一种软管的染色工艺以及软管的制作方法
- 国知局
- 2024-07-11 14:51:20
本发明涉及软管染色,具体涉及一种软管的染色工艺以及软管。
背景技术:
1、目前使用的软管再染色过程中,直接采用水性pu作为染色基体,作色于软管编织层,色浆混合水后与水性pu内,受限于产品特性和染色烘干机的设计构造,软管会出现染色浸泡后,经过压辊和牵引辊轮的的挤压,出现摩擦次数较多,在烘箱90~110℃的环境下,在水性pu逐渐固化后,软管表面开始变硬,摩擦系数加大,软管编织层织物在牵引拉力下,磨损加重,编织层承压能力下降,爆破降低,且流体特性出现局部色浆较多,会出现颜色不均现象。
技术实现思路
1、本发明的目的在于克服现有技术的缺陷,提供了一种软管的染色工艺以及软管,可以提高染色后软管的性能。
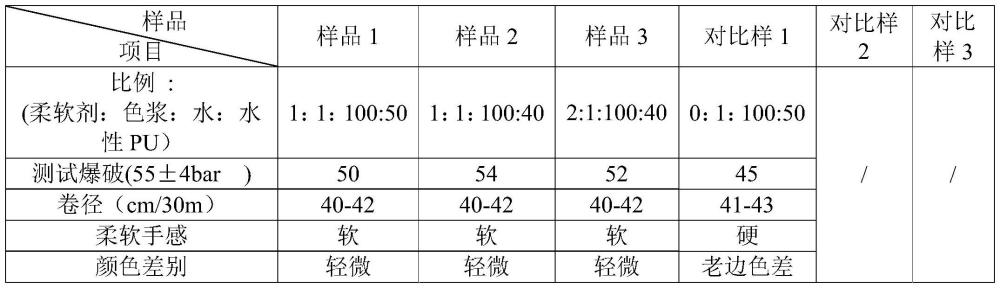
2、为了实现以上目的及其他目的,本发明是通过包括以下技术方案实现的:本发明首先提供了一种软管的染色工艺,所述染色工艺包括以下步骤:s1:提供一软管,所述软管包括有内衬层以及位于所述内衬层外的编织层;s2:将所述软管置于染色剂中浸泡;s3:烘干所述浸泡后的软管;其中,所述染色剂包括重量比为(1~2):1::100:(40~50)的柔软剂、色浆、水以及水性聚氨酯。
3、在一些实施例中,所述柔软剂为聚醚多胺硅氧烷三元共聚硅油。
4、在一些实施例中,所述色浆为偶氮类水性色浆。
5、在一些实施例中,所述水性聚氨酯的粘度是25~30mpa.s,所述水性聚氨酯的固含量是30~35%,所述水性聚氨酯的ph值是6~9。
6、在一些实施例中,所述浸泡为常温浸泡。
7、在一些实施例中,所述烘干的温度为90~110℃。
8、在一些实施例中,所述浸泡后的软管经过压辊挤压。
9、在一些实施例中,所述软管在所述染色剂中浸泡通过牵引辊进行牵引。
10、在一些实施例中,所述牵引辊的牵引速度是40~70m/h。
11、本发明另一方面还提供了一种如上所述染色工艺制备得到的软管。
12、与现有技术相比,本发明通过在色浆与水性pu混合的染色基体内添加一定比例的织物柔软剂,提高柔软程度,减少硬摩擦导致磨损,保持原有强力不受损伤,改善颜色不均,减少水性pu使用,并一定程度上节约成本。
技术特征:1.一种软管的染色工艺,其特征在于,所述染色工艺包括以下步骤:
2.根据权利要求1所述的染色工艺,其特征在于:所述柔软剂为聚醚多胺硅氧烷三元共聚硅油。
3.根据权利要求1所述的染色工艺,其特征在于:所述色浆为偶氮类水性色浆。
4.根据权利要求1所述的染色工艺,其特征在于:所述水性聚氨酯的粘度是25~30mpa.s,所述水性聚氨酯的固含量是30~35%,所述水性聚氨酯的ph值是6~9。
5.根据权利要求1所述的染色工艺,其特征在于:所述浸泡为常温浸泡。
6.根据权利要求1所述的染色工艺,其特征在于:所述烘干的温度为90~110℃。
7.根据权利要求1所述的染色工艺,其特征在于:所述浸泡后的软管经过压辊挤压。
8.根据权利要求1所述的染色工艺,其特征在于:所述软管在所述染色剂中浸泡通过牵引辊进行牵引。
9.根据权利要求8所述的染色工艺,其特征在于:所述牵引辊的牵引速度是40~70m/h。
10.根据权利要求1~9任一所述的染色工艺制备得到的软管。
技术总结本发明提供了一种软管的染色工艺以及软管,涉及软管染色技术领域,所述染色工艺包括以下步骤:S1:提供一软管,所述软管包括有内衬层以及位于所述内衬层外的编织层;S2:将所述软管置于染色剂中浸泡;S3:烘干所述浸泡后的软管;其中,所述染色剂包括重量比为(1~2):1:100:(40~50)的柔软剂、色浆、水以及水性聚氨酯,所述工艺可以减少水性PU的使用,并提高软管染色后的柔软性。技术研发人员:黄裕中,周明,张小红,李虎年,李健,赵平,卞冬明,冯忠豪,顾浩,吴宏亮受保护的技术使用者:中裕软管科技股份有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240615/70898.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表