全自动竹木吸管刨槽胶合一体机的制作方法
- 国知局
- 2024-07-11 15:11:31
本发明涉及竹制品加工,尤其涉及全自动竹木吸管刨槽胶合一体机。
背景技术:
1、竹吸管加工装置作为一种加工装置,可以用来对竹子进行加工,让竹子成为我们所使用的绿色吸管,但现有的竹吸管加工装置仍存在一些缺点。
2、现有中国专利(申请号:202011433701 .6 )提出了一种饮品店用竹制吸管制造设备,包括有:底座,底座用于安装整个设备;气缸,气缸设置在底座上部一侧;钻孔机构,钻孔机构设置在底座上部靠近气缸的一侧;推进机构,推进机构设置在底座上部另一侧,本发明达到了可以自动送料,且钻孔完成后可以对竹吸管进行打磨的效果;通过将竹条放置在第一料箱中,通过上料齿转动,不断将竹条依次移动至上料框中,然后通过第二齿条将竹条依次推出,从而可以实现依次下料的效果。
3、上述竹制吸管制造设备在使用时具有以下缺点:竹吸管加工方法主要以竹圆棒钻孔而成的方式制成,但在钻孔加工过程中由于精准定位难度大,易出现同轴度不高的问题,导致竹吸管各处的壁厚不同,局部厚度甚至大于1mm,影响用户的使用感受,此外,现有的竹吸管加工工艺由于是将竹圆棒直接进行钻孔,导致竹圆棒在加工过程中容易开裂,产品良率较低,为此,我们提出全自动竹木吸管刨槽胶合一体机解决上述问题。
技术实现思路
1、本发明提供全自动竹木吸管刨槽胶合一体机,解决了竹吸管各处的壁厚不同,局部厚度甚至大于1mm,影响用户的使用感受,此外,现有的竹吸管加工工艺由于是将竹圆棒直接进行钻孔,导致竹圆棒在加工过程中容易开裂,产品良率较低的技术问题。
2、为解决上述技术问题,本发明提供的全自动竹木吸管刨槽胶合一体机,包括主机架,所述主机架上安装有用于对竹片原料进行刨切的刨切组件,所述主机架上还安装有用于将刨切后的竹片原料胶合成型的胶合组件,所述主机架上设置有用于将竹片原料向刨切组件和胶合组件输送的给进组件;
3、所述给进组件包括转动设置在主机架上的下输送轮总成和上输送轮总成,所述下输送轮总成与上输送轮总成呈两两垂直对称设置;
4、所述刨切组件包括上凸形刀总成和下凹形刀总成,所述上凸形刀总成和下凹形刀总成均转动设置在主机架上,所述上凸形刀总成设置在下凹形刀总成斜上方;
5、所述胶合组件包括涂胶滚筒总成、向内旋转轨道和胶合挤压输送轮总成,所述涂胶滚筒总成转动设置在主机架上,所述向内旋转轨道安装在主机架上,且位于涂胶滚筒总成下方,所述胶合挤压输送轮总成转动设置在主机架上。
6、优选的,所述主机架的前端固定安装有进料口,所述进料口位于下输送轮总成与上输送轮总成之间。
7、优选的,所述主机架上可调节安装有u型架,所述上输送轮总成转动设置在u型架的内部,所述u型架的顶面固定安装有上输送轮压紧弹簧,所述上输送轮压紧弹簧顶端与主机架顶面固定连接。
8、优选的,所述刨切组件还包括上凸形刀前压料机构、上凸形刀后压料机构、下凹形刀前平台和下凹形刀后平台,所述上凸形刀前压料机构安装在上凸形刀总成一侧,所述上凸形刀后压料机构安装在上凸形刀总成另一侧,所述下凹形刀前平台安装在下凹形刀总成一侧,所述下凹形刀后平台安装在下凹形刀总成另一侧。
9、优选的,所述上凸形刀前压料机构包括转动安装在主机架上的压料板和固定安装在压料板上用于驱动压料板对竹片原料进行抵压的压料弹簧。
10、优选的,所述主机架上设置有用于驱动下输送轮总成、上输送轮总成、上凸形刀总成、下凹形刀总成和涂胶滚筒总成转动的涡轮变速箱和联动万向节。
11、与相关技术相比较,本发明提供的全自动竹木吸管刨槽胶合一体机具有如下有益效果:
12、本发明中,竹片材料被上凸形刀总成和上凸形刀后压料机构刨切除多余的部分,刨出来的形状如图所示的吸管半成品,在竹片材料刨切的过程中上凸形刀前压料机构、上凸形刀后压料机构、下凹形刀前平台和下凹形刀后平台结构配合在竹片材料的刨切定厚、吃刀量以及稳定性上起到了重大的作用,为下一步的胶合打下了良好的基础,在下输送轮总成、上输送轮总成和上输送轮压紧弹簧的输送下,刨好的竹片材料吸管半成品来到了涂胶滚筒总成处, 通过涂胶滚筒总成把吸管半成品涂上可食用的环保速干胶水,涂好可食用环保速干胶水的吸管半成品进入向内旋转轨道内,通过向内旋转轨道把吸管半成品向内旋转度,使吸管半成品的朝向面对面,如图所示,随着下输送轮总成和上输送轮总成的连续向前滚动输送,吸管半成品经过胶合挤压输送轮总成,吸管半成品在胶合挤压输送轮总成的多道挤压下,可使用环保速干胶水的固化形成吸管,实现竹木吸管刨槽胶合一体加工的效果,提高竹吸管的加工效率。
技术特征:1.全自动竹木吸管刨槽胶合一体机,包括主机架(1),其特征在于,所述主机架(1)上安装有用于对竹片原料进行刨切的刨切组件,所述主机架(1)上还安装有用于将刨切后的竹片原料胶合成型的胶合组件,所述主机架(1)上设置有用于将竹片原料向刨切组件和胶合组件输送的给进组件;
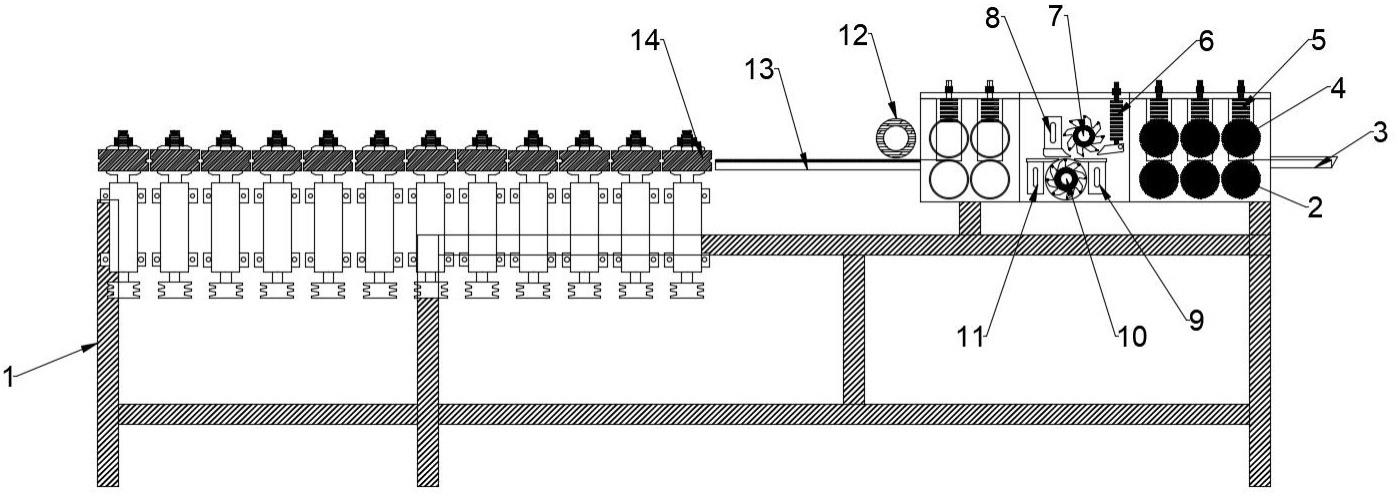
2.根据权利要求1所述的全自动竹木吸管刨槽胶合一体机,其特征在于,所述主机架(1)的前端固定安装有进料口(3),所述进料口(3)位于下输送轮总成(2)与上输送轮总成(4)之间。
3.根据权利要求1所述的全自动竹木吸管刨槽胶合一体机,其特征在于,所述主机架(1)上可调节安装有u型架,所述上输送轮总成(4)转动设置在u型架的内部,所述u型架的顶面固定安装有上输送轮压紧弹簧(5),所述上输送轮压紧弹簧(5)顶端与主机架(1)顶面固定连接。
4.根据权利要求1所述的全自动竹木吸管刨槽胶合一体机,其特征在于,所述刨切组件还包括上凸形刀前压料机构(6)、上凸形刀后压料机构(8)、下凹形刀前平台(9)和下凹形刀后平台(11),所述上凸形刀前压料机构(6)安装在上凸形刀总成(7)一侧,所述上凸形刀后压料机构(8)安装在上凸形刀总成(7)另一侧,所述下凹形刀前平台(9)安装在下凹形刀总成(10)一侧,所述下凹形刀后平台(11)安装在下凹形刀总成(10)另一侧。
5.根据权利要求4所述的全自动竹木吸管刨槽胶合一体机,其特征在于,所述上凸形刀前压料机构(6)包括转动安装在主机架(1)上的压料板和固定安装在压料板上用于驱动压料板对竹片原料进行抵压的压料弹簧。
6.根据权利要求1所述的全自动竹木吸管刨槽胶合一体机,其特征在于,所述主机架(1)上设置有用于驱动下输送轮总成(2)、上输送轮总成(4)、上凸形刀总成(7)、下凹形刀总成(10)和涂胶滚筒总成(12)转动的涡轮变速箱(17)和联动万向节(18)。
7.一种竹吸管的加工方法,其特征在于,首先把适合做吸管的竹片材料放入进料口(3),然后由下输送轮总成(2)、上输送轮总成(4)和上输送轮压紧弹簧(5)配合把竹片材料压紧向前输送,竹片材料在输送的过程中经过装有高速旋转的上凸形刀总成(7)和上凸形刀后压料机构(8), 竹片材料被上凸形刀总成(7)和上凸形刀后压料机构(8)刨切除多余的部分,刨出来的吸管半成品(15),在竹片材料刨切的过程中上凸形刀前压料机构(6)、上凸形刀后压料机构(8)、下凹形刀前平台(9)和下凹形刀后平台(11)结构配合在竹片材料的刨切定厚、吃刀量以及稳定性上起到了作用,为下一步的胶合打下了良好的基础,在下输送轮总成(2)、上输送轮总成(4)和上输送轮压紧弹簧(5)的输送下,刨好的竹片材料吸管半成品(15)来到了涂胶滚筒总成(12)处, 通过涂胶滚筒总成(12)把吸管半成品(15)涂上可食用的环保速干胶水,涂好可食用环保速干胶水的吸管半成品(15)进入向内旋转轨道(13)内,通过向内旋转轨道(13)把吸管半成品(15)向内旋转90度,使吸管半成品(15)的朝向面对面,随着下输送轮总成(2)和上输送轮总成(4)的连续向前滚动输送,吸管半成品(15)经过胶合挤压输送轮总成(14),吸管半成品(15)在胶合挤压输送轮总成(14)的多道挤压下,可使用环保速干胶水的固化形成吸管成品(16)。
技术总结本发明公开了全自动竹木吸管刨槽胶合一体机,涉及竹制品加工技术领域,包括主机架,所述主机架上安装有用于对竹片原料进行刨切的刨切组件,所述主机架上还安装有用于将刨切后的竹片原料胶合成型的胶合组件,所述主机架上设置有用于将竹片原料向刨切组件和胶合组件输送的给进组件;所述给进组件包括转动设置在主机架上的下输送轮总成和上输送轮总成,所述下输送轮总成与上输送轮总成呈两两垂直对称设置;所述刨切组件包括上凸形刀总成和下凹形刀总成,所述上凸形刀总成和下凹形刀总成均转动设置在主机架上,本发明中,实现竹木吸管刨槽胶合一体加工的效果,提高竹吸管的加工效率。技术研发人员:陈仰仁,沈德长受保护的技术使用者:浙江德长竹木有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240615/73018.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。