一种多孔陶瓷雾化芯及其制备方法与流程
- 国知局
- 2024-07-12 11:40:40
本发明涉及雾化芯生产,尤其是指一种多孔陶瓷雾化芯及其制备方法。
背景技术:
1、应用于雾化芯的多孔陶瓷一般在基体内涂覆电阻浆料,然后再涂覆或者印刷发热膜,进而达到内部加热的效果;但是在烧结后的陶瓷基体上涂覆或者印刷发热膜,难以保障陶瓷表面的印刷质量,同时发热膜发热时,发热膜与陶瓷基体的结合点会受到冷热交替的循环冲击,进而导致发热膜与陶瓷基体的结合点容易破损、开裂等,影响到制得的雾化芯的使用寿命和产品质量。
2、因此,研究一种陶瓷基体与发热膜结合紧密,使用时不易出现破损、开裂等问题,质量好的多孔陶瓷雾化芯是必要的。
技术实现思路
1、针对现有技术的缺点,本发明提供一种多孔陶瓷雾化芯的制备方法,将发热膜印刷于多孔陶瓷生坯基片上,然后与多孔储油层压合后共烧,使得制备得到的多孔陶瓷雾化芯中,发热膜与多孔陶瓷生坯基片结合紧密、匹配度高,发热膜与多孔陶瓷生坯基片的结合面埋入陶瓷基体内部,可以保护发热膜,减轻发热膜受热胀冷缩交替被冲击而导致断裂的风险。且此制备方法工艺简单易操作,同时还可以通过对发热膜图形的特别设计来提高雾化效率,提升雾化口感和增大雾化量,便于大规模生产。
2、本发明提供的制备方法制得的多孔陶瓷雾化芯发热膜印刷均匀一致,雾化芯阻值一致性好,使用寿命长和产品质量高。
3、具体的,本发明公开一种多孔陶瓷雾化芯的制备方法,将多孔发热层叠层于多孔储油层上方,压合后得到雾化芯生坯;将雾化芯生坯脱脂烧结,得到多孔陶瓷雾化芯;
4、所述多孔发热层由多孔陶瓷生坯基片和发热膜组成;
5、所述多孔储油层为单个多孔陶瓷生坯基片,或者多个多孔陶瓷生坯基片堆叠后压合得到。
6、优选的,所述脱脂烧结中,脱脂条件为:以0.5-2℃/min的升温速率升温至300-350℃,保温1-2h;再以2-5℃/min的升温速率升温至450-550℃,保温1-3h。
7、优选的,所述脱脂烧结中,烧结条件为:由2-5℃/min的升温速率升温至450-550℃,保温1-2h;再由5-10℃/min的升温速率升温至650-850℃,保温0.5-1.5h;再由2-5℃/min的升温速率升温至1000-1300℃,保温2-3h。
8、优选的,所述多孔陶瓷生坯基片由陶瓷浆料经陶瓷成型后得到;以质量分数计,所述陶瓷浆料中包含,
9、二氧化硅45-65%,硅酸钠0.5-4.5%,硼酸0.8-5%,碳酸钙1.5-8%,碳酸钠0.5-5%,气象二氧化硅0-6%,纳米tio2 0.2-3.5%,高岭土0.5-8.5%,滑石0.5-5.5%,造孔剂25-55%。
10、优选的,所述造孔剂为淀粉、石墨粉、碳粉、聚氨酯粉末、聚四氟乙烯粉、聚甲基丙烯酸甲酯粉末、聚碳酸酯粉末中的一种或者多种的混合物。
11、优选的,所述发热膜为钨、钼、镍铬合金、不锈钢、铂、钯中的一种或者多种的混合物。
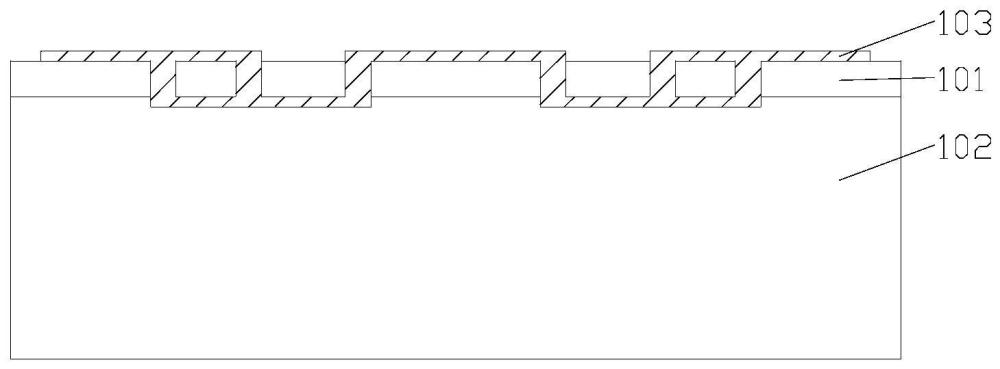
12、优选的,所述多孔发热层中,多孔陶瓷生坯基片上底面印刷有正面发热膜,下底面印刷有反面发热膜。
13、优选的,所述多孔发热层的多孔陶瓷生坯基片厚度为30-500um。
14、优选的,所述多孔陶瓷生坯基片上设置有通孔,所述正面发热膜与反面发热膜经由通孔连通;所述通孔孔径为50-400um。
15、本发明还公开上述的多孔陶瓷雾化芯的制备方法制备得到的多孔陶瓷雾化芯,所述多孔陶瓷雾化芯的孔隙率为45-65%,孔径为12-35um,强度为15-35n。
16、有益效果:
17、(1)本发明的多孔陶瓷雾化芯的制备方法,将发热膜印刷于多孔陶瓷生坯基片上,然后与多孔储油层压合后共烧,使得制备得到的多孔陶瓷雾化芯中,发热膜与多孔陶瓷生坯基片结合紧密、匹配度高,发热膜与多孔陶瓷生坯基片的结合面埋入陶瓷基体内部,可以保护发热膜,减轻发热膜受热胀冷缩交替被冲击而导致断裂的风险。且此制备方法工艺简单易操作,同时还可以通过对发热膜图形的特别设计来提高雾化效率,提升雾化口感和增大雾化量,便于大规模生产;同时保障产品质量,避免产品出现变形、开裂的情况。
18、(2)本发明的多孔陶瓷雾化芯的制备方法中,通过在多孔陶瓷生坯基片上下底面印刷发热膜,并且使上下底面的发热膜导通,从而增强雾化芯的雾化效率,能够提升雾化口感和增大雾化量。
19、(3)本发明的制备方法制得的多孔陶瓷雾化芯发热膜印刷均匀一致,雾化芯阻值一致性好,使用寿命长和产品质量高,雾化口感好,雾化量大。
技术特征:1.一种多孔陶瓷雾化芯的制备方法,其特征在于,将多孔发热层叠层于多孔储油层上方,压合后得到雾化芯生坯;将雾化芯生坯脱脂烧结,得到多孔陶瓷雾化芯;
2.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述脱脂烧结中,脱脂条件为:以0.5-2℃/min的升温速率升温至300-350℃,保温1-2h;再以2-5℃/min的升温速率升温至450-550℃,保温1-3h。
3.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述脱脂烧结中,烧结条件为:由2-5℃/min的升温速率升温至450-550℃,保温1-2h;再由5-10℃/min的升温速率升温至650-850℃,保温0.5-1.5h;再由2-5℃/min的升温速率升温至1000-1300℃,保温2-3h。
4.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述多孔陶瓷生坯基片由陶瓷浆料经陶瓷成型后得到;以质量分数计,所述陶瓷浆料中包含,
5.如权利要求4所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述造孔剂为淀粉、石墨粉、碳粉、聚氨酯粉末、聚四氟乙烯粉、聚甲基丙烯酸甲酯粉末、聚碳酸酯粉末中的一种或者多种的混合物。
6.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述发热膜为钨、钼、镍铬合金、不锈钢、铂、钯中的一种或者多种的混合物。
7.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述多孔发热层中,多孔陶瓷生坯基片上底面印刷有正面发热膜,下底面印刷有反面发热膜。
8.如权利要求7所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述多孔发热层的多孔陶瓷生坯基片厚度为30-500um。
9.如权利要求1所述的多孔陶瓷雾化芯的制备方法,其特征在于,所述多孔陶瓷生坯基片上设置有通孔,所述正面发热膜与反面发热膜经由通孔连通;所述通孔孔径为50-400um。
10.如权利要求1-9任意一项所述的多孔陶瓷雾化芯的制备方法制备得到的多孔陶瓷雾化芯,其特征在于,所述多孔陶瓷雾化芯的孔隙率为45-65%,孔径为12-35um,强度为15-35n。
技术总结本发明公开一种多孔陶瓷雾化芯及其制备方法,涉及雾化芯生产技术领域。一种多孔陶瓷雾化芯的制备方法,将多孔发热层叠层于多孔储油层上方,压合后得到雾化芯生坯;将雾化芯生坯脱脂烧结,得到多孔陶瓷雾化芯;所述多孔发热层由多孔陶瓷生坯基片和发热膜组成;所述多孔储油层为单个多孔陶瓷生坯基片,或者多个多孔陶瓷生坯基片堆叠后压合得到。本发明的制备方法将发热膜印刷于多孔陶瓷生坯基片上,然后与多孔储油层压合后共烧,使得制备得到的多孔陶瓷雾化芯中,发热膜与多孔陶瓷生坯基片结合紧密、匹配度高,且使用寿命长和产品质量高,可大规模生产。技术研发人员:丁磊,耿金峰,李俊辉,聂革,姬星星,赵贯云,赵波洋受保护的技术使用者:深圳市吉迩科技有限公司技术研发日:技术公布日:2024/3/17本文地址:https://www.jishuxx.com/zhuanli/20240614/94342.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表