一种烟用滤棒的搭口工艺及其应用的制作方法
- 国知局
- 2024-07-12 11:32:37
本发明属于香烟制造,具体涉及一种烟用滤棒的搭口工艺及其应用,尤其涉及一种质量稳定的烟用滤棒的搭口工艺及其应用。
背景技术:
1、目前烟用滤棒的搭口工艺主要有3种:(1)热熔胶单搭口工艺(仅使用热熔胶作为搭口胶),使用此搭口工艺生产的烟用滤棒经过4个月贮存,热熔胶逐渐失效,烟用滤棒将会发生“爆口”质量缺陷;(2)乳胶单搭口工艺(仅使用乳胶作为搭口胶线),使用此搭口工艺生产烟用滤棒时,需要给滤条施加较高的温度和较长时间烘干乳胶,导致烟用滤棒生产车速较低,最高仅能到达180m/min;(3)双搭口工艺(一道热熔与一道乳胶并排,热熔胶在搭口外侧、乳胶在搭口内侧,均起到粘接滤棒搭口的作用),使用此搭口工艺生产的烟用滤棒可以在6个月的贮存期内不发生“爆口”质量缺陷,同时生产车速可以达到(300-600)m/min,但在4个月贮存后,外侧的热熔胶粘接功能逐渐失效,滤棒会发生“翘边”的质量缺陷。
2、因此,如何提供一种稳定性好、能够在长时间存放下不发生“爆口”和“翘边”等情况的烟用滤棒,成为了亟待解决的问题。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种烟用滤棒的搭口工艺及其应用,尤其提供一种质量稳定的烟用滤棒的搭口工艺及其应用。本发明提供的搭口工艺可以保证滤棒在300-600m/min的速率进行生产,并且生产得到的烟用滤棒在至少12个月内不会发生“爆口”和“翘边”等质量缺陷,有效提高了滤棒的贮存期。
2、为达到此发明目的,本发明采用以下技术方案:
3、一方面,本发明提供了一种烟用滤棒的搭口工艺,所述搭口工艺包括以下步骤:
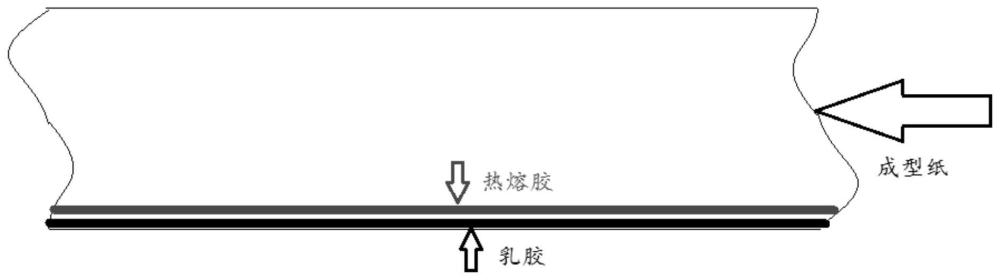
4、在滤棒成型纸边缘处分别施加一道乳胶和一道热熔胶,所述乳胶的胶线与热熔胶的胶线并排,且乳胶的胶线位于外侧,热熔胶的胶线位于内侧,之后沿胶线垂直方向卷起所述滤棒成型纸,并进行粘合成型、冷却,即完成所述搭口工艺。
5、上述工艺使用两道胶线作为烟用滤棒的搭口胶黏剂,其中内侧热熔胶可以保证烟用滤棒在300-600m/min生产车速下快速粘合搭口,外侧乳胶可以使烟用滤棒的搭口在12个月内依然粘合牢固,避免出现“爆口”和“翘边”等质量缺陷,有效提高了烟用滤棒贮存期。
6、本发明的方法适用于使用普通成型纸、高透成型纸、防油成型纸等生产的烟用滤棒。
7、优选地,所述乳胶的胶线与滤棒成型纸边缘的距离为0.4-0.6mm,例如0.4mm、0.45mm、0.5mm、0.55mm或0.6mm等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
8、优选地,所述热熔胶的胶线与滤棒成型纸边缘的距离为1.8-2.2mm,例如1.8mm、1.85mm、1.9mm、1.95mm、2.0mm、2.05mm、2.1mm、2.15mm或2.2mm等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
9、优选地,所述乳胶的施胶量为1.8-2.2g/(100m/min),例如1.8g/(100m/min)、1.85g/(100m/min)、1.9g/(100m/min)、1.95g/(100m/min)、2g/(100m/min)、2.05g/(100m/min)、2.1g/(100m/min)、2.15g/(100m/min)或2.2g/(100m/min)等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
10、优选地,所述热熔胶的施胶量为2.3-2.7g/(100m/min),例如2.3g/(100m/min)、2.35g/(100m/min)、2.4g/(100m/min)、2.45g/(100m/min)、2.5g/(100m/min)、2.55g/(100m/min)、2.6g/(100m/min)、2.65g/(100m/min)或2.7g/(100m/min)等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
11、优选地,所述乳胶和热熔胶采用胶嘴进行施胶。
12、优选地,所述用于乳胶施胶的胶嘴和用于热熔胶施胶的胶嘴的内径宽度独立地为0.75-1.25mm,例如0.75mm、0.8mm、0.85mm、0.9mm、0.95mm、1mm、1.05mm、1.1mm、1.15mm、1.2mm或1.25mm等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
13、优选地,所述粘合成型的温度为125-280℃,例如125℃、135℃、145℃、155℃、165℃、175℃、185℃、195℃、205℃、215℃、225℃、235℃、245℃、255℃、265℃、275℃或280℃等,但不限于以上所列举的数值,上述数值范围内其他未列举的数值同样适用。
14、优选地,所述冷却的温度低于15℃。
15、上述特定参数控制能够有效提高滤棒的剥离强度,避免“爆口”、“翘边”等质量缺陷。
16、另一方面,本发明还提供了如上所述的烟用滤棒的搭口工艺在烟用滤棒制备中的应用。
17、相对于现有技术,本发明具有以下有益效果:
18、本发明提供了一种烟用滤棒的搭口工艺,通过使用两道胶线作为烟用滤棒的搭口胶黏剂,其中内侧热熔胶可以保证烟用滤棒在300-600m/min生产车速下快速粘合搭口,外侧乳胶可以使烟用滤棒的搭口在12个月内依然粘合牢固,避免出现“爆口”和“翘边”等质量缺陷,有效提高了烟用滤棒贮存期;并通过特定参数控制能够有效提高滤棒的剥离强度,避免“爆口”、“翘边”等质量缺陷。
技术特征:1.一种烟用滤棒的搭口工艺,其特征在于,所述搭口工艺包括以下步骤:
2.根据权利要求1所述的烟用滤棒的搭口工艺,其特征在于,所述乳胶的胶线与滤棒成型纸边缘的距离为0.4-0.6mm。
3.根据权利要求1或2所述的烟用滤棒的搭口工艺,其特征在于,所述热熔胶的胶线与滤棒成型纸边缘的距离为1.8-2.2mm。
4.根据权利要求1-3中任一项所述的烟用滤棒的搭口工艺,其特征在于,所述乳胶的施胶量为1.8-2.2g/(100m/min)。
5.根据权利要求1-4中任一项所述的烟用滤棒的搭口工艺,其特征在于,所述热熔胶的施胶量为2.3-2.7g/(100m/min)。
6.根据权利要求1-5中任一项所述的烟用滤棒的搭口工艺,其特征在于,所述乳胶和热熔胶采用胶嘴进行施胶。
7.根据权利要求6所述的烟用滤棒的搭口工艺,其特征在于,所述用于乳胶施胶的胶嘴和用于热熔胶施胶的胶嘴的内径宽度独立地为0.75-1.25mm。
8.根据权利要求1-7中任一项所述的烟用滤棒的搭口工艺,其特征在于,所述粘合成型的温度为125-280℃。
9.根据权利要求1-8中任一项所述的烟用滤棒的搭口工艺,其特征在于,所述冷却的温度低于15℃。
10.一种根据权利要求1-9中任一项所述的烟用滤棒的搭口工艺在烟用滤棒制备中的应用。
技术总结本发明提供了一种烟用滤棒的搭口工艺及其应用,所述搭口工艺包括以下步骤:在滤棒成型纸边缘处分别施加一道乳胶和一道热熔胶,所述乳胶的胶线与热熔胶的胶线并排,且乳胶的胶线位于外侧,热熔胶的胶线位于内侧,之后沿胶线垂直方向卷起所述滤棒成型纸,并进行粘合成型、冷却,即完成所述搭口工艺。本发明提供的搭口工艺可以保证滤棒在300‑600m/min的速率进行生产,并且生产得到的烟用滤棒在至少12个月内不会发生“爆口”和“翘边”等质量缺陷,有效提高了滤棒的贮存期。技术研发人员:徐兴华,田亮亮,朱美霞,蒋文轩,娄中玉,朱鲜艳受保护的技术使用者:南通烟滤嘴有限责任公司技术研发日:技术公布日:2024/2/8本文地址:https://www.jishuxx.com/zhuanli/20240614/93527.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。