基于钢筋桁架的立体组合桁架及其制造方法与流程
- 国知局
- 2024-07-10 18:20:14
本发明属于建筑,涉及叠合楼板用桁架,特别涉及基于钢筋桁架的立体组合桁架及其制造方法。
背景技术:
1、装配式建筑采用叠合楼板兼顾现场施工效率和楼板整体性,叠合楼板由预制底板和后浇叠合层组成,施工阶段预制底板需承担预制底板自重、后浇叠合层重力荷载及施工活荷载,通常在预制底板上预埋露出预制底板顶面的桁架或肋以增大预制底板的刚度,避免预制底板在脱模、吊装、施工过程中开裂,同时施工过程中桁架或肋上弦受压,在实现大跨度免支撑施工过程中需增大桁架或肋上弦的截面避免上弦受压失稳。目前预制底板采用的桁架或肋主要有钢筋桁架、钢管桁架、混凝土肋或钢肋等形式,其中钢筋桁架由上弦钢筋、下弦钢筋及斜腹杆焊接组成,当预制底板长度较大或施工支撑间距较大时,需增大上弦钢筋的直径避免上弦钢筋受压失稳,例如预制底板长度在6m左右时,上弦钢筋直径往往不小于12mm;钢管桁架多用于先张法预应力预制底板,采用填充有高强灌浆料的钢管代替上弦钢筋,实现楼板大跨度免支撑施工;混凝土肋及钢肋的上弦区域采用混凝土或厚钢板避免受压失稳。然而,采用上述方式通常会存在以下技术问题:
2、第一,钢筋桁架用于长度较大的预制底板或较大间距的施工支撑,上弦钢筋用钢量大,且直径不小于12mm的钢筋通常以定尺直条供货,无法采用钢筋桁架焊接机连续、自动化生产,人工焊接成本高,如果采用小直径上弦钢筋,则需减小钢筋桁架间距,钢筋桁架用钢量增加更为显著;
3、第二,钢管桁架上弦圆钢管直径一般不小于25mm、用钢量大,且无法使用常见的钢筋桁架焊接机生产,专用桁架焊接机设备投入大,需在焊接后竖立才可进行灌浆作业,灌浆难以实现自动化,人工作业效率低,灌浆速度慢,且为保证灌浆顺利实施,需采用流动度较好的高强度灌浆料,灌浆料成本高;
4、第三,封闭圆钢管内灌浆密实度难以检测,敲击检测准确度低,超声检测设备成本高、检测速度慢,仅可进行抽检、难以实现全数检测,出现灌浆质量缺陷后封闭空间修补难度大;
5、第四,混凝土肋、钢肋的上弦混凝土需预先生产,生产工艺复杂,腹板需开设大量孔洞用于施工现场穿设管线,生产成本高,生产预制底板时混凝土肋或钢肋自重大,工人搬运及固定操作难度大。
6、该背景技术部分中所公开的以上信息仅用于增强对本发明构思的背景的理解,并因此,其可包含并不形成本国的本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本公开的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本公开的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
2、本公开的一些实施例提出了基于钢筋桁架的立体组合桁架及其制造方法,来解决以上背景技术部分提到的技术问题中的一项或多项。
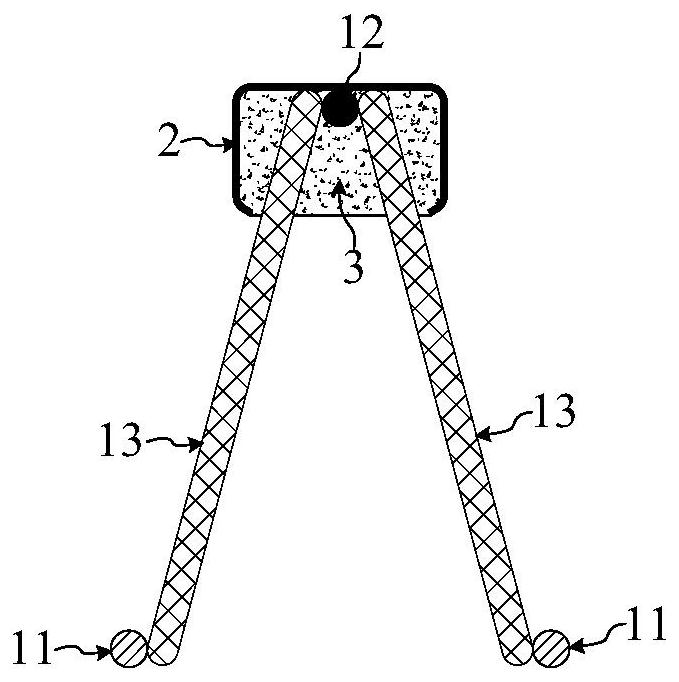
3、第一方面,本公开的一些实施例提供了基于钢筋桁架的立体组合桁架,钢筋桁架由两根下弦钢筋、一根上弦钢筋和两侧的斜腹杆组成,钢筋桁架横截面外围呈三角形,两根下弦钢筋、一根上弦钢筋设置在三角形的三个顶点上,下弦钢筋、上弦钢筋通过与斜腹杆焊接连接为整体,其中,沿上弦钢筋长度方向设置有加强肋,加强肋外围为薄壁型钢,薄壁型钢内部填充有水泥基材料;薄壁型钢的横截面为开口截面,薄壁型钢扣放在钢筋桁架的上弦钢筋上,薄壁型钢的开口方向朝向钢筋桁架的两根下弦钢筋,开口尺寸大于开口所在位置钢筋桁架两侧斜腹杆外侧的宽度。
4、具体地,薄壁型钢的内壁紧贴钢筋桁架的上弦钢筋,沿钢筋桁架长度方向间隔点焊将薄壁型钢与上弦钢筋连接为整体。
5、具体地,薄壁型钢的材质为镀锌钢板或非镀锌钢板,壁厚为0.5~3mm,薄壁型钢平行于钢筋桁架的两根下弦钢筋连线方向的宽度为30~60mm,薄壁型钢垂直于钢筋桁架的两根下弦钢筋连线方向的高度为20~40mm,薄壁型钢沿钢筋桁架长度方向的两端较上弦钢筋两端向内收50~800mm。
6、可选地,薄壁型钢的横截面开口端部设置有折边,折边与薄壁型钢的横截面开口边的夹角为110°~160°,折边长度为5~15mm。
7、特别地,上弦钢筋的直径为5~8mm。
8、特别地,水泥基材料为细石混凝土或水泥基灌浆料,细石混凝土的粗骨料粒径不大于10mm。
9、在一些实施例中,薄壁型钢的开口截面形式为c形。
10、第二方面,本公开的一些实施例提供了基于钢筋桁架的立体组合桁架的制造方法,用于制造如第一方面所描述的基于钢筋桁架的立体组合桁架,包括:预先分别制造钢筋桁架和薄壁型钢,按所需长度裁切备用;将薄壁型钢扣在钢筋桁架上弦钢筋上,沿钢筋桁架长度方向间隔点焊将薄壁型钢与上弦钢筋连接为整体;采用封堵材料封堵薄壁型钢的两端;将多根组装好的薄壁型钢与钢筋桁架倒立并排摆放在模台上,也就是说,薄壁型钢与模台接触,薄壁型钢开口朝向上方;通过工装固定钢筋桁架的下弦钢筋,将多根组装好的薄壁型钢与钢筋桁架固定,确保后续制造过程中不移位;通过水泥基材料布料设备向薄壁型钢内浇筑水泥基材料;将薄壁型钢内的水泥基材料养护至设计强度,完成立体组合桁架制造。
11、在一些实施例中,采用封堵材料封堵薄壁型钢的两端,包括:采用泡沫板作为封堵材料,泡沫板通过发泡胶和绑扎钢丝固定在薄壁型钢上;或者,采用快硬砂浆作为封堵材料,人工将快硬砂浆填塞在薄壁型钢两端10cm范围内,待快硬砂浆终凝后使用;或者,采用薄钢板作为封堵材料,薄钢板在上弦钢筋对位位置设置缺口,薄钢板与薄壁型钢两端点焊固定。
12、在一些实施例中,通过工装固定钢筋桁架的下弦钢筋,包括:在钢筋桁架两端各设置一组支架支撑钢筋桁架的下弦钢筋;或者,采用夹具夹住相邻两个钢筋桁架的下弦钢筋,将多根钢筋桁架串联为整体。
13、本公开的上述各个实施例具有如下有益效果:
14、第一,立体组合桁架上弦采用钢材与水泥基材料组合受压,受压性能好,外包薄壁型钢集中布置在吊装、施工过程中上弦上部受拉区,充分利用了钢材与水泥基材料的受力特性,材料受力效率高,采用立体组合桁架制成的预制底板刚度大、不易开裂,可实现施工现场楼板的少支撑施工;
15、第二,立体组合桁架通过在现有普通钢筋桁架上弦钢筋上设置加劲肋形成,钢筋桁架上弦钢筋直径不大于8mm,可采用盘螺钢筋及钢筋桁架焊接机进行所需钢筋桁架的自动化生产,生产效率高,人工需求少,同时无需配置成本较高的专用桁架焊接机;
16、第三,立体组合桁架上部加强肋的薄壁型钢可采用连续辊压机自行自动化生产,薄壁型钢下部开口,便于通过点焊将钢筋桁架与薄壁型钢组装为一体,同时倒置平放使薄壁型钢开口朝上即可利用布料设备实现薄壁型钢内水泥基材料的快速填充,水泥基材料浇筑效率明显高于封闭圆钢管的灌浆作业,且水泥基材料的密实度可直接全数目视检查,质量易于控制,开口浇筑对水泥基流动度、骨料粒径要求低,可采用成本较低的水泥基材料代替成本较高的高强灌浆料,出现局部缺陷后可直接修补、无需破损薄壁型钢;
17、第四,立体组合桁架利用斜腹杆将上部加强肋与下弦钢筋组装为整体受力,协同受力性能好,且斜腹杆不影响现场在后浇叠合层穿设管线,无需混凝土肋或钢肋专门开孔,生产工艺简单,工艺成本低。
本文地址:https://www.jishuxx.com/zhuanli/20240615/67648.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。