间接转印多层实木复合地板及其生产工艺的制作方法
- 国知局
- 2024-07-10 18:17:14
本发明属于建筑材料,涉及实木地板,尤其涉及一种间接转印多层实木复合地板及其生产工艺。
背景技术:
1、多层实木复合地板以不同厚度的天然名贵树种单板(木皮)为面层,以纹理纵横交错的实木单板制成的胶合板为基材,涂布高性能、高耐磨、高环保的紫外光固化地板专用油漆而制成,广泛应用于家居建材行业。多层实木复合地板是目前家具建材行业一种较为流行的装饰,但随着森林资源的紧缺,具有优美花纹的表皮日益减少。然而,速生材以及低等级木材纹路粗糙、表面花纹单一、表面贴皮价格较高等缺陷,市场的占有率越来越低。
2、中国专利cn 202493014u一种木质印刷地板,先在基材表面涂饰底漆,所述的底漆层由介面底漆、流平底漆、补土底漆、耐磨底漆、砂光底漆、弹性底漆、遮色底漆、着色底漆、加硬底漆、淋幕底漆中的任意一种或多种涂装而成,然后再用油墨直接印刷制备出木质印刷地板。cn 104960346a一种木地板印刷方法,也是采用腻子等对基底表面进行涂布遮盖,然后涂布底漆并且使用三组钢辊三等分进行印刷地板的制备。针对上述印刷工艺较为复杂,需要不断重复进行打底处理,工艺相对复杂、成本相对较高、效果相对较差的问题。cn110424677a公开了一种转印的多层实木复合地板的生产工艺,但是在其后续实际大货生产过程中仍存在部分问题,例如将带有纹路的胶辊直接接触坚硬的木地板表面,长时间使用花纹破坏严重,表面效果难以控制等问题。
技术实现思路
1、针对上述现有技术中存在的不足,本发明的目的是公开一种间接转印多层实木复合地板。
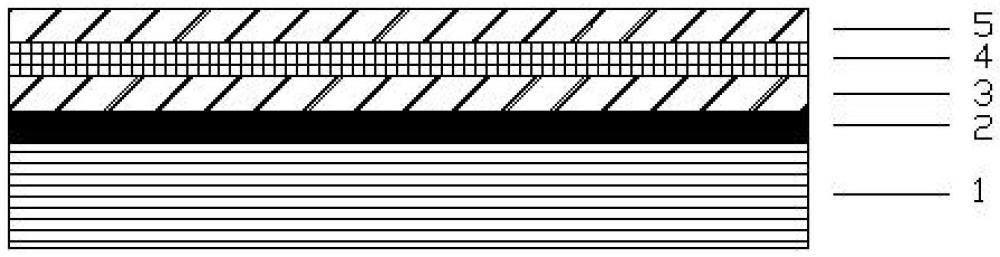
2、一种间接转印多层实木复合地板,以纵横交错的多层板基材层为基体层,实木表皮层设于其表面的粘结层之上,在所述实木表皮层之上为uv优色层,在其上依次为uv油漆底涂层、间接转印层和uv漆层,其中,所述uv优色层即uv优色白底涂层,为涂布量为15~40g/m2的uv格丽斯白色浆,所述间接转印层厚度0.05~0.15mm。
3、本发明较优公开例中,所述基体层厚度8~18mm,为纹理纵横交错排列的桉木单板和/或榉木单板,尺寸稳定性高,力学强度较高。
4、本发明较优公开例中,所述实木表皮层厚度0.6~4.0mm,为珍贵的硬质阔叶材单板或木皮,如柞木、桦木等。
5、本发明较优公开例中,所述粘结层为涂布量为90~180g/m2的三聚氰胺改性的脲醛树脂胶。
6、本发明较优公开例中,所述uv油漆底涂层厚度0.05~0.3mm,所用的uv漆为紫外光固化uv漆,所述涂层由附着力增附涂层、耐磨涂层及加硬涂层等十层uv涂层构成,漆膜各项理化性能优异。
7、本发明较优公开例中,所述间接转印层为带有uv着色染料的印刷层,干燥速度快,不失真,环保性能优异。
8、本发明较优公开例中,所述uv漆层厚度0.05~0.3mm,所用的uv漆为紫外光固化uv漆。
9、本发明另外一个目的,还公开了上述间接转印多层实木复合地板的生产工艺,前期工序包括贴面-冷压-热压养生-开料,
10、开料后,平面产品:拉丝处理-uv优色底-底漆-成型-底漆-间接uv油墨转印-底漆-面漆;
11、开料后,拉丝套色类:拉丝-套色-砂光-成型-uv优色底/水性优色着色-底漆-间接uv油墨转印-底漆-面漆;
12、其中,所述间接uv油墨转印工序为将含有染料的uv油墨着色底漆流到带有纹路的钢制版辊表面,钢制版辊表面未与木地板表面接触,钢制版辊表面与转印胶辊接触后,带有油墨的钢制版辊表面的纹路转印到转印胶辊表面,然后转印胶辊与地板表面充分接触,将转印而来的纹路经二次转印到地板表面,再进行uv干燥。
13、本发明较优公开例中,所述钢制版辊雕刻深度200~300微米,表面形成高低不平的纹理或纹路。其表面纹路可随意雕刻,包括橡木木纹、木射线、布纹、拼花纹等任意花纹。
14、本发明较优公开例中,所述转印胶辊为聚氨酯镜面胶辊,邵氏硬度10~30。
15、本发明较优公开例中,调节转印胶辊的高度可改变胶辊与地板的接触表面积,形成深浅不一的印刷效果。
16、本发明较优公开例中,所述uv油墨着色底漆即为紫外光固化uv涂料。
17、本发明较优公开例中,所述uv优色底工序或水性优色着色工序,在地板板面获得uv优色白底涂层;所述uv优色白底涂层为uv格丽斯白色浆,其中添加1~5%的硬化剂以增强附着性,分为两道涂饰,第一道涂布量约为5~10g/m2,第二道涂布量为10~30g/m2。作用为在地板表面进行遮盖或部分遮盖。
18、本发明较优公开例中,所述贴面工序是在纵横交错的多层板基材表面涂布经三聚氰胺改性的脲醛树脂胶水,涂布量涂布90~180g/m2。
19、所述冷压工序,单位压力0.8~0.9mpa,时间根据表皮厚度进行调整,一般为100~300s。
20、所述热压养生工序,热压压力10~18mpa,温度90~105℃,将热压后的贴有木皮的基材养生≥3.5d。
21、通过开料设备,将平衡养生后的基材裁切成板条,对背面砂光定厚,所述成型工序是开料之后进行企口处理,即成型。
22、本发明较优公开例中,然后涂布4道uv底漆;然后进行面漆处理,面漆为紫外光固化油漆,4道底漆和两道面漆,共6道;总油漆涂布量90~110g/m2。
23、具体工艺根据不同材种、不同厚度木皮的地板而定。
24、有益效果
25、本发明将印刷所使用的钢辊进行版辊设计及激光雕刻,然后将其纹路转印到材质较为软的聚氨酯镜面胶辊表面,使用木质资源材料中的低等级木皮,通过间接转印技术,将木材表面的天然色差遮盖印刷,同时又保留了木材所具备的天然纹理,能耗低,节能环保,纹理清晰,生产工艺简单,成本较低;避免因将带有纹路的胶辊直接接触坚硬的木地板表面,长时间使用花纹破坏严重,表面效果难以控制等问题。并通过后期处理,具备较好的视觉特性,具有较高的油漆附着力等性能,提高产品品质。且生产的地板物理、力学性能满足各项指标的要求。解决部分色差,节约林木资源。使用木质资源材料中的特殊木皮,通过转印技术,将木材表面的天然色差遮盖印刷,又保留了木材天然纹理,节约木材资源,充分利用木材。
技术特征:1.一种间接转印多层实木复合地板,以纵横交错的多层板基材层为基体层(1),实木表皮层设于其表面的粘结层之上,在所述实木表皮层之上为uv优色层(2),在其上依次为uv油漆底涂层(3)、间接转印层(4)和uv漆层(5),其特征在于:所述uv优色层(2)即uv优色白底涂层,为涂布量为15~40g/m2的uv格丽斯白色浆,所述间接转印层(4)厚度0.05~0.15mm。
2.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述基体层(1)厚度8~18mm,为纹理纵横交错排列的桉木条和/或榉木条。
3.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述实木表皮层厚度0.6~4.0mm,为单板或木皮,如柞木、桦木。
4.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述粘结层为涂布量为90~180g/m2的三聚氰胺改性的脲醛树脂胶。
5.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述uv油漆底涂层(3)厚度0.05~0.3mm,所用的uv漆为紫外光固化uv漆,所述涂层由附着力增附涂层、耐磨涂层及加硬涂层等十层uv涂层构成。
6.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述间接转印层(4)为带有uv着色染料的印刷层。
7.根据权利要求1所述的间接转印多层实木复合地板,其特征在于:所述uv漆层(5)厚度0.05~0.3mm,所用的uv漆为紫外光固化uv漆。
8.生产一种如权利要求1-7任一所述间接转印多层实木复合地板的工艺,其特征在于:前期工序包括贴面-冷压-热压养生-开料,
9.根据权利要求8所述的间接转印多层实木复合地板的生产工艺,其特征在于:所述钢制版辊雕刻深度200~300微米,表面形成高低不平的纹理或纹路。
10.根据权利要求8所述的间接转印多层实木复合地板的生产工艺,其特征在于:所述转印胶辊为聚氨酯镜面胶辊,邵氏硬度10~30。
技术总结本发明属于建筑材料技术领域,涉及一种间接转印多层实木复合地板,以纵横交错的多层板基材层为基体层,实木表皮层设于其表面的粘结层之上,在所述实木表皮层之上为UV优色层,在其上依次为UV油漆底涂层、间接转印层和UV漆层,其中,所述UV优色层即UV优色白底图层,为涂布量为15~40g/m<supgt;2</supgt;的UV格丽斯白色浆,所述间接转印层厚度0.05~0.15mm。本发明还公开了所述地板的生产工艺。本发明将印刷所使用的钢辊进行版辊设计及激光雕刻,然后将其纹路转印到材质较为软的聚氨酯镜面胶辊表面,使用木质资源材料中的低等级木皮,通过间接转印技术,将木材表面的天然色差遮盖印刷,保留了木材的天然纹理,能耗低、节能环保、纹理清晰、生产工艺简单,成本较低。技术研发人员:魏强,陈向望,郑敏,李永红,祝鹏深受保护的技术使用者:圣象地板(句容)有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240615/67288.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表