制备星型包塑衬垫绳芯的星型包塑螺旋机头及方法与流程
- 国知局
- 2024-07-11 14:50:52
本发明属于钢丝绳衬垫绳芯包塑,具体涉及一种制备星型包塑衬垫绳芯的星型包塑螺旋机头,还涉及一种星型包塑衬垫绳芯的制备方法。
背景技术:
1、随着钢丝绳技术领域的发展,包塑衬垫绳芯钢丝绳越来越受到用户的青睐,广泛应用于露天矿电铲采掘、港口机械及海洋工程机械等重要领域,与传统钢丝绳相比,其特点在于,一方面改变了钢丝绳外股与钢芯外股的接触方式,由钢与钢的硬性接触,变为钢与塑料层的软接触,减少钢丝绳使用过程中内部的相对磨损,提高抗冲击性能;另一方面提高钢丝绳内部填充系数,提高钢丝绳结构稳定性,密封油脂的作用。现有的包塑绳芯在包塑过程中,塑料无法对绳芯与钢丝绳外股形成的三角区域进行覆盖,并且在钢丝绳合绳及使用过程中,各外股间的间隙及外股受力状态难以均匀,整体结构稳定性有待提高,钢丝绳使用寿命低。
技术实现思路
1、本发明的目的是提供一种制备星型包塑衬垫绳芯的星型包塑螺旋机头,通过在绳芯表面刻画螺旋槽解决了塑料无法对绳芯与钢丝绳外股形成的三角区域进行覆盖的问题。
2、本发明的另一目的是提供一种星型包塑衬垫绳芯的制备方法。
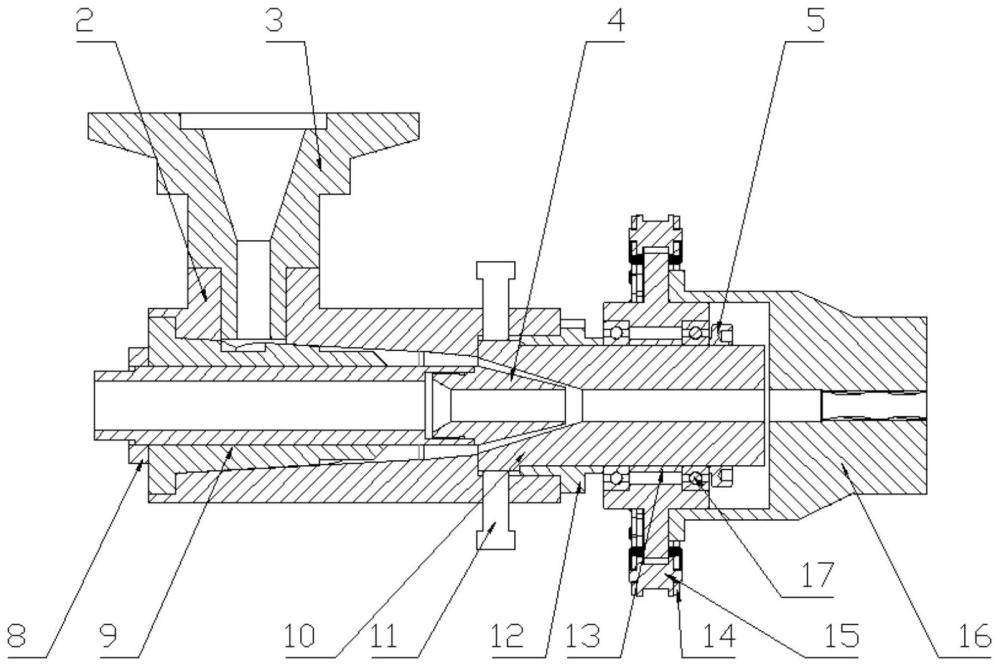
3、本发明所采用的第一种技术方案是,制备星型包塑衬垫绳芯的星型包塑螺旋机头,包括壳体,壳体顶部连通有进料漏斗,壳体内腔设有内模,内模端部连接有模芯,模芯外壁套有模套,模芯与模套间隙配合形成注塑通道,进料漏斗与注塑通道连通,模套靠近模芯的端部与壳体通过调节螺栓连接,模套外壁套接有深沟球轴承,深沟球轴承外圈固接有链轮,链轮周向啮合有链条,链条远离链轮的一端啮合有电机系统,链轮背离深沟球轴承的一侧固接有旋转模套,内模、模芯、模套和旋转模套同轴且内腔形成加工通道。
4、本发明的特征还在于,
5、内模外壁套接有固定卡。
6、模套外壁套接有锁紧轴套,锁紧轴套一端与壳体抵接,锁紧轴套另一端与深沟球轴承内圈外侧抵接。
7、模套与深沟球轴承之间设有轴承轴套。
8、深沟球轴承背离锁紧轴套的一侧且位于模套外壁套接有锁紧螺母,锁紧螺母和深沟球轴承之间设有轴用卡圈,轴用卡圈一侧与深沟球轴承内圈外侧抵接,轴用卡圈另一侧与锁紧螺母抵接。
9、旋转模套内腔靠近模套处为光滑圆柱面,旋转模套内腔远离模套处为刻有螺旋槽的星型面。
10、本发明所采用的第二种技术方案是,星型包塑衬垫绳芯的制备方法,具体包括以下步骤:
11、步骤1,将进料漏斗与挤塑设备相连,在挤塑设备中加入塑料进行搅拌并熔融;
12、步骤2,开启电机带动旋转模套旋转;
13、步骤3,将未包塑绳芯通过包塑线牵引力经过内模进入模芯;
14、步骤4,将步骤1得到的熔融塑料加入进料漏斗,熔融塑料通过模芯与模套之间的注塑通道进入未包塑绳芯表面及内部得到包塑绳芯;
15、步骤5,将步骤4得到的包塑绳芯通过包塑线牵引力经过模套定径,得到包塑圆柱面绳芯;
16、步骤6,将步骤5得到的包塑圆柱面绳芯通过包塑线牵引力经过旋转模套得到星型包塑衬垫绳芯。
17、星型包塑衬垫绳芯沿着轴向均匀分布有若干道连续螺旋槽,星型包塑衬垫绳芯纵截面为星型横截面。
18、本发明的有益效果是:
19、1.本发明制备得到的星型包塑衬垫绳芯提高了钢丝绳内部填充系数,在绳芯包塑过程中,塑料覆盖绳芯表面及内部的同时,螺旋状包塑层能充分填充绳芯与钢丝绳外股形成的三角区域内,及钢丝绳外股间的缝隙中;另一方面在钢丝绳合绳及使用过程中,保证各外股间的间隙均分,各个外股均匀受力,提高钢丝绳整体结构稳定性及致密性,进一步提高钢丝绳使用寿命。
20、2.本发明制备星型包塑衬垫绳芯的星型包塑螺旋机头,采用链轮、链条及电机系统的无级变速传动机构,配合包塑线与包塑螺旋机头电机系统的联动模式,通过设定匹配参数,可以精准实现星型包塑衬垫绳芯表面螺旋槽与钢丝绳捻距相匹配,使钢丝绳外层股与绳芯外层股所形成的三角区内填充满塑料,保证钢丝绳使用过程中的结构稳定性。
21、3.本发明制备星型包塑衬垫绳芯的星型包塑螺旋机头,旋转模套与模套为间隙配合,旋转模套内腔前段为光滑的圆柱面,后段为刻有螺旋槽的星型面,在保证旋转模套正常转动的同时,避免了包塑绳芯表面塑料进入旋转模套与模套的配合间隙中,提高了星型包塑衬垫绳芯表面包塑层的实物质量。
技术特征:1.制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,包括壳体(2),所述壳体(2)顶部连通有进料漏斗(3),所述壳体(2)内腔设有内模(9),所述内模(9)端部连接有模芯(4),模芯(4)外壁套有模套(10),所述模芯(4)与模套(10)间隙配合形成注塑通道,所述进料漏斗(3)与注塑通道连通,所述模套(10)靠近模芯(4)的端部与壳体(2)通过调节螺栓(11)连接,所述模套(10)外壁套接有深沟球轴承(17),所述深沟球轴承(17)外圈固接有链轮(15),所述链轮(15)周向啮合有链条(14),所述链条(14)远离链轮(15)的一端啮合有电机系统,所述链轮(15)背离深沟球轴承(17)的一侧固接有旋转模套(16),所述内模(9)、模芯(4)、模套(10)和旋转模套(16)同轴且内腔形成加工通道。
2.根据权利要求1所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,所述内模(9)外壁套接有固定卡(8)。
3.根据权利要求1所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,所述模套(10)外壁套接有锁紧轴套(12),所述锁紧轴套(12)一端与壳体(2)抵接,所述锁紧轴套(12)另一端与所述深沟球轴承(17)内圈外侧抵接。
4.根据权利要求1所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,所述模套(10)与深沟球轴承(17)之间设有轴承轴套(13)。
5.根据权利要求1所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,所述深沟球轴承(17)背离锁紧轴套(12)的一侧且位于所述模套(10)外壁套接有锁紧螺母(5),所述锁紧螺母(5)和深沟球轴承(17)之间设有轴用卡圈,所述轴用卡圈一侧与所述深沟球轴承(17)内圈外侧抵接,所述轴用卡圈另一侧与锁紧螺母(5)抵接。
6.根据权利要求1所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,其特征在于,所述旋转模套(16)内腔靠近模套(10)处为光滑圆柱面,所述旋转模套(16)内腔远离模套(10)处为刻有螺旋槽的星型面。
7.星型包塑衬垫绳芯的制备方法,其特征在于,使用如权利要求1-6所述的制备星型包塑衬垫绳芯的星型包塑螺旋机头,具体包括以下步骤:
8.根据权利要求7所述的星型包塑衬垫绳芯的制备方法,其特征在于,所述星型包塑衬垫绳芯(7)沿着轴向均匀分布有若干道连续螺旋槽,所述星型包塑衬垫绳芯(7)纵截面为星型横截面。
技术总结本发明公开的制备星型包塑衬垫绳芯的星型包塑螺旋机头,壳体顶部连有进料漏斗,通过内模,内模、模芯、模套和旋转模套形成加工通道,通过链轮和旋转模套固接,链轮通过链条连接电机系统工作。本发明精准实现星型包塑衬垫绳芯表面螺旋槽与钢丝绳捻距相匹配,使钢丝绳外层股与绳芯外层股所形成的三角区内填充满塑料,保证钢丝绳使用过程中的结构稳定性。本发明公开的星型包塑衬垫绳芯的制备方法,将进料漏斗与挤塑设备相连,加入塑料;开启电机带动旋转模套旋转;包塑线牵引力将未包塑绳芯拉入模芯;将熔融塑料加入进料漏斗,通过注塑通道进入未包塑绳芯表面及内部得到包塑绳芯,通过包塑线牵引力经模套定径后经旋转模套得到星型包塑衬垫绳芯。技术研发人员:张东昱,刘国瑞,闫保国受保护的技术使用者:中国石油天然气集团有限公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240615/70848.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表