一种复合窗帘无纺布装置及其工艺的制作方法
- 国知局
- 2024-07-11 14:36:50
本技术涉及无纺布加工,特别是涉及一种复合窗帘无纺布装置及其工艺。
背景技术:
1、复合窗帘无纺布是一种高科技的窗帘制作材料,它是将多种不同材质通过特殊的无纺布生产工艺复合而成。无纺布本身是由定向或随机纤维构成,具有布料质感,但并非传统意义上的经纬编织而成。复合窗帘无纺布结构稳定:由于采用复合技术,窗帘具备良好的强度和稳定性,不易变形,耐久性好;可以根据复合的不同材质赋予窗帘防火、防潮、隔音、保温、遮光等多种功能;许多无纺布窗帘原料可选择环保型材料,生产过程中产生的污染较小,对人体无害;复合窗帘无纺布一般都具有良好的抗污性和易清洁性,日常维护较为简便。
2、在窗帘无纺布制造领域中,目前存在一种突出的矛盾现象:长丝纺粘布因其生产工艺特点,拥有较高的强度属性,但其均匀性表现相对较差;相反,短纤维热轧无纺布虽然在均匀性方面表现出色,却在强度上略显不足。针对这一问题,行业内技术人员急需一种解决方案将两者的优势完美融合,以适应高品质复合窗帘无纺布材料的高标准需求。
技术实现思路
1、本装置提供了一种复合窗帘无纺布装置及其工艺,具体实施方式如下:
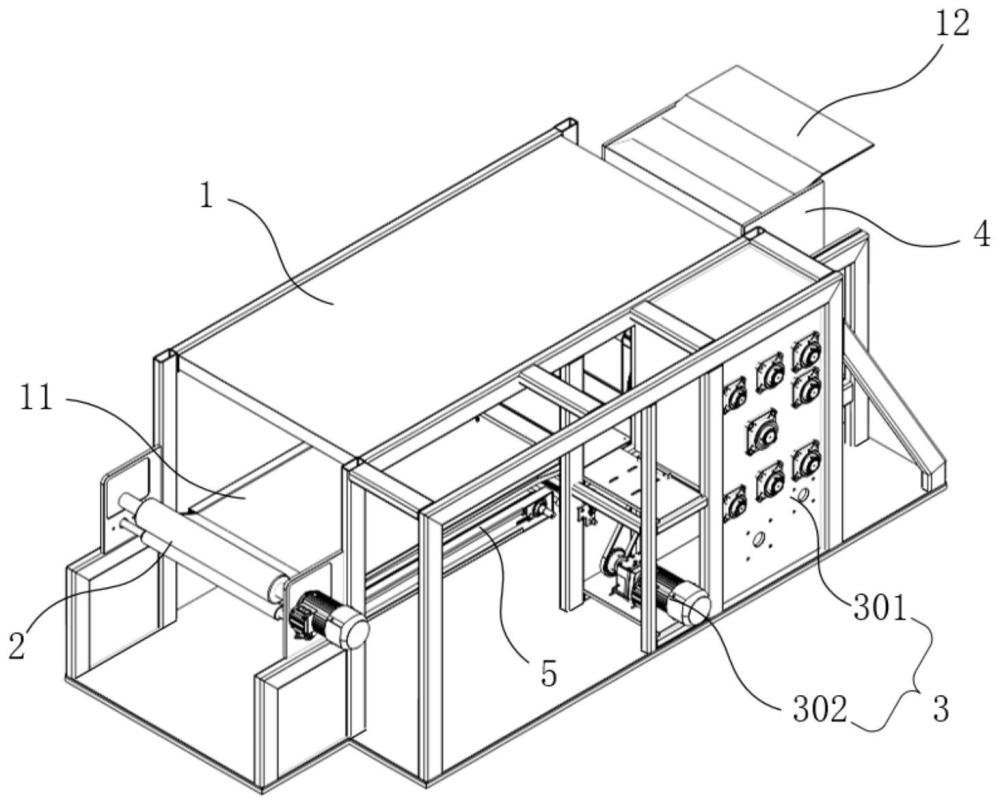
2、一种复合窗帘无纺布装置,包括:
3、用于承载第一带状物料的放卷组件和用于承载第二带状物料的梳理箱,第一带状物料和第二带状物料的导出端竖向叠放于一体,两者底部接有第一传送带,梳理箱用于对第二带状物料的梳理混匀作业;
4、热轧组件,其设于第一传送带的末端,包括两块侧板,任一侧板的背部安装有第二电机,且两侧板内侧之间设有第一热轧辊和第二热轧辊,任一热轧辊的端部接于第二电机的输出端,通过热轧组件将导出后的第一带状物料和第二带状物料热轧为一体。
5、基于以上技术方案,通过放卷组件和梳理箱分别实现了对第一带状物料和第二带状物料的放卷作业,利用热轧组件讲叠加后的两者定性为一体结构,进而制得该复合窗帘用无纺布。
6、优选的,梳理箱包括竖向导通的箱体,箱体内竖向依次加装有第一梳理轮和第二梳理轮,箱体的底端两侧设有抵接作用于第二带状物料两面的压轮;第一梳理轮与第二梳理轮周面上均匀设置有若干个梳理齿,且梳理齿在两者中沿轴向呈错位状布设。
7、优选的,还包括沿其长度方向设有作业腔的机架,作业腔内侧上方设有梳理箱和放卷组件,其内侧下方对应设有第一传送带和第二传送带,第二传送带设于箱体底部导出口的正下方。
8、基于以上技术方案,利用第一梳理轮和第二梳理轮分步对第二带状物料进行梳理,
9、为了实现对第二带状物料的深度梳理和结构重组,采用第一梳理轮和第二梳理轮分步梳理的方式进行精细化处理。这两个梳理轮在设计上通常是呈错位布置,第一梳理轮的主要作用是对第二带状物料进行初步开松和纤维分离,打破原有纤维束的聚集状态,使得纤维更加蓬松、分散均匀。而第二梳理轮则在此基础上进行更深层次的梳理,确保所有纤维都能够得到充分梳理,进一步提升纤维间交叉点的数量和均匀性,从而获得更加细腻、紧实且均匀的结构,两者呈错位状使得梳理更佳全面,两压轮可以提升梳理完成后结构的稳定性;梳理结束后,第二带状物料会通过两压轮进行压紧定型,这两压轮的作用在于通过适当的压力,将梳理后的纤维结构稳固下来,消除潜在的松散和不规则形态。
10、优选的,还包括驱动组件和第一导轮组,放卷组件内设有第二导轮组,驱动组件包括第一电机,其输出端通过齿轮组分别传动接于第一导轮组和第二导轮组。
11、优选的,放卷组件包括缠绕有第一带状物料的放卷轮,第二导轮组由多个第二导轮和一个第二波轮构成,第一带状物料拉出后依次缠绕经过各第二导轮和第二波轮;第一导轮组包括多个第一导轮和一个第一波轮,第一带状物料拉出后依次缠绕经过各第一导轮和第一波轮。
12、基于以上技术方案,多个导轮的配合可以实现第一带状物料从放卷轮中放卷后的张紧性。为了保证第一带状物料从放卷轮放出后始终保持理想的张紧度采用一系列导轮进行辅助控制。当第一带状物料从放卷轮上放卷出来后,首先接触的是初级张紧轮,通过调整该轮的位置和压力,初步设定物料的张力;随后,第一带状物料经过一系列导向轮,这些导轮不仅引导物料沿着既定路径前进,而且通过自身的摩擦力进一步协助维持物料的张紧状态。如此设计的好处在于能有效避免因物料松弛引起的打滑、皱褶等问题,从而确保整个生产流程的稳定和高效运作。
13、优选的,还包括设于第一导轮组和第一传送带之间的纠偏组件,纠偏组件用于对第二带状物料的水平方向调节;纠偏组件包括限位板、并列布设的导杆和丝杆,丝杆端部接有手轮,两块限位板分别丝接于丝杆的两端,且两者分别滑动接于导杆。
14、基于以上技术方案,第二带状物料被安置在两块限位板之间,这两块限位板起到固定和导向的作用,确保物料在传输过程中位置稳定且不偏离预定轨道;操作人员可通过手动转动手轮来实现对第二带状物料位置的水平微调;手轮连接到丝杆,当手轮转动时会带动相关丝杆动作,进而促使两块限位板沿着导杆方向进行水平移动。通过手轮轻松调整第二带状物料在导杆方向上的相对位置,确保物料始终处于最佳的工作状态,从而提高整个生产流程的精度和效率。
15、优选的,还包括设于作业腔内侧上方的u形导向罩,其底部抵接于第一带状物料的上表面;u形导向罩侧部安装有距离传感器,距离传感器的检测端竖向设置用于检测与其下方第一带状物料和第二带状物料的间距,进而触发断料提醒。
16、基于以上技术方案,通过u形导向罩既可以实现第一带状物料的折角传输,同时还可以实现第一带状物料和第二带状物料之间的预压紧;距离传感器用于断料提醒,当上层的第一带状物料或第一带状物料和第二带状物料均发生断料时距离传感器被触发;第二带状物料的下方也可以设置一台位于第二传送带边缘处的距离传感器,该距离传感器用于第二带状物料的断料提醒。
17、一种复合窗帘无纺布工艺,包括下列方法步骤:
18、s100、第一带状物料选用纺粘长丝轻扎平纹无纺布,第二带状物料选用涤纶短纤维与耐高温复合纤维混合棉层;
19、s200、第二带状物料经由梳理箱导入第二传送带上方,梳理箱用于整理涤纶短纤维和耐高温复合纤维混合的均匀性;
20、s300、驱动组件控制放卷组件运行,使得第一带状物料实现放卷作业;
21、s400、第一带状物料和第二带状物料竖向叠加于第一传送带上;
22、s500、期间,u形导向罩实现第一带状物料与第二带状物料之间的预压紧;
23、s600、第一传送带运行,叠加后的第一带状物料和第二带状物料穿过热轧组件实现热轧成型。
24、综上,本技术包括以下有益技术效果:
25、1.本发明通过将纺粘长丝轻扎平纹无纺布和涤纶短纤维与耐高温复合纤维混合棉层利用热轧工艺互补结合,整体具有更好的均匀性,强度得到提升,进而可延长蜂巢窗帘的使用寿命;
26、2.本发明中利用梳理箱实现了对涤纶短纤维与耐高温复合纤维混合棉层的深度梳理和结构重组,使得纤维更加蓬松、分散均匀;
27、3.本发明结构简单,为了结合纺粘长丝轻扎平纹无纺布的高强度和涤纶短纤维的良好均匀性,同时引入耐高温复合纤维的特殊性能,采用了采用了热轧组件在生产过程中对这三种纤维进行高效整合,在生产流程中首先将纺粘长丝轻扎平纹无纺布与涤纶短纤维和耐高温复合纤维均匀混合,形成混合棉层,然后通过热轧组件,利用高温高压的工艺条件,对混合棉层进行竖向的热轧处理,使得原本独立的纤维层在垂直方向上紧密结合,形成一体化的无纺布结构,此方法不仅保留了纺粘长丝的高强度特性,也充分发挥了涤纶短纤维带来的均匀纹理和舒适手感,同时利用耐高温复合纤维增强了无纺布的耐热性和功能性。
本文地址:https://www.jishuxx.com/zhuanli/20240615/69406.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表