用于在气溶胶供应系统中使用的制品的组件的制作方法
- 国知局
- 2024-07-12 11:44:51
本发明涉及一种用于在气溶胶供应系统中使用的制品的组件、一种用于在气溶胶供应系统中使用的制品以及一种制造用于在气溶胶供应系统中使用的制品的组件的方法。
背景技术:
1、已知的气溶胶供应系统(如香烟)通常包括过滤器,该过滤器包括至少一个部分,该部分设置为例如通过执行过滤功能来去除气溶胶的成分而改变通过其吸入的气溶胶的一些性质。
技术实现思路
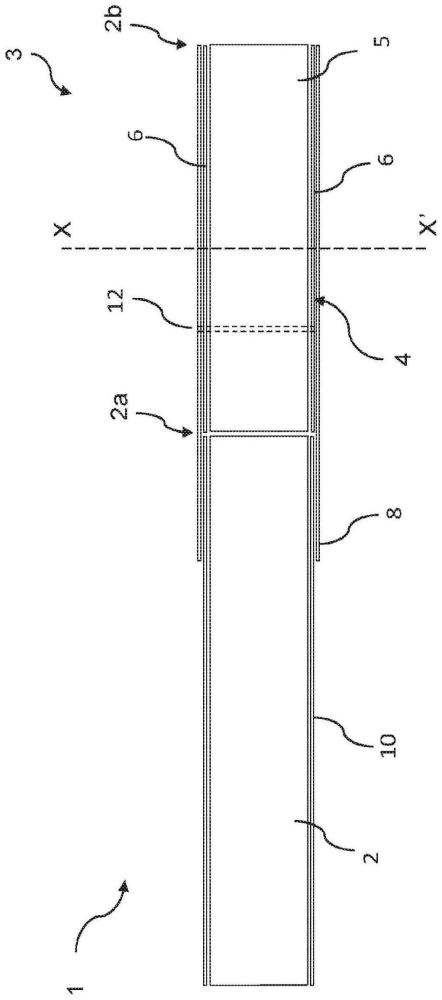
1、根据本发明的实施方式,在第一方面,提供了一种用于在气溶胶供应系统中使用的制品的组件,该组件包括材料主体,其中主体具有纵轴并且包括延伸穿过主体的一个或多个片材,所述一个或多个片材包括气溶胶改性添加剂并且具有约100mm至约350mm的总宽度。
2、一个或多个片材可以被卷曲和/或聚集以形成所述材料主体。一个或多个片材可以包括纤维素材料。一个或多个片材可以是纸片材、烟草材料片材、非烟草植物材料片材、或它们的组合。
3、一个或多个片材可以具有约20gsm至约80gsm、或约30gsm至约50gsm、或约36gsm至约45gsm、或约55gsm至约75gsm的基重(basis weight)。
4、一个或多个片材可以具有约50μm至约500μm、约50μm至约350μm、约60μm至约300μm、或约60μm至约160μm的无卷曲厚度。
5、材料主体可以具有每毫米所述主体的长度约5mg至约15mg、或每毫米所述主体的长度约8mg至约12mg、或每毫米所述主体的长度约10mg的重量。
6、材料主体可以具有约0.05gms/cm3至约0.5gms/cm3、约0.05gms/cm3至约0.35gms/cm3、约0.1gms/cm3至约0.3gms/cm3、约0.16gms/cm3至约0.25gms/cm3、或约0.2gms/cm3至约0.25gms/cm3的平均堆积密度。
7、组件可以包括围绕材料主体的包装材料。所述包装材料可以包括约30gsm至约75gsm、或约40gsm至约65gsm的基重。
8、所述气溶胶改性添加剂可以包括至少一种添加剂,该添加剂选自甘油、丙三醇、丙二醇、二乙二醇、三乙二醇、四乙二醇、1,3-丁二醇、赤藓糖醇、内赤藓糖醇、香草酸乙酯、月桂酸乙酯、辛二酸二乙酯、柠檬酸三乙酯(tec)、三醋精、二醋精混合物、苯甲酸苄酯、苯乙酸苄酯、三丁精、乙酸月桂酯、月桂酸、肉豆蔻酸、碳酸丙烯酯(propylene carbonate)、聚乙二醇(peg)、四(乙二醇)二丙烯酸酯(tegda)或烷基烯酮二聚体(alkyl ketene dimer,akd)。
9、所述气溶胶改性添加剂可占所述一个或多个片材的约7重量%至约20重量%、或约9重量%至约18重量%(基于干重测量)。
10、所述气溶胶改性添加剂可以作为在25℃下粘度为5厘泊至100厘泊的液体施加到材料的所述一个或多个片材。
11、所述一个或多个片材可以具有约120mm至约300mm的总宽度。
12、延伸穿过主体的一个或多个片材中的至少一个可以包括卷曲片材材料,该卷曲片材材料形成有卷曲图案,该卷曲图案包括一系列基本平行的脊和凹槽,其中相邻脊之间的平均间距大于约0.3mm,和/或其中所述脊和凹槽的平均深度或振幅为约0.1mm至约0.8mm。
13、所述卷曲可以使用温度大于30℃、大于40℃或大于50℃的辊表面施加。
14、所述一个或多个片材可以具有约1,000至约50,000coresta单位,或约5,000至约50,000coresta单位的渗透率。所述一个或多个片材可以具有约1,000至约10,000coresta单位,在一些实例中约2,000至约8,000coresta单位的渗透率。在其他实例中,所述一个或多个片材可以具有约5,000至约12,000coresta单位的渗透率。
15、组件可以包括在约16mm至约25mm的范围内的周长。组件可以包括约20mm至约23mm的周长。
16、组件可以包括过滤器。组件可以包括风味递送构件,该风味递送构件嵌入所述材料主体内并且在所有侧面上被所述材料主体包围。替代地或附加地,组件可以包括气溶胶改性添加剂或试剂递送构件,该递送构件嵌入所述材料主体内并在所有侧面上被所述材料主体包围。在任何一种情况下,递送构件都可以包括胶囊。
17、跨组件的闭合压降可为每毫米所述组件长度约1.5mmwg至约8.6mmwg、或每毫米所述组件长度约3mmwg至约6mmwg。
18、根据iso 1924-2:2008在一个或多个片材的纵向(机器)方向上测量的一个或多个片材的拉伸强度可以大于约10n/30mm,并且可为约20n/30mm至约100n/30mm、或约25n/30mm至约80n/30mm。根据iso1924-2:2008在一个或多个片材的纵向(机器)方向上测量的一个或多个片材的拉伸可以小于5%,例如约0.5%至约4%、或约0.9%至约2.5%。相同的拉伸强度和拉伸范围也可以适用于跨一个或多个片材宽度的横向(交叉)方向。
19、根据本发明的实施方式,在第二方面,提供了一种用于在气溶胶供应系统中使用的制品,该制品包括根据上述第一方面的组件和气溶胶产生材料杆。
20、在组件的纵向中心点处的组件的硬度可以在约60%至约95%、或约70%至约95%的范围内。
21、如本文描述,制品可以是在可燃气溶胶供应系统或不可燃气溶胶供应系统中使用的制品,或用作可燃气溶胶供应系统或不可燃气溶胶供应系统的制品。制品可以是用于烟草加热系统中使用的制品。
22、根据本发明的实施方式,在第三方面,提供了一种制造用于在气溶胶供应系统中使用的制品的组件的方法,该方法包括沿着传送路径进料一个或多个材料片材,所述一个或多个片材具有约100mm至约350mm的总宽度,在一个或多个片材沿着传送路径进料时将气溶胶改性添加剂施加到所述一个或多个片材,将所述一个或多个片材形成杆,用包装物包裹所述杆,以及切割所述杆以形成所述组件。
23、所述一个或多个片材可以具有约120mm至约300mm的总宽度。
24、所述气溶胶改性添加剂可以作为在25℃下粘度为5厘泊至100厘泊的液体施加。
25、所述方法可以包括使用温度大于30℃、大于40℃或大于50℃的辊表面卷曲一个或多个片材。
技术特征:1.一种用于在气溶胶供应系统中使用的制品的组件,所述组件包括材料主体,其中所述主体具有纵轴并且包括延伸穿过所述主体的一个或多个片材,所述一个或多个片材包括气溶胶改性添加剂并且具有约100mm至约350mm的总宽度。
2.根据权利要求1所述的组件,其中所述一个或多个片材被卷曲和/或聚集以形成所述材料主体。
3.根据权利要求1或2所述的组件,其中所述一个或多个片材包括纤维素材料。
4.根据权利要求3所述的组件,其中所述一个或多个片材是纸片材、烟草材料片材、非烟草植物材料片材、或它们的组合。
5.根据权利要求1至4中任一项所述的组件,其中所述一个或多个片材具有约20gsm至约80gsm、或约30gsm至约50gsm、或约36gsm至约45gsm、或约55gsm至约75gsm的基重。
6.根据权利要求1至5中任一项所述的组件,其中所述一个或多个片材具有约50μm至约500μm、约50μm至约350μm、约60μm至约300μm、或约60μm至约160μm的无卷曲厚度。
7.根据权利要求1至6中任一项所述的组件,其中所述材料主体具有每毫米所述主体的长度约5mg至约15mg、或每毫米所述主体的长度约8mg至约12mg、或每毫米所述主体的长度约10mg的重量。
8.根据权利要求1至7中任一项所述的组件,其中所述材料主体具有约0.05gms/cm3至约0.5gms/cm3、约0.05gms/cm3至约0.35gms/cm3、约0.1gms/cm3至约0.3gms/cm3、约0.16gms/cm3至约0.25gms/cm3、或约0.2gms/cm3至约0.25gms/cm3的平均堆积密度。
9.根据权利要求1至8中任一项所述的组件,所述组件包括围绕所述材料主体的包装材料。
10.根据权利要求9所述的组件,其中所述包装材料包括约30gsm至约75gsm、或约40gsm至约65gsm的基重。
11.根据权利要求1至10中任一项所述的组件,其中所述气溶胶改性添加剂包括至少一种选自以下项的添加剂:甘油、丙三醇、丙二醇、二乙二醇、三乙二醇、四乙二醇、1,3-丁二醇、赤藓糖醇、内赤藓糖醇、香草酸乙酯、月桂酸乙酯、辛二酸二乙酯、柠檬酸三乙酯(tec)、三醋精、二醋精混合物、苯甲酸苄酯、苯乙酸苄酯、三丁精、乙酸月桂酯、月桂酸、肉豆蔻酸、碳酸丙烯酯、聚乙二醇(peg)、四(乙二醇)二丙烯酸酯(tegda)或烷基烯酮二聚体(akd)。
12.根据权利要求1至12中任一项所述的组件,其中所述气溶胶改性添加剂占基于干重测量的所述一个或多个片材的约7重量%至约20重量%、或约9重量%至约18重量%。
13.根据权利要求1至12中任一项所述的组件,其中所述气溶胶改性添加剂作为在25℃下具有5厘泊至100厘泊的粘度的液体被施加到一个或多个材料片材。
14.根据权利要求1至13中任一项所述的组件,其中所述一个或多个片材具有约120mm至约300mm的总宽度。
15.根据权利要求1至14中任一项所述的组件,其中延伸穿过所述主体的所述一个或多个片材的至少一个包括卷曲片材材料,所述卷曲片材材料形成有卷曲图案,所述卷曲图案包括一系列基本平行的脊和凹槽,其中相邻脊之间的平均间距大于约0.3mm,和/或其中所述脊和凹槽的平均深度或振幅为约0.1mm至约0.8mm。
16.根据权利要求2或15所述的组件,其中卷曲使用具有大于30℃、大于40℃或大于50℃的温度的辊表面施加。
17.根据权利要求1至16中任一项所述的组件,其中所述一个或多个片材具有约1,000至约50,000coresta单位、或约5,000至约50,000coresta单位的渗透率。
18.根据权利要求1至17中任一项所述的组件,其中所述组件包括在约16mm至约25mm的范围内的周长。
19.根据权利要求1至18中任一项所述的组件,其中所述组件包括过滤器。
20.根据权利要求1至19中任一项所述的组件,所述组件包括嵌入所述材料主体内并且在所有侧面上被所述材料主体包围的风味递送构件。
21.根据权利要求1至20中任一项所述的组件,其中跨所述组件的闭合压降为每毫米所述组件的长度约1.5mmwg至约8.6mmwg、或每毫米所述组件的长度约3mmwg至约6mmwg。
22.一种用于在气溶胶供应系统中使用的制品,所述制品包括根据权利要求1至21中任一项所述的组件和气溶胶产生材料的杆。
23.根据权利要求22所述的制品,其中在所述组件的纵向中心点处的所述组件的硬度在约60%至约95%、或约70%至约95%的范围内。
24.一种用于制造在气溶胶供应系统中使用的制品的组件的方法,所述方法包括:
25.根据权利要求24所述的方法,其中所述一个或多个片材具有约120mm至约300mm的总宽度。
26.根据权利要求24或25所述的方法,其中所述气溶胶改性添加剂作为在25℃下具有5厘泊至100厘泊的粘度的液体施加。
27.根据权利要求24、25或26所述的方法,包括使用具有大于30℃、大于40℃或大于50℃的温度的辊表面卷曲所述一个或多个片材。
技术总结用于在气溶胶供应系统中使用的制品的组件包括材料主体,其中该主体具有纵轴并且包括延伸穿过主体的一个或多个片材,所述一个或多个片材包括气溶胶改性添加剂并且具有约100mm至约350mm的总宽度。还提供了一种制品和制造方法。技术研发人员:威廉姆·屈斯特,彼得·万,戴维·斯彭德洛夫,黛娜·温特,罗西尔·杜尔曼,马修·赫斯福德受保护的技术使用者:英美烟草出口有限公司技术研发日:技术公布日:2024/3/31本文地址:https://www.jishuxx.com/zhuanli/20240614/94789.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表