丝状梗丝的加工工艺的制作方法
- 国知局
- 2024-07-12 11:50:18
本发明涉及梗丝加工领域,具体涉及一种丝状梗丝的加工工艺。
背景技术:
1、梗丝是卷烟产品的重要原料之一,由于其具有良好的填充性和燃烧性,因此在卷烟加工中的作用无法替代。梗丝用于卷烟原料配方时,一是可以改善卷烟燃烧性能、增强香气透发,适当降低卷烟主流烟气的释放量;二是可以提高卷烟填充性能,降低端部落丝量和掉锥率,提高卷烟的物理、外观质量;三是可以显著降低原料成本,缓解片烟紧缺矛盾。
2、在现在卷烟加工过程中,现有梗线工艺制成的梗丝多以“片状”形式为主,由于其形态上与叶丝存在较大的差别,导致梗丝与叶丝的配伍性较差,不利于其与叶丝、膨胀丝、薄片丝组分间的均匀搀兑,从而影响了卷烟端部落丝量、吸阻等物理和外观质量;并且随着细支、中支卷烟的快速发展,现有梗丝无法满足宽度较小烟丝的工艺要求。
3、基于上述原因,为了改善梗丝与叶丝的配伍性,本技术提出一种丝状梗丝的加工工艺方法。
技术实现思路
1、为解决上述问题,本技术提供了一种丝状梗丝的加工工艺。本发明通过筛除梗拐、调节压梗间隙、切梗厚度等,找到一种丝状梗丝加工方法,提高梗丝中丝状梗丝的比率,有利于改善梗丝与叶丝的配伍性。
2、本发明解决其技术问题所采用的技术方案为:
3、丝状梗丝的加工工艺,包括
4、备料、筛分与除杂、水洗梗、一次增温增湿、贮梗、二次增温增湿、压梗、切梗丝、梗丝加料、梗丝膨胀干燥、风送除杂、梗丝加香、贮梗丝工序;
5、①备料:
6、准备烟梗原料,核查质量与数量,确保投入烟梗符合产品设计要求;
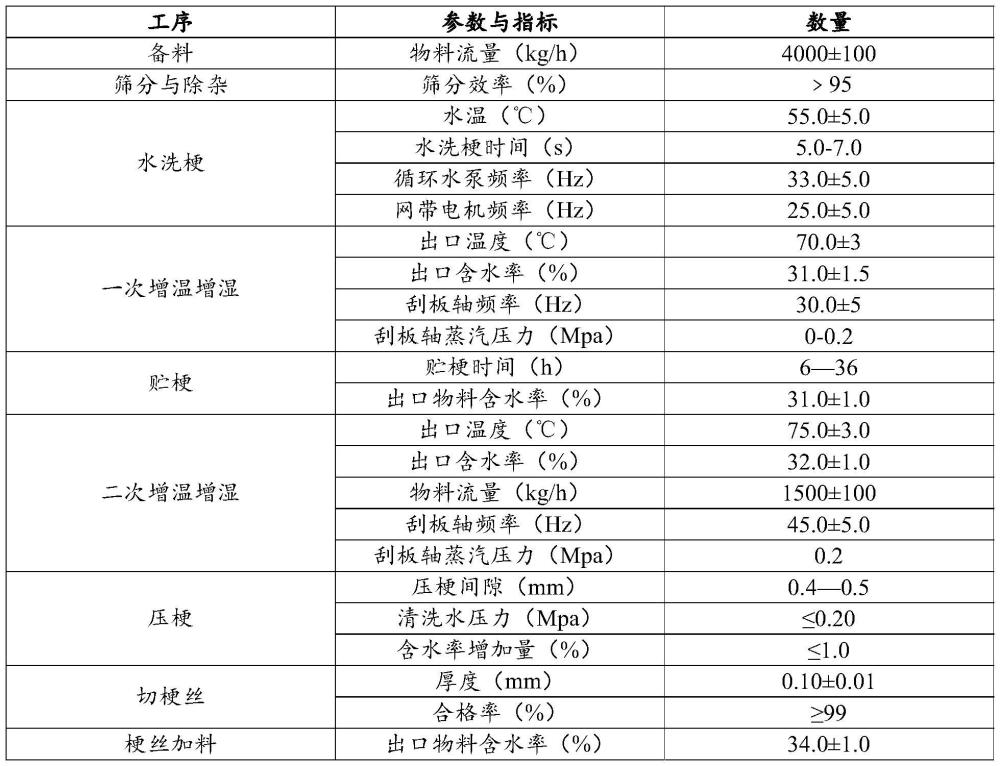
7、来料含水率9.0%~15.0%;烟梗包装应完整,标识、年份、产地、数量符合产品配方规定和生产要求;烟梗形态结构均匀,无霉变、污染、虫情等现象,无金素、石块、包装材料等杂物;备料时物料流量:4000±100kg/h;
8、②筛分与除杂:
9、在烟梗原料中,除了结构符合制梗丝工艺要求的部分,还包括梗拐、梗头、碎梗这些影响梗丝整体结构质量的部分以及一些非烟草物质;因此在生产过程中要求筛除烟梗中梗柺、梗头,以及长度20mm以下的短梗、直径2.5mm以下的细梗,剔除烟梗中非烟草物质,提高梗丝加工质量;筛分效率:大于95%;
10、③水洗梗
11、除去烟梗中的尘土、沙石、金属等非烟草物质,增加烟梗的含水率和温度,提高烟梗的耐加工性;
12、水温:55±5℃,洗梗时间:5~7s,循环水泵频率:33.0±5.0hz,网带电机频率:25±5hz;
13、④一次增温增湿
14、工作蒸汽通过旋转接头提供蒸汽到刮板空心轴内,并沿着全轴排列的喷嘴喷出,作用在烟梗上,烟梗的温度随着在槽体内向前输送而逐步上升,与烟梗加热过程同步,工作蒸汽另一路通过槽体上部的蒸汽与水混合喷嘴喷出,对烟梗进行加湿处理;工作蒸汽的压力由薄膜调节阀和压力传感器控制,增加烟梗的含水率和温度,提高烟梗的耐加工性;
15、出口温度:70.0±3℃,出口含水率:31.0±1.5%,刮板轴频率:30.0±5.0hz,刮板轴蒸汽压力:0-0.2mpa;
16、⑤贮梗
17、贮梗使烟梗内外部的含水率趋于一致,平衡缓冲前后工序的加工时间和生产能力;
18、贮梗时间:6~36h,出口物料含水率:31.0±1.0%;
19、⑥二次增温增湿
20、原理同一次增温增湿,操作区别一是物料流量比一次增温增湿降低,二是只喷蒸汽、不加水,提高烟梗的温度,进一步提高烟梗的柔软性及耐加工性;
21、出口温度:75.0±3℃,出口含水率:32.0±1.0%,物料流量:1500±100kg/h,刮板轴频率:45.0±5.0hz,刮板轴蒸汽压力:0.2mpa;
22、⑦压梗
23、压梗工序的目的是挤压烟梗,使烟梗组织疏松,形成片状梗,便于成丝;
24、压后的烟梗厚度根据后续加工工艺质量需求及工艺流量对压梗厚度进行适当调整,大多数情况下要求压梗厚度≤2.0mm,厚度均匀,烟梗无破损;
25、压梗间隙是压梗工序的一个关键参数指标,是梗丝成丝比率的重要影响因素,本工序通过调节压梗间隙,将压梗间隙调节为0.4~0.5mm;
26、压梗间隙:0.4~0.5mm,清洗水压力:≤0.2mpa,含水率增加量:≤1.0%;
27、⑧切梗丝
28、切梗丝工序的目的是将挤压后的片状梗切成符合卷烟工艺要求的具有一定厚度的丝状梗丝;
29、切梗丝厚度是切梗丝工序的一个关键参数指标,其一定程度上对梗丝成丝率具有重要影响,本工序通过调节将切梗丝厚度调节为0.10±0.01mm,合格率:≥99%;
30、⑨梗丝加料
31、物料振动输送送入筒体内,依靠自重及筒体3.5度倾角,随着简体旋转向出料端移动;料液通过控制管路,在蒸汽的引射下,由进、出料端喷射进筒体内的物料上,对物料加料,蒸汽通过蒸汽喷头喷射进简体内,提高物料温度,热风系统从进料端向筒体内吹热风,提高物料温度,同时起到减少筒体粘料的目的;出料罩上安装排潮风机,不断从筒内抽走少量的空气,使筒内形成负压,以免雾化的料液及蒸汽外溢;按比例准确均匀的对切后梗丝施加料液,适当提高梗丝的温度和含水率;
32、出口物料含水率:34.0±1.0%,出口物料温度:50.0±3.0℃,热风温度:80.0±5.0℃,料液温度:55.0±5.0℃,加料比例:4.000%;
33、⑩梗丝膨胀干燥
34、待处理的梗丝经进料气锁进入文氏管入口,同时饱和蒸汽经喷嘴喷射将物料吹入文氏管并充分混合,在蒸汽的压力和温度的共同作用下,在极短的时间内将梗丝内部水分子的汽化分和温度提高到一定程度;当物料从文氏管喷出的瞬间体积突然扩大、周围压力突然下降,这时梗丝内部的汽化分压远远高于周围的环境气压,达到闪蒸的条件,水分剧烈蒸发,梗丝的纤维组织也因此获得充分膨胀;
35、膨化后的梗丝经振动输送送入流化床的进料端,流化床向出料端倾斜,在振动电机的激振下物料向出料端运动的同时,流化床一、二、三区的热风从底部通过流化床表面的孔板连续地向上吹风,使物料形成半悬浮的流化状态并充分进行质与热的交换,从而达到干燥物料的目的;
36、通过梗丝膨胀干燥工序去除梗丝中的部分水分,提高梗丝的弹性、填充性能和燃烧性;
37、闪蒸蒸汽流量设定:600±50kg/h,蒸汽压力:≥0.8mpa,干燥一区热风温度:115.0±10.0℃,干燥三区热风温度:75.0±10.0℃,出口含水率:13.2±0.5%,出口温度:38.0±3.0℃;
38、风送除杂
39、物料通过进料振动输送进入分离箱后,在下进风的作用下进行浮选,由于被分离物料的密度和受风面积不同,合格的梗丝因悬浮速度小,被气力从梗丝分离机抽走,梗头、梗签等杂物因悬浮速度大而落下;
40、将合格梗丝与梗签、梗块及非烟草杂物分离开,提高梗丝的纯净度;
41、风选电机频率:38.0±1.0hz,纯净度:≥99.0%,梗丝整丝率降低:≤2.0%;
42、梗丝加香
43、烟梗振动输送送入筒体内,依靠自重及筒体3.5度倾角,随着筒体旋转向出料端移动;料液通过控制管路,在压缩空气的引射下,喷射进筒体内的梗丝上,按比例准确、均匀的对梗丝加香;
44、出口含水率:12.8±0.5%,加香比例:1.2%,加香精度:≤0.5%,加香滚筒电机频率:37.0±1.0hz;
45、贮梗丝
46、平衡制叶丝与制梗丝两加工工段之间的加工时间,平衡梗丝含水率,促进香液充分吸收;
47、贮梗丝时间:1~96h。
48、本发明带来的有益效果:
49、为了解决“片状”梗丝与叶丝的配伍性较差问题,本发明以加装梗拐筛分装置,筛除梗拐,减少片状梗丝原料来源;通过压梗间隙与切梗厚度的调节,设计了备料、筛分与除杂等13个梗丝加工工序,同时设定工艺参数与质量指标,提出一种丝状梗丝的加工工艺方法,有效提高梗丝中丝状梗丝的比率,有利于改善梗丝与叶丝的配伍性。
本文地址:https://www.jishuxx.com/zhuanli/20240614/95290.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表