新型展平竹集成板和方材高效利用的制备方法和应用与流程
- 国知局
- 2024-07-11 15:19:28
背景技术:
技术实现思路
1、本发明的目的是提供一种新型展平竹集成板和方材高效利用的制备方法和应用,通过选用尺寸、密度或模量规格的无刻痕展平竹为单元、经组坯、接长、施胶压制等工序集成的一定规格材,以减少刨废竹料、减少制备工序、可实现连续化生产。
2、为此, 本发明的方法和应用,包括如下步骤:
3、(1)竹材选用竹龄5年、竹梢部直径达到10cm以上的新鲜毛竹,外观无霉烂、虫孔、腐朽、开裂,颜色均匀的新鲜毛竹,横截长度依据竹材围径及长度的不同共分为六个等级长度规格为0.4m、0.5m、0.6m、0.8m、0.9m、1.1m,每个等级长度的竹筒纵向剖分成宽度不小于8cm的弧形竹片,弧形竹片经软化、去青、去黄、无损伤展开的展平竹板材;
4、(2)对展平竹板材的竹青和竹黄面刨平呈同竹板材小头端同厚度的平面,纵向两侧边为由同侧小头端向同侧大头端自然倾斜的斜向平面,且同厚度竹板材的竹青或竹黄面形状呈规格尺寸的梯形,得同厚展平竹板材;
5、或对展平竹板材的纵向两侧边刨平呈同竹板材小头端同宽度的平面,竹青和竹黄面为由同侧小头端向同侧大头端自然倾斜的斜向平面,且同宽度竹板材的竹青或竹黄面形状呈规格尺寸的矩形,得同宽展平竹板材3;
6、(3)将同宽展平竹板材2和同厚展平竹板材3尺寸规格化,对同宽展平竹板材和同厚展平竹板材单元按照一定的长度、宽度和厚度规格进行分级,其中,长度规格为0.4m、0.5m、0.6m、0.8m、0.9m、1.1m,宽度规格为:8cm、9cm、10cm、11cm,厚度规格为:5~16mm,分别得规格同厚展平竹板材和规格同宽展平竹板材;
7、(4)将规格同厚展平竹板材和规格同宽展平竹板材密度均一化,对规格同厚展平竹板材和规格同宽展平竹板材按照密度进行分级,其密度等级水平为:≤0.65g/cm3,0.65-0.70g/cm3,0.7-0.75 g/cm3,0.75-0.80 g/cm3,0.80-0.85 g/cm3,≥0.85 g/cm3;同规格同厚展平竹板材的形状、密度、长度和厚度相同,得同规格同厚展平竹板材;同规格同宽展平竹板材的形状、密度、长度和宽度相同,得同规格同宽展平竹板材;
8、进行分级也可为模量等级分级;模量等级为:6gpa~146gpa;
9、(5)将同一种尺寸规格和密度等级的同规格同宽展平竹板材或同规格同厚展平竹板材的对接面施胶;
10、(6)对施胶后的同规格同宽展平竹板材或同规格同厚展平竹板材进行基础组坯:
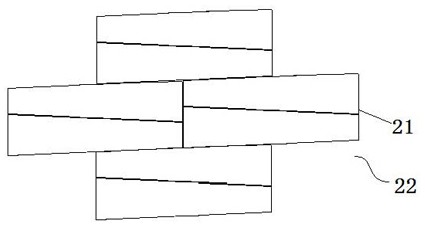
11、(a) 同规格同厚展平竹板材进行基础组坯:将两块同规格同厚展平竹板材的相邻两侧边对接粘合,一块同规格同厚展平竹板材的大头端与另一块同规格同厚展平竹板材的小头端为同一侧边,两块同规格同厚展平竹板材形成平行四边形,得平行四边块材;
12、(b) 同规格同宽展平竹板材进行基础组坯:将两块同规格同宽展平竹板材的相邻竹黄面、或相邻竹青面、或相邻竹青竹黄面对接粘合,对接粘合的一块同规格同宽展平竹板材的厚端与另一块同规格同宽展平竹板材的薄端为同一侧面,两块同规格同宽展平竹板材形成矩形,得矩形块材;
13、(7)对平行四边块材、或矩形块材的接长,同类单元块错缝接长,采用同类两单元块之间指接、直线对接、斜线接、斜榫对接的接长方式;单元错缝接长必须保证相邻层接口间距超过单元1/3长度,对接处单元之间还需施加胶黏剂胶合;
14、(8)在基础组坯得到的矩形块材、或平行四边块材的基础上进行搭建层积组坯:搭建层积组坯按照对称组坯方式进行组坯,可为同一形状各块对称,或为整体对称;得搭建矩形集成材、或搭建平行集成材;
15、(9)对搭建矩形集成材、或搭建压力为厚度方向,宽度方向为辅助压力,施压过程中,板坯平放则侧面压力为主压力;板坯立平行集成材的压制,将组坯好的集成材在板坯厚度方向上采用厚度、宽度4个方向施压,立放则高度方向为主压;
16、(10)对搭建矩形集成材、或搭建平行集成材的胶黏剂固化方式:常温固化胶则在一定压力条件下,固化2~4h;高频介质加热方式则在高频作用下,使高频电极传输方向与胶层方向平行实现快速固化,固化时间为30s~100s,得固化矩形集成材、或固化平行集成材;
17、(11)对平行四边块材、矩形块材、固化矩形集成材、或固化平行集成材的加工,根据用途不同,进行加工,以获得不同用途。
18、作为本发明的一种优选技术方案,所述的胶黏剂种类包括常温固化的异氰酸酯胶黏剂,聚醋酸乙烯酯胶黏剂,以及高频用胶黏剂。
19、作为本发明的一种优选技术方案,所述的同规格同厚展平竹板材的形状、密度、长度和厚度相同,同规格同厚展平竹板材的宽度不同且厚度相同,竹青和竹黄面形状为梯形。
20、作为本发明的一种优选技术方案,所述的同规格同宽展平竹板材的形状、密度、长度和宽度相同,同规格同宽展平竹板材的厚度不同且宽度相同,竹青和竹黄面形状为矩形。
21、作为本发明的一种优选技术方案,对平行四边块材、矩形块材施压,施压过程中,主压力向与粘合面垂直,平行四边块材板坯平放侧面压力为主压力;矩形块材板坯平放上面正压力为主压力,进行压制。
22、作为本发明的一种优选技术方案,对平行四边块材、矩形块材的胶黏剂固化方式:常温固化胶则在一定压力条件下,固化2~4h;高频介质加热方式则在高频作用下,使高频电极传输方向与胶层方向平行实现快速固化,固化时间为30s~100s。
23、作为本发明的一种优选技术方案,平行四边块材、或矩形块材的加工是:
24、(a)在平行四边块材、或矩形块材的对接边开对接槽,作为铺设地板的块材;
25、(b) 作为建筑用非承重分隔板材的基础块、作为建筑用材的基础块。
26、作为本发明的一种优选技术方案,施胶方式,在保证施胶量情况下,可以选择涂胶、淋胶施胶方式,也可以单面施胶。
27、作为本发明的一种优选技术方案,对规格同厚展平竹板材和规格同宽展平竹板材按照密度进行分级时对于>0.85g/cm3的板材采用逐级分选,先分级>0.85g/cm3的板材,进行依次再次分级:0.85-0.90g/cm3,0.90-0.95g/cm3,大于0.95g/cm。
28、作为本发明的一种优选技术方案,对规格同厚展平竹板材和规格同宽展平竹板材可以以模量等级进行分级,模量等级为:6gpa、7gpa、8gpa、9gpa、10gpa、11gpa、12gpa、13gpa、14gpa。
29、与现有技术相比,本发明的有益效果是:
30、1、本发明在加工过程中可以大幅度减少刨废竹料,本发明在加工过程中不追求制成呈矩形尺寸的规格型材,即并不要求规格型材六面呈矩形平面,而是依照展平竹板材的自然形状,仅刨平竹黄和竹青面呈同高平面,或仅刨平展平竹板材的两侧边呈同宽矩形平面,从而大幅度减少刨废竹料,初步测算表明本发明较现有技术可以减少50%的刨废竹料,从而大幅度减少了资源浪费及废竹料的处理成本,利于环保。
31、2、本发明对展平竹在长度、宽度、厚度、密度、性能上进行规格化,展平后将2片竹规格片相对粘接成竹规格基础块,从而使竹规格基础块平整稳定,竹规格材更适应大规模生产。
32、3、本发明大大节省了人力及物力成本,提高了生产效率,品质规范统一、缩短了加工时间, 本发明能制备尺寸规格、性能稳定、变形小的竹规格材以适应大规模生产,具有方法节能省料,产品具有坚固牢靠,韧性好,长久使用不开裂,无曲翘,方便了运输储存的优点。
33、本发明以展平竹为单元,通过对展平竹尺寸、密度、性能的规格化,采用平板侧压或立式正压方式制备展平竹集成板方材,用做结构材;同时对展平竹集成材在宽度方向上进行等分或不等分剖分锯切,制备不同用途、不同厚度的集成板材。该方法可以减少制备工序,降低胶黏剂使用量,提高生产效率。竹规格材的加工生产步骤较传统竹片材生产步骤减少50%,节约用人量90%,成本降低50%,竹材利用率提高25%。以竹规格基础块为单元制备新型的竹集成材,由于其尺寸大,更适应大规模生产,且胶粘剂用量少。
34、附图说明:
35、图1.己有竹材展开板的结构示意图;
36、图2.本发明的同厚展平竹板材的结构示意图;
37、图3.本发明的同宽展平竹板材的结构示意图;
38、图4.本发明的矩形块材的结构示意图;
39、图5.本发明的平行四边块材的结构示意图;
40、图6.本发明的平行四边块材的一种搭建组坯结构示意图;
41、图7.本发明的矩形块材的一种搭建组坯结构示意图;
42、图8.本发明的同类两单元块之间接长中指接的结构示意图;
43、图9.本发明的同类两单元块之间接长中直线对接的结构示意图;
44、图10.本发明的同类两单元块之间接长中斜线对接的结构示意图;
45、图11.本发明的同类两单元块之间接长中斜榫对接的结构示意图;
46、图12.本发明的平行四边块材作为地板块材的结构示意图;
47、图13.本发明的矩形块材作为地板块材的结构示意图;
48、图14.本发明的同规格同厚展平竹板材的侧向拼宽结构示意图。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73913.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
板材封边设备的制作方法
下一篇
返回列表