软木沉头螺钉孔加工工艺的制作方法
- 国知局
- 2024-07-11 15:19:28
本发明涉及沉头螺钉孔加工工艺领域,尤其指软木沉头螺钉孔加工工艺。
背景技术:
1、三角架是壁挂式家具安装常用支撑件,木制家具的壁挂式安装,则一般会相对应地采用木制三角架。木制三角架的一般结构如图1所示,由横支撑条、竖支撑条、斜支撑条组成,其中,横支撑条为条状木质工件,该条状木质工件上设有三个安装孔,分别为沉头螺钉孔、销孔和榫头安装孔。
2、将具有上述结构特征的条状木质工件的加工工作分为三个部分,分别为沉头螺钉孔、销孔和榫头安装孔的加工步骤。
3、目前,现有技术中没有专用于同时加工条状木质工件的沉头螺钉孔、销孔和榫头安装孔的设备,基于现有的通用钻床加工沉头螺钉孔、销孔和榫头安装孔,需要先将条状木质工件水平夹持在钻床上,后对其进行定位并钻孔(先钻三个安装孔中的其中一个,再更换钻头并加工剩余两个未加工的安装孔中的其中一个,最后更换钻头并加工剩余的未加工的安装孔)。
4、在沉头螺钉孔的加工过程中,由于需要加工的条状木质工件为质地较软的软木,木质纤维束与木质纤维束之间间隙较大,随着钻头旋转并切割软木端面,刀刃将切割挤压木质纤维束,又因为后方木质纤维束无法为其提供足够的支撑力,使被切割木质纤维束在刀刃挤压作用下发生弯曲,而无法直接被刀刃切断,最终导致沉头螺钉孔的切割端面粗糙。
5、上述的软木是指硬度小于杨木的木料。
6、随着钻头的继续下移并穿出被加工的软木工件,该软木工件的沉头螺钉孔的出口端(沉头螺钉孔的沉头端为进口端,另一端为出口端)的边缘随着钻头的穿出可能存在背离圆心向外翻折的毛刺,又或者该出口端的边缘较为粗糙。
7、软木的沉头螺钉孔的加工面若较为粗糙或存在毛刺,不仅直观感受不够美观精致,而且工作人员在组装时易被刮伤。
技术实现思路
1、本发明的目的在于在现有沉头螺钉孔加工工艺基础上,基于对不仅能避免碳化还能获得光滑的沉头螺钉孔内壁的需求,构建形成可以调整钻头的转速以及进给速度的软木沉头螺钉孔加工工艺。
2、软木沉头螺钉孔加工工艺,包括将待加工的条状软木工件固定于加工平面上,其特征在于,采用上下两套加工装置对固定在所述加工平面上的条状软木工件进行沉头螺钉孔加工工作,上下两套所述加工装置按设定进给规则进行钻孔工作;
3、所述设定进给规则为:将位于上方的所述加工装置的钻孔行程按先后顺序分为快速移动段、中速进给段、低速进给段,当位于上方的所述加工装置进给至终点位置后随之上升至初始位置,由初始位置出发回到初始位置的加工过程为一个连续的动作;
4、随着进给速度的降低,所述加工装置中的钻头的转速随之加快;
5、上下两套所述加工装置中的钻头位于同一条竖直线上,位于上方的所述加工装置加工该沉头螺钉孔的2/3段,位于下方的所述加工装置加工该沉头螺钉孔的剩余1/3段。
6、具体地,所述设定进给规则具体设定如下:
7、a、位于上方的所述加工装置包括上方钻头,所述上方钻头在所述快速移动段内以第一进给速度和第一转速进给;
8、b、所述上方钻头在所述中速进给段内以低于所述第一进给速度的第二进给速度和高于所述第一转速的第二转速进给;
9、c、所述上方钻头在所述低速进给段内以低于所述第二进给速度的第三进给速度和高于所述第二转速的第三转速进给;
10、d、所述上方钻头由终点位置回到初始位置始终保持所述第三转速和所述第一进给速度,回到初始位置后将所述上方钻头的转速由所述第三转速调整至所述第一转速;
11、e、位于下方的所述加工装置包括下方钻头,所述下方钻头以第四进给速度和第四转速向条状软木工件移动,并以低于所述第四进给速度的第五进给速度和第四转速完成所述沉头螺钉孔剩余1/3段的钻孔工作。
12、进一步地,所述的沉头螺钉孔加工工艺包括如下步骤:
13、步骤1、使所述上方钻头和所述下方钻头分别与条状软木工件上需要加工的沉头螺钉孔的上端和下端位置相对应;
14、步骤2、所述上方钻头在所述快速移动段时,保持第一进给速度s1和第一转速w1向待加工的条状软木工件靠近;
15、步骤3、所述上方钻头进入所述中速进给段时,将进给速度由第一进给速度s1变为第二进给速度s2,将转速由第一转速w1变为第二转速w2,并保持第二进给速度s2和第二转速w2继续向下移动加工所述沉头螺钉孔;
16、步骤4、所述上方钻头进入所述低速进给段时,将进给速度由第二进给速度s2变为第三进给速度s3,将转速由第二转速w2变为第三转速w3,并保持第三进给速度s3和第三转速w3继续向下移动至所述沉头螺钉孔的2/3处;
17、步骤5、所述上方钻头向下移动至所述沉头螺钉孔的2/3处后保持第三转速w3并以第一进给速度s1的速度向上回到初始位置,当所述上方钻头回到初始位置后将转速由第三转速w3变为第一转速w1;
18、步骤6、所述下方钻头保持第四进给速度s4和第四转速w4向待加工的条状软木工件靠近;
19、步骤6、所述下方钻头保持第四进给速度s4和第四转速w4向待加工的条状软木工件靠近并向上移动完成所述沉头螺钉剩余1/3端的加工;
20、步骤7、所述下方钻头保持第四转速w4并以第四进给速度s4的速度向下移动至初始位置。
21、进一步地,在上述的沉头螺钉孔加工工艺中,
22、第一进给速度s1>第二进给速度s2>第三进给速度s3,
23、第二进给速度s2=第四进给速度s4,
24、第一转速w1<第二转速w2<第三转速w3,
25、第二转速w2=第四转速w4,
26、所述第一进给速度s1的速度范围为0.05-0.12m/s,所述第二进给速度s2的速度范围为0.005-0.01m/s,所述第三进给速度s3的速度范围为0.001-0.003m/s;
27、所述第一转速w1的转速范围为1000-2000r/min,所述第二转速w2的转速范围为9000-12000r/min,所述第三转速w3的转速范围为18000-24000r/min。
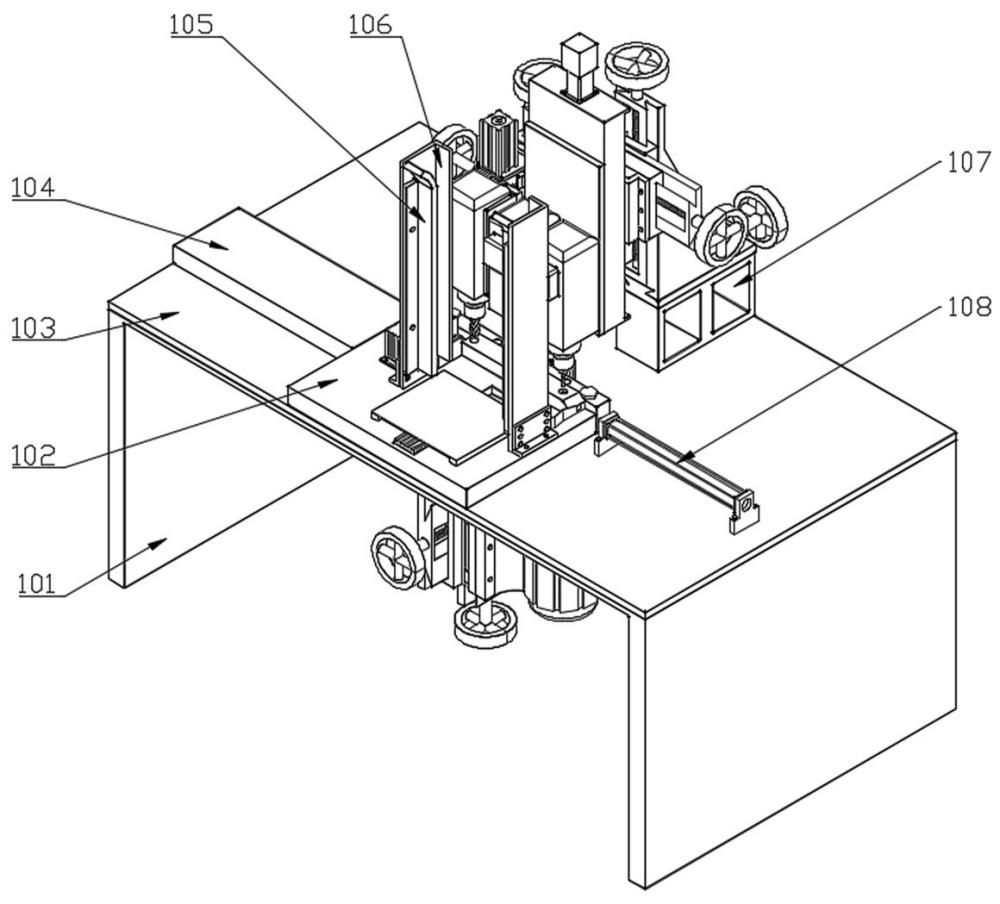
28、进一步地,所述加工平面上还设有能够固定待加工的条状软木工件的固定装置、能够加工条状软木工件上的销孔的第一钻孔装置、能够加工条状软木工件上的榫头安装孔的第二钻孔装置,能够推动条状软木工件按加工工序移动的驱动组件以及能够使条状软木工件依次堆叠放置的码料组件;
29、所述固定装置定位件在条状软木工件的移动方向上设为可升降结构且设有能够避让所述驱动组件中驱动件以及所述加工装置、所述第一钻孔装置和所述第二钻孔装置中的加工钻头的避让结构。
30、进一步地,所述固定装置包括用于定位条状软木工件后侧的后侧定位件、用于定位条状软木工件第一端的可升降的钢性定位件、用于定位条状软木工件第二端的弹性定位件、用于由上方向下压住条状软木工件的可升降的固定压脚。
31、进一步地,所述驱动组件包括推动条状软木工件向加工位置移动的第一推动气缸、移动盖板和将完成钻孔工作的条状软木工件由加工位置推出出料的第二推动气缸,所述第一推动气缸下沉设置在所述加工平面上,所述移动盖板固定安装在所述第一推动气缸中的推板上,所述第二推动气缸固定安装在所述弹性定位件的一侧。
32、进一步地,所述码料组件包括l型固定件、码料a件和码料b件且设有关于所述第一推动气缸左右对称的两组,左右位置对称的l型固定件固定安装在所述加工平面上,左右位置对称的所述码料a件分别固定在左右两个所述l型固定件靠近对称中心的一侧,左右位置对称的所述码料b件分别固定在左右两个所述码料a件靠近对称中心的一侧,每个所述码料a件为l型结构并分为分别与前后方向和左右方向相平行的两个竖直面,每个所述码料b件为l型结构并分为分别与前后方向和左右方向相平行的两个竖直面;
33、左右两个所述码料a件与前后方向相平行的竖直面靠近对称中心的端面之间的距离仅允许一块水平放置的条状软木工件上下移动,所述码料a件与左右方向相平行的竖直面的下端设有一端悬空部分并且该悬空部分仅允许一块条状软木工件前后移动;
34、所述码料b件与前后方向相平行的竖直面与所述码料a件固定连接,所述码料b件与左右方向相平行的竖直面与所述码料a件与左右方向相平行的竖直面之间的距离允许一块条状软木工件上下移动,所述码料b件与左右方向相平行的竖直面的下端设有一端悬空部分并且该悬空部分仅允许所述移动盖板前后移动。
35、进一步地,所述加工装置、所述第一钻孔装置和所述第二钻孔装置均通过三轴燕尾槽拖板位置可调的安装在所述加工平面上,
36、所述三轴燕尾槽拖板由三个燕尾滑台组成,三个所述的燕尾滑台能够分别调节上述的加工装置在x轴上、在y轴上、在z轴上的位置。
37、进一步地,位于上方的所述加工装置通过滑台组件安装在该处的三轴燕尾槽拖板上,该滑台结构采用伺服电机作为进给的动力源,位于下方的所述加工装置、所述第一钻孔装置和所述第二钻孔装置的进给动力源包括伺服电机、气缸等并通过滑轨滑块组件滑动安装在各自的三轴燕尾槽拖板上。
38、进一步地,所述滑台组件包括所述伺服电机、滑台箱、连接丝杆、导向滑轨、导向滑块和丝杆滑块,所述连接丝杆转动连接在所述滑台箱的上下壁之间,所述导向滑轨固定安装在所述滑台箱内壁上且关于所述连接丝杆位置对称,所述丝杆滑块通过螺纹连接在所述连接丝杆上,所述导向滑块滑动连接在所述导向滑轨上,所述导向滑轨和所述丝杆滑块的远离所述滑台箱的端面与该处的所述三轴燕尾槽拖板固定连接,所述伺服电机固定安装在所述滑台箱上并与所述连接丝杆连接,位于上方的所述加工装置固定安装在所述滑台箱上。
39、本发明的有益效果在于:本技术公开的软木沉头螺钉孔加工工艺可通过调整钻头的进给速度以及钻头的转速,使钻头在不同的工作段中选用不同的进给速度和钻头转速,而且钻头在由初始位置出发回到初始位置的加工过程中连续移动并未停顿,在确保工作效率的情况下,不仅防止沉头螺钉孔内壁碳化,还能使其内壁光滑,并设置上下两组加工装置,使其分工合作,位于上方的加工装置和位于下方的加工装置共同加工该沉头螺钉孔,有效防止沉头螺钉孔的端部边缘出现毛刺,使该条状软木工件的表面光滑无毛刺。
40、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73914.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。