一种卷烟滤棒及其制备方法与流程
- 国知局
- 2024-07-12 11:48:19
本发明属于卷烟领域,涉及卷烟滤棒及其制备方法。
背景技术:
1、随着社会的发展,烟民对自身健康愈发关注,市场对卷烟滤棒的要求也越来越高。卷烟滤棒作为降低烟气中焦油、尼古丁等有害成分的主体部分,起着过滤烟雾、提升口感的重要作用。近年来,随着消费升级和人们健康意识的增强,新型烟草制品(加热不燃烧卷烟)在国内外市场引起广泛关注。抽吸时,其烟丝处于非燃烧状态,主要通过加热(约400℃)挥发释放尼古丁及香味物质来满足吸烟者的需求,烟气量少且烟气温度高(前三口最高温超过60℃),因此,对相应的滤棒提出了低烟气截留、低吸阻和改善降温的需求。采用传统的醋纤或丙纤丝束滤棒,其沿轴向排列的成千上万根纤维形成的复杂网络结构,会导致吸阻较大,烟气拦截过滤效果明显,影响吸烟者的体验。因此,亟需开发一种适用于新型烟草制品(加热不燃烧卷烟)的新型卷烟滤棒,既能有效降低烟气温度、又能尽量保持烟气浓度的低烟气截留、低吸阻。
2、当前,针对新型烟草制品(加热不燃烧烟草),国内外相继开发了一些新型滤棒,通过设计新型滤棒,对滤棒进行结构创新,或通过调整滤棒的孔隙分布实现低吸阻,或在滤棒中嵌入一段空管结构,或使用多孔固件而成。美国philip morris inc.公司(us11300583)公开了一种嵌段式的滤棒结构,由卷装纸、多孔网、空隙等组成,应用于加热不燃烧烟草产品,其吸阻明显降低,并在很大程度上保留了吸烟者的传统体验。中国专利cn202020118955.8公开了一种卷式螺旋型降温过滤结构,由聚乳酸、天然纤维素、醋酸纤维等其中的一种纱线织成一个平面纺织品后,再卷装成具有多个网格孔滤棒,达到降温、降低吸阻的目的,但卷装成型工艺较为复杂,且在卷装过程中滤嘴的圆整度难以控制。中国发明专利cn201922458233.7公开了一种低吸阻低过滤降温复合卷烟嘴棒,其由超高单旦醋酸纤维素丝束、能降低卷烟烟气温度的结构(包括具有空隙的无纺布、纤维聚集体、空管或颗粒)组合而成,实现了低吸附、低吸阻并适度降温的过滤效果。中国发明专利cn201910502277.7公开了一种适用于加热不燃烧新型卷烟的超低吸附型降温功能滤棒,其滤棒中空芯圆管内部垂直于轴心方向设有2~6层截流隔板,隔板材质可为树脂、塑料、尼龙、木材、有机玻璃、金属、纸质等材料,每层截流隔板上独立设有至少一个节流通孔,达到了低吸附控温的目的。中国实用新型专利cn201820988160、cn201820988243也描述了类似的结构,其多孔固件通常是以陶瓷、高分子材料,中心为多孔结构,外周设计有或倒角或沟槽结构,不仅结构复杂,多是经注塑型工艺加工而成,生产成本增加,并且所选材料在安全性方面有待验证。综上,现有技术虽能满足“降低吸阻”和/或降温的要求,但或结构复杂、生产不便,或为非匀质的过滤介质,亦或分段式结构,制备步骤繁琐,成本居高不下。
技术实现思路
1、针对现有技术的上述不足,本发明的目的在于提供一种卷烟滤棒及其制备方法,所述卷烟滤棒适用于新型烟草制品(加热不燃烧卷烟),具有低烟气截留、低吸阻特征。
2、本发明解决所述技术问题的技术方案是:
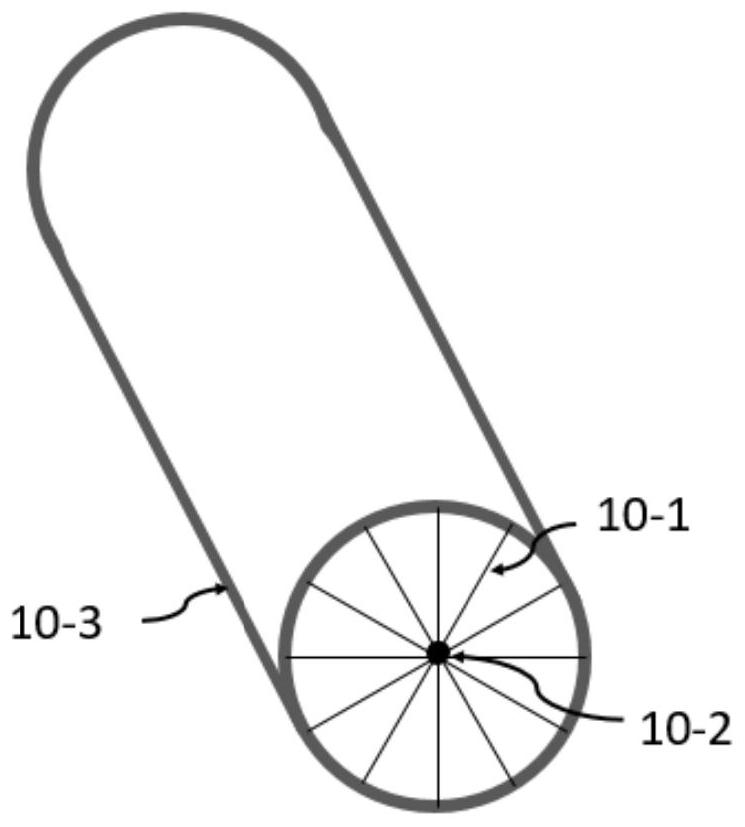
3、一种卷烟滤棒,包括滤芯部分和外层围裹材料,所述滤芯部分包含至少一根及一根以上的绳绒线材料。
4、可选地,所述绳绒线包含芯线以及沿芯线轴心向外延展的纤维绒毛;所述芯线与所述外层围裹材料的轴线重合或平行。
5、可选地,所述绳绒线的三维外观可类似于“试管刷状”,所述纤维绒毛呈自轴心向外散射状。或与芯线轴向方向形成固定的夹角,优选夹角范围45-135°,更优选80-100°。
6、可选地,所述纤维绒毛自芯线轴心的切面固定排列,形成但不限于扁平的一字型结构、y型结构、十字结构、雪花结构。所述“y型结构、十字结构、雪花结构”是指足够长的一段绳绒材料上的纤维绒毛在芯线径向的投影形成的图案。
7、可选地,所述纤维绒毛与芯线的连接点,在沿芯线轴线方向呈螺旋形或环形。可选地,所述环形是指,如同套环一样,在芯线上隔开一点距离,套一个纤维绒毛的环,各个环之间是不连接的;所述螺旋形结构,螺距0.2-50mm,优选地1.2-5mm。
8、可选地,所述螺纹形结构的中心厚度对应为芯材的直径,螺纹厚度正比于纤维绒毛的直径,螺纹间距对应绳绒线捻度的倒数。
9、可选地,所述纤维绒毛沿芯线轴向方向呈周期性排列结构,包括圆锥、圆柱、圆台等的一种或多种组合。周间距0.5-80mm,优选地5-30mm。
10、可选地,所述纤维绒毛的末端与外层围裹材料的内壁相接触。所述纤维绒毛的末端与外层围裹材料的内壁可通过物理作用接触,优选地,可在二者之间通过粘结剂接触。
11、可选的,所述纤维绒毛经外圆呈一定的斜向裁剪,可形成类圆锥、圆台的周期性结构。可选地,所述纤维绒毛还可经裁剪形成类宝塔状、海浪状、葫芦状、不同直径大小的异形结构。
12、可选地,所述纤维绒毛在所述外层围裹材料的内部周期性均匀、整齐分布。
13、可选地,所述纤维绒毛可由不同长度的绒毛在所述外层围裹材料内部分布。可选地,不同长度绒毛由包含至少2种不同性能的纤维,通过拉力、热等物理作用产生不同的伸缩变化形成。可选地,醋酸纤维和高收缩聚酯纤维同时作为纤维绒毛,加热至100℃聚酯纤维卷曲而醋酸纤维保持基本不变,进而形成不同长度的纤维排列。可选地,选择单旦2.0dtex和单旦22dtex混合的醋酸纤维作为纤维绒毛材料,经切断处理后,因单旦差异带来的回弹性差异,可使最终的2种纤维出现不同程度的收缩,因此所得绳绒线的纤维绒毛呈现了不同的长度。
14、可选地,所述不同长度的绒毛还可以由两根以上具有不同绒毛长度的绳绒线通过捻合方式形成。例如,两根绳绒线,可进一步经并行排列或捻合在一起成一根。此时如两根绳绒线的纤维长度不同,最终得到的绳绒线即呈现两个长度绒毛在交替分布。
15、可选地,所述卷烟滤棒直径4-9mm,孔隙率为20-99%,优选50-99.5%,更优选为90-99%。
16、可选地,所述纤维绒毛为高分子纤维、纤维素纤维,包括但不限于纤维素、再生纤维素、纤维素类衍生物、淀粉基热塑性树脂、醋酸纤维素、聚乳酸、壳聚糖及其衍生物、海藻酸盐、聚羟基丁酸酯、聚-ε-己内酯、聚乙醇酸、聚羟基烷酸酯、聚丙烯、聚乙烯、聚乙烯醇、聚酯纤维、聚酰胺纤维、聚氨酯、聚丙烯腈的一种,及它们的多种组合。所述纤维绒毛的纤维细度为0.5-133dtex,优选纤维细度为2.2-22dtex。
17、可选地,所述纤维绒毛的纤维细度为0.5-133dtex,优选纤维细度为2.0-22dtex。
18、可选地,所述芯线包括但不限于聚酯纤维、聚酰胺纤维、聚乙烯纤维、聚丙烯纤维、棉纱、麻纱、粘胶纤维、壳聚糖纤维、海藻纤维、醋酸纤维、聚乳酸纤维、海藻纤维、聚丙烯腈纤维以及它们的改性纤维、金属丝中的任意一种,以及它们中的两种及更多种材质的复合线。所述芯线细度至少2tex,强力至少2n,优选地强力大于等于10n。
19、可选地,所述芯线为可降解或易回收材质。
20、可选地,所述芯线细度至少2tex,优选5-80tex;强力至少2n,可选地,强力至少10n。
21、可选地,所述金属丝包括不锈钢丝、铜丝。
22、可选地,某些实施例中,纤维为单根形状非纱线状态时,如单根高分子纤维聚乙烯纤维,单根金属丝不锈钢,其细度以直径计算,细度至少0.01mm,优选地,强力至少10n。
23、所述外层围裹材料包括但不限于片状材料,厚度不大于4mm,优选不大于2mm,优选0.02-0.5mm。
24、可选地,片状材料可以是纤维素纸,主要由木、草、麻、芦苇、棉等植物纤维制成,优选卷烟纸,优选厚度0.02mm-0.5mm。
25、可选地,片状材料可以是塑料,优选厚度0.01-1mm;可选地,所述片状材料卷起后为管状(厚度0.05-0.7mm)。塑料包括聚烯烃、聚酯、聚酰胺、聚酰亚胺、聚醛、纤维素酯、纤维素醚、多糖基材料、其任意衍生物、其任何共聚物的一种或几种混合物。其中,聚烯烃包括乙烯基类、丙烯基类、烯烃类、苯乙烯类、丙烯酸酯类、含氟烯类;聚酯包括聚乳酸、聚碳酸酯、聚氨酯、聚羟基烷酸酯、聚乙醇酸、聚-ε-己内酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二酯、聚对苯二甲酸环己二亚甲酯、聚对苯二甲酸丙二酯,丙烯腈-丁二烯-苯乙烯、苯乙烯-丙烯腈、苯乙烯-丁二烯、苯乙烯-马来酸类苯乙烯共聚物;纤维素酯包括乙酸纤维素、乙酸丁酸纤维素、增塑纤维素塑料、丙酸纤维素、其任意衍生物;纤维素醚包括甲基纤维素、乙基纤维素、苄基纤维素、苯基纤维素、其任意衍生物,多糖基材料包括淀粉基、糖原、杂多糖、木质素塑料材料及它们的改性材料。
26、可选地,所述片状材料可以是由天然纤维、化学纤维制成的织物、不织物(又称无纺材料),可以是由醋酸纤维丝束成型的中空管。
27、可选地,所述片状材料可以是金属、陶瓷、玻璃。
28、所述的卷烟滤棒的制备方法,包括以下步骤:
29、(1)选用任一纤维丝束作为绒纱,以长丝、单纱、股线中的任意一种作为芯线,选用不同颈宽的隔距片,调整回转头转速、捻向、锭子转速及罗拉速度,通过“绒纱切断-芯线加捻”一体化的纺纱技术制得绳绒线;
30、需要说明的是,对于纤维绒毛与芯线的连接点形成以所述芯线为轴线的螺旋线的绳绒线:柱芯的直径正比于芯材细度。螺纹厚度近似正比于纤维单旦/密度,主要是纤维截面形状不同。螺纹间距正比于罗拉速度/锭子转速。
31、可选地,可在绳绒线外围通过类捆绑方式对绳绒线进行包芯化处理,提高绳绒线中纤维绒毛的牢固性。
32、换言之,依照步骤(1)纤维被夹持在2根芯线中间,随后可在成型了的绳绒线外再围绕一根芯材,此时,纤维丝束可作为包纱化材料使用,形成了近环形的接触点。
33、此外,还有其他工艺可以实现环内嵌入纤维,然后环环嵌套形成长的绳绒线,此不赘述。
34、(2)将纺制得到的一根绳绒线或至少一根并合、捻合成粗细不同的绳绒线后,根据需求短切成不同长度的绳绒线段,封装到滤棒外层围裹材料内,即得所述卷烟滤棒。
35、可选地,步骤(1)所述纤维丝束为高分子纤维、纤维素纤维,包括但不限于纤维素、再生纤维素、纤维素类衍生物、淀粉基热塑性树脂、醋酸纤维素、聚乳酸、聚羟基丁酸酯、聚-ε-己内酯、聚乙醇酸、聚羟基烷酸酯、聚丙烯、聚乙烯、聚乙烯醇、聚酯纤维、聚酰胺纤维、聚氨酯、聚丙烯腈的一种或多种。
36、可选地,步骤(1)所述纤维丝束的纤维细度为0.5-133dtex,优选纤维细度为2.2-22dtex。
37、可选地,步骤(1)所述芯线包括但不限于聚酯纤维、聚酰胺纤维、聚乙烯纤维、聚丙烯纤维、棉纱、麻纱、粘胶纤维、醋酸纤维、聚乳酸纤维、聚丙烯腈纤维以及它们的改性纤维、金属丝中的任意一种,以及它们中的两种和多种材质的复合线。
38、可选地,步骤(1)所述芯线为可降解或易回收材质。
39、可选地,步骤(1)所述纱线型芯线细度至少2tex,优选5~80tex之间。
40、可选地,所述金属丝包括不锈钢丝、铜丝,可选地细度至少0.01mm,优选地0.1-0.3mm。
41、可选地,步骤(1)所述的隔距片颈宽为0.8~10mm,优选1.5-4.5mm;或,步骤(1)所述的回转头转速在4000~30000r/min之间,优选12000-15000r/min;或,步骤(1)所述的捻向可为s捻或z捻;或,步骤(1)所述的锭子转速50-12000r/min,优选100~4000r/min,优选400-3000r/min;或,步骤(1)所述的罗拉速度设置在4~20m/min之间。
42、可选地,步骤(2)所述的并合、捻合为并行排列或捻合在一起。可选地,所述捻合的方法,其捻向与步骤(1)的捻向相反。
43、可选地,步骤(2)所述的并合、捻合是将至少2个不同纤维绒毛长度(对应不同的隔距片颈宽选择)的绳绒线组合,得到所述芯线设置、自轴心向外伸展的具有不同长度的纤维绒毛结构。
44、进一步地,可通过对绳绒线进行热处理或化学反应,使纤维绒毛的形态发生收缩、卷曲,使表面粗糙,涂覆香精香料、相变材料等功能性添加剂改性,进而构筑不同结构及效果的滤棒。
45、可选地,绳绒线为二维“扁平一字状”,所述纤维绒毛呈自芯材轴心的两侧分布,可将初期试管刷状绳绒线通过包纱、压实后处理方式,形成类二维平面结构。进一步,可通过二次加捻处理形成三维的螺旋形结构,例如螺距为5mm的螺旋形结构。
46、上述卷烟滤棒在卷烟及加热卷烟中的应用。
47、与现有技术相比,本发明具有以下优点:
48、本发明提供了一种“试管刷状”特殊形态的卷烟滤棒及制备方法,该“试管刷状”特殊形态的卷烟滤棒采用由捻合的芯线为轴,上面有排列整齐向外伸展的二醋酸纤维素纤维绒毛构成的绳绒线结构,具有纤维用量少、吸阻小、生产速度快、成本低、产品结构质量稳定等特点,是经济型的卷烟滤棒制备新方法。此外,所得滤棒结构新颖,使从轴心向外散射状有序排列的二醋酸纤维以垂直于烟气流向进行排列,改变了传统二醋酸纤维丝束在滤嘴中成轴向排列过滤的现状,具有优异的低吸阻、低烟气截留效果,并且在截面上径向分布的大量绒毛及与外层围裹材料形成的连续化结构,有利于对流经的高温烟气的吸热与热传导,表现了较好的降温功效。本发明卷烟滤棒也可用于替代传统二醋酸纤维素丝束的香烟滤棒,特别是14-20mm圆周中细支卷烟用滤棒,可以提供低吸阻效果。
本文地址:https://www.jishuxx.com/zhuanli/20240614/95104.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表