彩色油股生产工艺的制作方法
- 国知局
- 2024-07-11 14:58:31
本发明属于钢丝绳生产制造,涉及一种彩色油股生产工艺。
背景技术:
1、钢丝绳组股涂覆一定数目和颜色的彩色油股是商标标志的方法之一。在钢丝绳生产过程,控制彩色油股颜色、油膜厚度,减少不同批次生产钢丝绳油股颜色的差异极为重要。一旦油股颜色出现偏差将涉及到供应商产品侵权问题,将承担一定的法律责任和经济赔偿,因此不同批次钢丝绳油股颜色的一致性至关重要。现有彩色油股在生产过程由于彩色油脂附着力不好,在生产过程中给油脂里添加一些增稠剂,提高油脂粘附性,导致化油时冒烟并伴随异味,污染环境,影响员工身心健康。其次因彩色油股工艺参数无法量化,导致不同批次彩色油股颜色不一致,返工成本大,如股绳颜色要求为枚红色,而产品实物颜色为大红色或深红色。
技术实现思路
1、本发明的目的是提供一种彩色油股生产工艺,具有安全环保、质量稳定的特点。
2、本发明的技术方案是,彩色油股生产工艺,具体按照以下步骤实施:
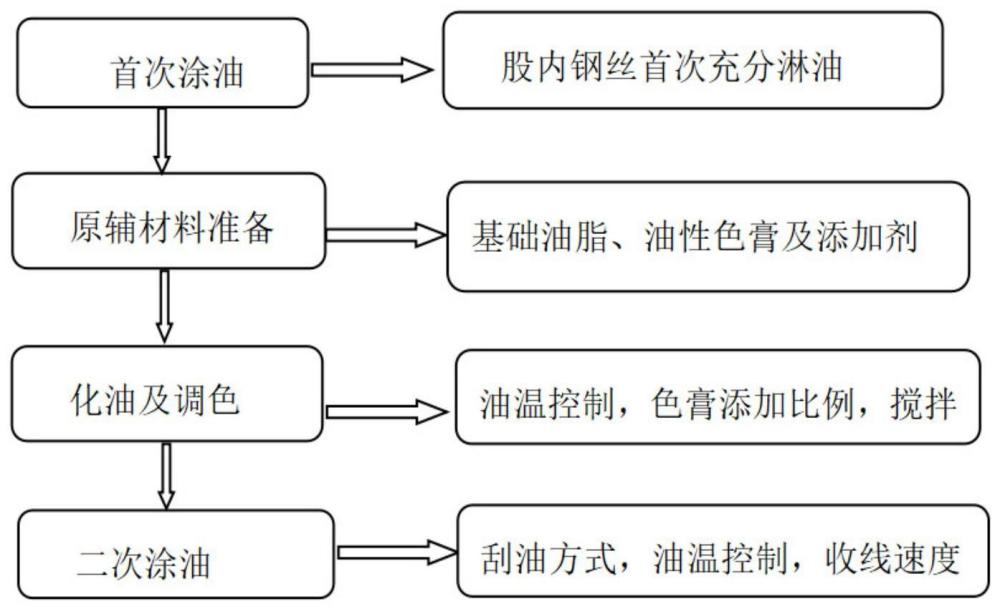
3、步骤1、首次淋油,向容器中加入基础油脂,搅拌加热化油,用融化后的基础油脂对股绳进行正常合股首次淋油,再擦拭股绳表面油脂至股面油膜均匀,得到首次淋油股绳;
4、步骤2、彩色油脂制作;
5、2.1、原辅材料准备,按质量百分比分别称取基础油脂、油性色膏、色素添加剂;基础油脂与步骤1中的基础油脂型号相同,基础油脂与油性色膏的质量比为15-25:1;基础油脂与色素添加剂的质量比为1:0.003-0.006;
6、2.2、化油及调色,将步骤2.1中称取的基础油脂加入到空容器中,搅拌加热至全部融化;向容器中加入步骤2.1中称取的油性色膏,搅拌均匀,容器内混合油脂颜色达到预期后,将色素添加剂稀释加入容器中,搅拌均匀,得到调色后的彩色油脂;
7、步骤3、二次淋油,用步骤2得到的彩色油脂对步骤1的首次淋油股绳进行二次淋油,刮油至股绳表面油脂均匀后,经过牵引轮到收线机处收线,得到彩色油股。
8、本发明的特点还在于:
9、基础油脂为滴点≥85℃、在100℃淋油温度下油脂粘度/cp值≥2000的浅色油脂,且与油性色膏相互溶解。
10、油性色膏为有机油性色膏,色素添加剂为水溶性添加剂。
11、步骤1中,化油温度为90℃~105℃,首次淋油位置为在股绳合拢口给股绳淋油,首次淋油温度为95℃~110℃。
12、步骤1中,擦拭方式具体为在模座位置后用医用胶皮、线圈或橡皮条在股绳表面紧密擦拭。
13、稀释具体为:将称取的色素添加剂,加入到沸水中,搅拌均匀,色素添加剂与沸水的质量比为1:6-10。
14、步骤2.2中,基础油脂加入方式为少量多次,加热温度为90℃~105℃。
15、步骤3中,二次淋油具体为:将步骤1的首次淋油股绳放在有阻尼装置的放线架上,将步骤2中装有彩色油脂的容器放置在导线轮处,用管式合股机将首次淋油股绳合股后引出,经过导线轮时用步骤2得到的彩色油脂对其进行二次淋油。
16、二次淋油温度为90℃~105℃,收线机转速为200r/min~400r/min。
17、步骤3中,刮油方式为用1.8mm~2.0mm的线圈在股绳表面缠绕2-3圈,刮掉表面油脂至股绳表面油脂均匀。
18、本发明的有益效果是:
19、1、本发明的彩色油股生产工艺,生产的彩色油股与其它股颜色对比鲜明,油股颜色美观,彩色油股的油脂润滑、粘附性优,彩色油股与钢丝绳其它油股不存在相互黏连现象,操作简单方便;
20、2、本发明的彩色油股生产工艺,化油及涂油过程不添加影响生产环境的增稠剂,彩色油脂调配加热和涂覆过程环保,无油烟、异味等危害健康的隐患;
21、3、本发明的彩色油股生产工艺,生产成本低,按钢丝绳一股淋彩色油脂计算,彩色油股生产成本比传统生产费用降低50-70%;二次离线涂油效率班产量是原涂油方式的2-3倍;
22、4、本发明的彩色油股生产工艺,生产的彩色油股颜色均匀,油膜厚度均匀,不同批次彩色油股颜色一致,质量稳定且效率高。
技术特征:1.彩色油股生产工艺,其特征在于,具体按照以下步骤实施:
2.根据权利要求1所述彩色油股生产工艺,其特征在于,所述基础油脂为滴点≥85℃、在100℃淋油温度下油脂粘度/cp值≥2000的浅色油脂,且与所述油性色膏相互溶解。
3.根据权利要求1所述彩色油股生产工艺,其特征在于,所述油性色膏为有机油性色膏,所述色素添加剂为水溶性添加剂。
4.根据权利要求1所述彩色油股生产工艺,其特征在于,步骤1中,所述化油温度为90℃~105℃,首次淋油位置为在股绳合拢口给股绳淋油,首次淋油温度为95℃~110℃。
5.根据权利要求1所述的一种彩色油脂的制备方法,其特征在于,步骤1中,所述擦拭方式具体为在模座位置后用医用胶皮、线圈或橡皮条在股绳表面紧密擦拭。
6.根据权利要求1所述彩色油股生产工艺,其特征在于,步骤2.2中,所述稀释具体为:将称取的色素添加剂,加入到沸水中,搅拌均匀,所述色素添加剂与沸水的质量比为1:6-10。
7.根据权利要求6所述彩色油股生产工艺,其特征在于,所述步骤2.2中,基础油脂加入方式为少量多次,加热温度为90℃~105℃。
8.根据权利要求7所述彩色油股生产工艺,其特征在于,步骤3中,所述二次淋油具体为:将步骤1的首次淋油股绳放在有阻尼装置的放线架上,将步骤2中装有彩色油脂的容器放置在导线轮处,用管式合股机将首次淋油股绳合股后引出,经过导线轮时用步骤2得到的彩色油脂对其进行二次淋油。
9.根据权利要求8所述彩色油股生产工艺,其特征在于,所述二次淋油温度为90℃~105℃,所述收线机转速为200r/min~400r/min。
10.根据权利要求9所述彩色油股生产工艺,其特征在于,步骤3中,所述刮油方式为用1.8mm~2.0mm的线圈在股绳表面缠绕2-3圈,刮掉表面油脂至股绳表面油脂均匀。
技术总结本发明公开的彩色油股生产工艺,具体按以下步骤实施:用融化后的基础油脂对股绳进行正常合股首次淋油,再擦拭股绳表面油脂至股面油膜均匀,得到首次淋油股绳;再按质量百分比分别称取基础油脂、油性色膏、色素添加剂;基础油脂与油性色膏的质量比为15‑25:1;基础油脂与色素添加剂的质量比为1:0.003‑0.006;依次向容器中加入基础油脂、油性色膏、稀释的色素添加剂调色后得到彩色油脂;用彩色油脂对首次淋油股绳进行二次淋油,刮油至股绳表面油脂均匀后,经过牵引轮到收线机处收线得到彩色油股。本发明的彩色油股生产工艺化油和调试方法简单,无异味、无油烟、省时省力。且成本低,不污染环境,生产效率高。技术研发人员:许恩荣,闫保国,杨浩,黄顺冰,韩非,王保文,张云受保护的技术使用者:咸阳宝石钢管钢绳有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240615/71616.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。