多规格卷烟的喇叭嘴支座校准母体、校准套及校准量棒的制作方法
- 国知局
- 2024-07-12 11:38:29
本技术涉及卷烟设备,尤其涉及多规格卷烟的喇叭嘴支座校准母体、校准套及校准量棒。
背景技术:
1、yj17卷制成型机的卷烟切割系统是卷烟设备中极重要的装置,卷烟切割系统中的重要部件喇叭嘴机构,其作用是为烟条切割提供必要的支撑,将连续的烟条切割成等长的双倍长卷烟。
2、为了确保喇叭嘴机构的正常运行,需要定期对喇叭嘴机构进行维护、检修,检查振动片是否断裂,检查曲柄连杆组件的磨损情况,当振动片断裂、曲柄连杆组件磨损时都需要将喇叭嘴支座进行拆除以更换相应损坏部件,更换完成后再次将喇叭嘴支座与曲柄连杆组件连接,而此时喇叭嘴支座的高低、水平位置需要进行重新调整,以使得喇叭嘴的内孔的轴线与烟条的轴线重合,以此确保连续的烟条能够顺利通过喇叭嘴的内孔且被旋转刀盘上的刀片切割为符合工艺要求的双倍长卷烟,若不对喇叭嘴支座的高低、水平位置进行调整,会出现烟条难以顺畅进入喇叭嘴的内孔的现象,不仅需要反复停机打条,还造成了原辅材料的浪费,增加了操作人员的工作量,若喇叭嘴支座的高低、水平位置调整不当,顺畅进入喇叭嘴的内孔的烟条极易产生卷烟端面切口不齐、歪斜卷烟等质量缺陷,同样造成原辅材料的浪费,因此,只有将喇叭嘴支座的高低、水平位置调整至最佳位置,才能够保证连续的烟条顺利通过喇叭嘴的内孔并被切割为符合要求的双倍长卷烟。
3、现有的校准喇叭嘴支座位置的方法,是使用烟支直径量棒放在传烟导轨的双倍长烟支处,来校准调整喇叭嘴支座的同轴度及水平度,但是喇叭嘴的内孔为椭圆型孔,其与烟支直径量棒不匹配,为了使烟条在切割时喇叭嘴对烟条有更好的支撑作用,就需要反复装配、测量,反复调整,不仅难度大,精准度差,还费时费力。
技术实现思路
1、鉴于此,本实用新型提供了多规格卷烟的喇叭嘴支座校准母体、校准套及校准量棒,其能够解决现有技术与喇叭嘴的内孔不匹配而使得进行喇叭嘴支座位置校准调整难度大,精准度差,还费时费力的技术问题,其还能够针对不同粗细规格的卷烟采用与其规格对应的量具进行喇叭嘴支座位置的精确校准,实现一套校准工装适配多种规格卷烟的喇叭嘴支座位置校准调整的目的,本实用新型还提供一种能够应用于替换式喇叭嘴支座校准工装的使用方法。
2、为解决上述技术问题,本实用新型采用的技术方案为:
3、多规格卷烟的喇叭嘴支座校准母体、校准套及校准量棒,其包括工装支架及置于其上的校准母体、校准套和校准量棒,
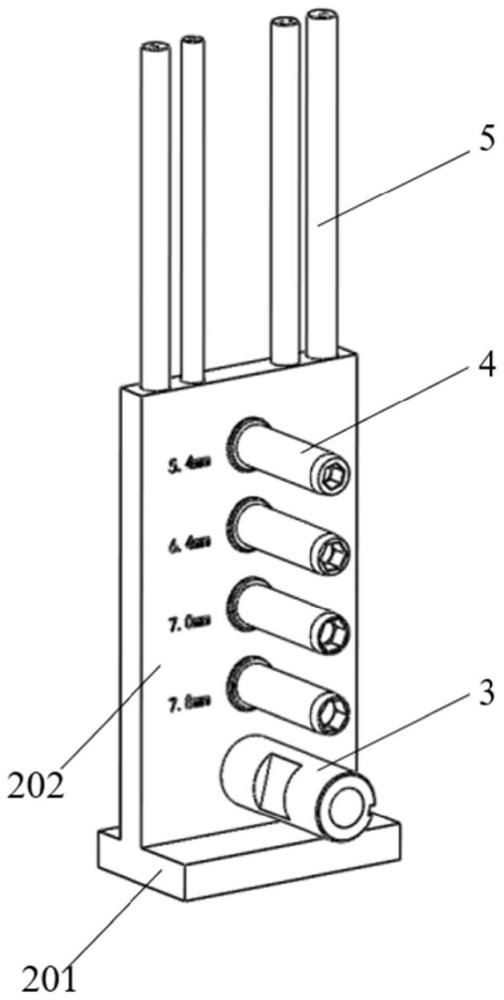
4、所述工装支架具有承载校准母体、校准套和校准量棒的作用,所述工装支架包括底座及设置于其上端面的竖向立板,所述底座的底表面设置有网状防滑层,所述立板的侧面开设有若干个孔径不同的具有内螺纹的盲孔,利用盲孔放置校准套,所述立板的侧面下部设置有具有外螺纹的螺纹柱,利用螺纹柱放置校准母体,所述立板的上端面开设有若干个孔径不同的深孔,利用深孔放置校准量棒;
5、所述校准母体为圆柱体结构,其内部沿着圆柱体结构的轴向贯穿设置有内孔,内孔的一端设置为与螺纹柱的外螺纹相适配的内螺纹段,所述校准母体的外侧面开设有轴向贯通的定位凹槽,所述校准母体的外侧面还开设有与定位凹槽对向设置的开口槽;
6、所述校准套的内部贯穿设置有校准孔,所述校准套的一端设置为能够分别与盲孔的内螺纹和校准母体的内螺纹段相适配的外螺纹段,所述校准套的另一端设置为与校准母体的内孔相适配的圆柱段,通过校准母体的内螺纹段与校准单元的外螺纹段的螺纹配合,能够将所选取的相应规格尺寸的校准套旋入校准母体的内部,所述校准套包括若干个校准单元;
7、所述校准量棒与校准套的校准孔相适配,其能够贯穿校准套的校准孔并在校准孔内移动过,所述校准量棒包括若干个横截面直径大小不一的量棒单元;
8、所述校准母体的外侧面、校准套的圆柱段外侧面均设置有防锈涂层。
9、进一步地,所述网状防滑层能够增加底座与工装支架放置平面的摩擦力,防止桌面倾斜使得工装支架倾倒。
10、进一步地,所述立板焊接于底座的上表面,其处于底座上表面的三分之一处。
11、进一步地,所述盲孔的数量设置有四个,其以从上至下孔径逐渐递增的形式排布于立板的侧面,每个盲孔的侧边均标注有与放置于对应盲孔中的校准套尺寸相对应的数值。
12、进一步地,所述螺纹柱位于盲孔的下方,其在立板的侧面向着水平方向延伸处一段距离。
13、进一步地,所述深孔沿着立板的直立方向开设,所述深孔的数量开设有四个,以盲孔的排布方向为中线,分别在立板上端面的左、右两端各设置两个。
14、进一步地,所述校准母体的外径尺寸依据喇叭嘴的最大外圆直径和喇叭嘴支座的配合孔的孔径而设置,校准母体能够与喇叭嘴支座的配合孔相适配。
15、进一步地,所述内螺纹段是由校准母体的内孔左端向其右端延伸一段距离,所述内螺纹段的右端设置有定位导槽,定位导槽的表面为光滑面。
16、进一步地,所述定位凹槽的轴向中线与校准母体的中心轴线平行,所述定位凹槽的宽度为3mm,定位凹槽的底面到校准母体的中心轴线的距离为7.5mm。
17、进一步地,所述开口槽位于校准母体的外侧面中心部位,所述开口槽的底面为平面,开口槽的底面径向中线与定位凹槽的轴向中线相互垂直。
18、进一步地,所述校准套的长度与校准母体的长度相等,所述校准套的圆柱段的外径与校准母体的内孔直径相等。
19、进一步地,所述校准套包括若干个规格尺寸不同的校准单元,不同规格尺寸的校准单元的区别在于校准单元上开设的校准孔的孔径均不同,校准单元的校准孔的孔径根据相应的卷烟圆周规格尺寸设置。
20、进一步地,所述校准单元设置有四种规格尺寸,四种规格尺寸的校准单元的校准孔的孔径尺寸依次为7.8mm、7.0mm、6.4mm和5.4mm。
21、进一步地,所述校准套的圆柱段远离外螺纹段的一端的外侧面设置有0.5×3mm的倒角,该设置方式便于为校准套的外螺纹段旋进校准母体时提供导向作用,所述校准套的圆柱段远离外螺纹段的一端的校准孔内设置有内六角槽,用于内六角扳手将校准套从校准母体的内部旋进或旋出。
22、进一步地,所述量棒单元的横截面直径根据相应的卷烟圆周规格尺寸设置,所述量棒单元设置有四种规格尺寸,四种规格尺寸的量棒单元横截面直径尺寸依次为7.8mm、7.0mm、6.4mm和5.4mm。
23、进一步地,所述校准套的外螺纹段远离圆柱段的一端的校准孔的边缘不能设置为倒角,与校准套配合使用的校准量棒的前、后两端均不能设置倒角,其目的在于,能够清晰的从校准量棒与校准套平齐的端面观察到校准量棒在校准孔内是否发生偏移,防止了校准量棒与校准套配合使用时出现误差,导致喇叭嘴支座位置调整精度不足,最终影响卷烟刀口切割质量的情况发生。
24、多规格卷烟的喇叭嘴支座校准母体、校准套及校准量棒的使用方法,具体步骤包括:
25、步骤s1:首先,将被拆下的喇叭嘴支座重新与曲柄连杆组件连接,其次,将校准母体从工装支架的螺纹柱上旋出,接着,选择与该喇叭嘴支座所在的yj17卷制成型机所切割的烟条圆周规格相应的校准套,将所述校准套从工装支架上与其规格匹配的盲孔中旋出,随后,将校准套的圆柱段由校准母体的内螺纹段向校准母体的内孔中旋入,直至校准套的外螺纹段与校准母体的内螺纹段接触并螺纹配合,再使用内六角扳手通过校准套的圆柱段远离外螺纹段的一端的校准孔内设置的内六角槽,将校准套锁定在校准母体的内部形成校准组件,以实现校准母体与校准套组装使用的目的,最后选取与校准套的校准孔同尺寸规格的校准量棒,并开始对该喇叭嘴支座的高低、水平位置进行校准调整;
26、步骤s2:拆下步骤s1中喇叭嘴支座的配合孔内的喇叭嘴,将步骤1中的校准组件即校准母体和校准套组装完成的工件放置于喇叭嘴支座的配合孔内,此时,校准母体的内螺纹段和校准套的外螺纹段均朝向烟条进入喇叭嘴时的方向,校准母体外侧面设置的定位凹槽与喇叭嘴支座内的圆柱销对准,校准母体外侧面设置的开口槽处于朝向yj17卷制成型机的旋转刀盘的方向,其能够避开旋转刀盘上的刀片夹,防止校准母体与刀片夹发生碰撞而损坏刀片夹,随后将校准组件即校准母体和校准套组装完成的工件紧固于喇叭嘴支座的配合孔内;
27、步骤s3:将步骤s1中选取的校准量棒放置于烟条进入喇叭嘴时需要经过的u型槽导轨内,转动曲柄将安装有校准组件即校准母体和校准套组装完成的工件的喇叭嘴支座移动至行程的中点,移动u型槽导轨中的校准量棒使得校准量棒的端面逐渐接近校准组件的端面,即逐渐接近校准套的外螺纹段的端面与校准母体的内螺纹段的端面所形成的环形平面,此时,校准量棒的端面与校准组件的端面接触,查看校准量棒的端面与校准套的校准孔的轴向位置关系,若校准套的校准孔相对于校准量棒的端面发生向左或向右的偏差,则需要将喇叭嘴支座向右或向左进行位置调整,松开喇叭嘴支座与连杆连接处的紧固螺钉,向该连接处添加或取出调整垫片以使得校准量棒的端面与校准套的校准孔同轴心,若校准套的校准孔相对于校准量棒的端面发生向上或向下的偏差,则需要将喇叭嘴支座向下或向上进行位置调整,松开喇叭嘴支座与连杆连接处的紧固螺钉,移动喇叭嘴支座相对于连杆的高低位置以使得校准量棒的端面与校准套的校准孔同轴心;当校准量棒能够在校准套的校准孔内顺畅的穿行时则完成喇叭嘴支座的校准调整工作,取下校准组件,重新喇叭嘴安装至喇叭嘴支座上。
28、本实用新型所述技术方案与现有技术相比,具有如下有益效果:
29、1、本实用新型具有结构设计合理,操作方便,校准调整喇叭嘴支座位置效率高及用时短等特点,本实用新型中将校准套锁定在校准母体的内部所形成校准组件替代了喇叭嘴机构中的喇叭嘴,通过与校准套适配的校准量棒的配合使用,能够快速、精确的校准并调整完成喇叭嘴支座的位置,还能够根据不同规格尺寸的卷烟进行相应的烟条与喇叭嘴的同轴度及水平度关系的精确校准,保证了烟条能够顺畅的进入喇叭嘴,并经喇叭嘴支撑后被刀片利落切下;
30、2、本实用新型通过多种规格尺寸的校准套及与校准套规格匹配的校准量棒的配合使用,能够针对不同粗细规格的卷烟采用与其规格对应的量具进行喇叭嘴支座位置的精确校准,实现一套校准工装适配多种规格卷烟的喇叭嘴支座位置校准调整的目的,提高了喇叭嘴支座的安装调整质量和精度要求,细化和规范了操作规程,提高维修工作业的一致性和标准化;
31、3、本实用新型通过设置工装支架,以实现将校准母体、校准套、校准量棒归置整齐并放置于工装支架上的目的,便于集中管理和维护;本实用新型通过不在校准套的外螺纹段远离圆柱段的一端的校准孔的边缘和与校准套配合使用的校准量棒的前、后两端的端面设置倒角,进行喇叭嘴支座位置的校准调整,不设置倒角的校准量棒的端面与无倒角的环形平面接触时,能够清晰的观察出校准套的校准孔相对于校准量棒的轴向位置偏移程度,根据轴向位置偏移程度能够更准确的调整喇叭嘴支座的位置,避免了倒角的存在使得轴向位置偏移程度被误判,导致喇叭嘴支座位置调整精度不足,最终影响卷烟刀口切割质量的情况发生;
32、本实用新型中其他有益效果将在下述具体实施方式中做进一步说明。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94149.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表