eva材料制成,所述eva下底(3)由第二eva材料制成,所述第一eva材料的回弹性能和抗压缩性能分别强于所述第二eva材料的回弹性能和抗压缩性能,所述第一eva材料的耐磨性能弱于所述第二eva材料的耐磨性能。
6.一种抗压缩耐磨止滑eva发泡鞋底的制备方法,用于制备如权利要求1所述的抗压缩耐磨止滑eva发泡鞋底,其特征在于,包括如下步骤:
7.如权利要求6所述的抗压缩耐磨止滑eva发泡鞋底的制备方法,其特征在于:步骤s1中,利用第一eva材料制备所述eva上底(1),所述第一eva材料包括如下重量份的组分:
8.如权利要求7所述的抗压缩耐磨止滑eva发泡鞋底的制备方法,其特征在于:步骤s1中,所述第一eva材料的制备方法包括如下步骤:
9.如权利要求7所述的抗压缩耐磨止滑eva发泡鞋底的制备方法,其特征在于:步骤s1中,所述第二eva材料的制备方法包括如下步骤:
10.如权利要求6所述的抗压缩耐磨止滑eva发泡鞋底的制备方法,其特征在于:步骤s2中,所述eva上底(1)和所述eva下底(3)插接连接并且粘接固定。
技术总结本发明属于EVA鞋底技术领域,具体涉及一种抗压缩耐磨止滑EVA发泡鞋底及其制备方法,鞋底包括固定连接的EVA上底和EVA下底,所述EVA上底的回弹性能和抗压缩性能分别强于所述EVA下底的回弹性能和抗压缩性能,所述EVA上底的耐磨性能弱于所述EVA下底的耐磨性能。本发明将鞋底分为上下两层,分别是EVA上底和EVA下底,其中EVA上底的回弹性能和抗压缩性能均强于EVA下底,EVA上底的耐磨性能弱于EVA下底,EVA上底能够提升穿着的舒适度,EVA下底能够提升鞋底的耐磨性能,延长鞋底的使用寿命,与传统的单一结构EVA发泡鞋底相比,本发明的鞋底性能更加均衡。技术研发人员:蔡志杰,林鸿飞受保护的技术使用者:晋江市石达塑胶精细有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240614/89221.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表