容器以及装配容器的方法与流程
- 国知局
- 2024-07-11 15:35:09
本发明涉及包装容器领域、尤其涉及食品和饮料容器。本发明涉及容器、容器装配方法和相应的装配装置。
背景技术:
1、一次性容器、尤其是用于食品和饮料的一次性容器无处不在。古代丢弃的容器堆(如古罗马的泰斯塔西奥山)提供了历史教训,而现代的不回收式容器则对环境造成了影响,此问题需要加以缓解。现有方式聚焦于完整的产品使用周期,同时考虑到生产和处置。众所周知,一次性容器、尤其是食品用一次性容器是用竹子、木材、稻草等材料制成。与现有方法相比,需要对环境影响较小的容器。
2、us3’164’314公开了将纸杯底粘接至杯侧壁。在侧壁下端附近放置底盘,在底盘的圆周上施加粘合剂,然后将侧壁的下端卷曲或折叠到包含粘合剂的区域上。
3、fr2819495公开了一种由单板结合柔韧材料片制作奶酪盒壁的方法。
4、wo201 0/043817示出了一种由单板制成的杯子,其中壁部由涂覆柔性层的单板制成,而底部由涂覆塑料的纸板制成。壁部和底部焊接在一起。焊缝是否足够牢固和/或是否液密值得怀疑。
技术实现思路
1、因此,本发明的一个可行目的是形成一种容器和装配最初提及类型的容器的方法,以及相关的装配装置,它们克服了上述缺点。
2、本发明的另一个可行目的是提供一种对环境影响较小的容器。
3、本发明的另一个可行目的是提供一种制做容器的替代方法。
4、这些目的通过根据对应独立权利要求的一种容器和一种装配容器的方法以及一种装配装置来实现。
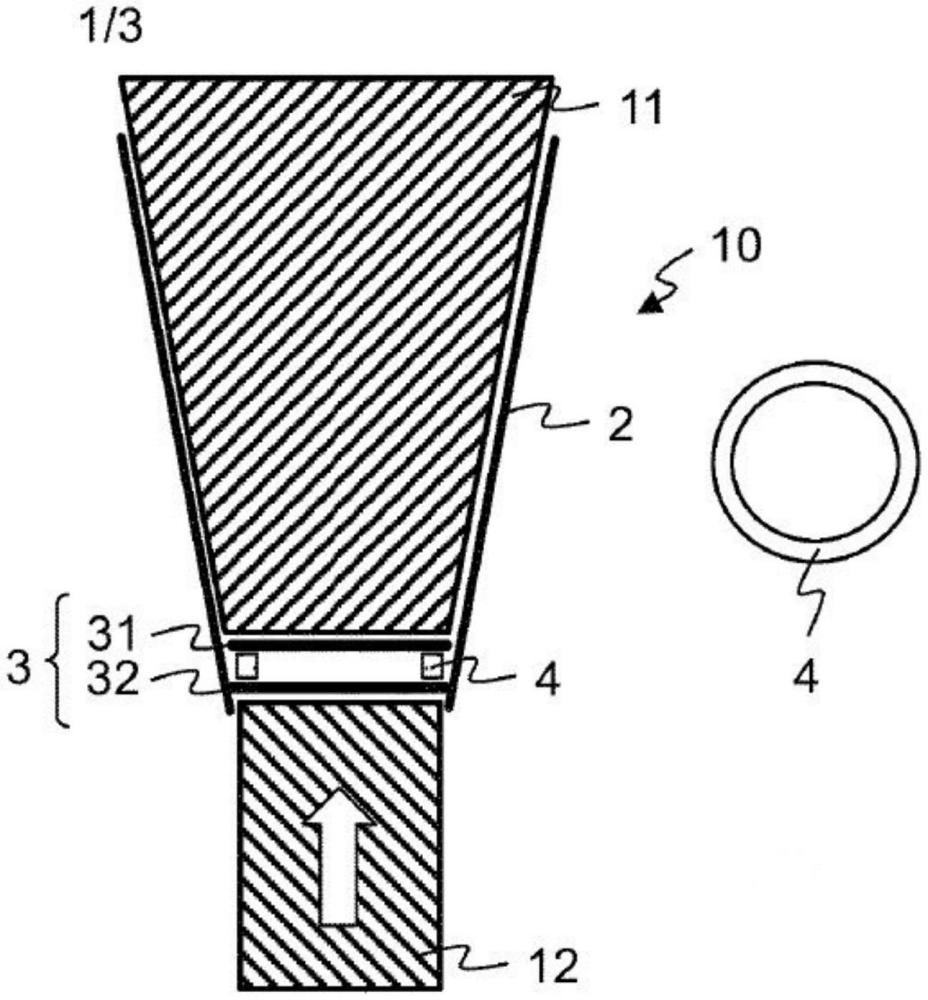
5、一种装配容器的方法,所述容器包括:
6、·侧壁,所述侧壁包括纤维素基材料、特别是单板,所述侧壁弯曲成管状,
7、·至少一个底部,所述底部包括纤维素基材料、特别是单板;
8、·连接件,所述连接件由可熔材料制成;
9、该方法包括以下步骤:
10、·将所述连接件和所述底部布置在管状侧壁的一端;
11、·向所述连接件施加能量,从而软化所述连接件;
12、·沿着基本与所述底部的延伸平面正交的方向压缩所述连接件、并且尤其还压缩所述底部,从而使软化的所述连接件在所述底部的延伸平面中延伸;
13、·从而将所述连接件结合至所述侧壁并且结合至所述底部。
14、将连接件结合到侧壁和底部的方式将侧壁和底部连接起来并且在两者之间形成密封。这样就可以简单可靠地制造出主要由单板制成的容器。
15、应理解的是,管状可包括柱形、大体柱形(也就是非圆形的柱形)。在最通常的含义中,容器由此并不局限于具有圆形底座的圆柱形或锥形侧壁,也不局限于圆形底部。例如,圆柱体的顶部底座和/或底部底座可以是倒圆三角形、倒圆正方形或长方形、倒圆五角形或一般的倒圆多边形,也可以是卵形、椭圆形或类似形状。此外,管状是指该形状与截顶锥或棱柱的表面相对应,后者通常具有倒圆边缘。管状可包括圆柱形和圆锥形部段(分别位于管子高度的不同位置)的组合。
16、在装配前,管状侧壁包括顶部开口和底部开口,这些开口沿管状的纵向轴线彼此远离。通常,这些开口的形状对应于与管状相对应的圆柱体和/或圆锥体的顶部底座和底部底座。管状可以具有旋转对称性,在这种情况下,相应的对称轴与纵轴线是重合的。
17、基本与底部延伸平面正交的方向通常与管状形状的纵轴平行。该方向通常也平行于压缩连接件和底部时砧座和柱塞的相对运动方向。
18、在一些实施例中,纤维素基材料、特别是侧壁的单板的厚度在0.2毫米到1毫米之间、尤其是在0.4毫米到0.8毫米之间、更尤其在0.5毫米到0.7毫米之间。在实施例中,纤维素基材料的厚度、特别是在底部一个或多个层的每一层中使用的单板厚度在0.2毫米到1毫米之间、尤其是在0.4毫米到0.8毫米之间、更尤其在0.5毫米到0.7毫米之间。
19、在一些实施例中,单板由枫木、桦木、杨木或榉木制成。
20、在一些实施例中,其中侧壁和/或底部的纤维素基材料、特别是单板占各自侧壁或底部的重量或占作为底部一部分的盘状件的重量的至少70%、特别是至少80%、更特别是90%。
21、纤维素基材料给予了侧壁和/或底部结构稳定性。纤维素基材料通常是单板,但在其他实施例中也可以是纸或纸板等。作为侧壁和/或底部一部分的其他材料可以用来实现液体密封、改善与连接件的粘合、为标签提供基础等。这些其它材料可以是膜或薄层的形式,如下所述。
22、在一些实施例中,底部是单件材料,特别是其中所述底部比所述侧壁厚,和/或比其厚度厚于一毫米或两毫米。
23、在一些实施例中,所述底部由至少两个单独部件、特别是第一盘状件和第二盘状件制成,
24、所述连接件布置在所述两个单独部件中间,以及
25、可选地,在两个单独部件之间还布置中间层,
26、特别是中间层将两部分结合在一起。
27、在一些实施例中,当存在两个单独部件时,它们可以具有相同的形状,如果它们是圆形的则意味着它们具有相同的直径,或者两个底部中位于内侧的一个可小于位于外侧的一个。此外,两个单独部件中的每一个可以与侧壁具有相同厚度。
28、在一些实施例中,底部的形状设计为防止连接件在被压缩时沿径向向内流动。具体做法是,将底部设计成具有凹槽或通道,凹槽或通道环绕底部圆周延伸,并将连接件布置在该通道中。通道可以通过具有第一盘状件、第二盘状件和中间层的底部形成,中间层布置在这些盘状件之间,具有比这些盘状件更小的直径。在实施例中,第二盘状件是一个环。在这种情况下,第二盘状件可以布置在底部的外侧,也就是所得容器的外侧。
29、在一些实施例中,该方法包括通过以下方式形成预装配底部的步骤:在将所述连接件和所述底部布置在所述侧壁内之前结合所述底部的元件,
30、尤其是通过布置在它们之间的连接件结合第一盘状件和第二盘状件,
31、尤其是在所述底部的中间区域中将所述第一盘状件、所述第二盘状件以及选择性地还有所述中间层彼此结合。
32、在一些实施例中,当压缩所述连接件和所述底部时,所述底部的外边缘之间存在间隔,延伸的连接件包盖住所述底部的外边缘。
33、当容器在使用时,连接件流过并包盖住周缘,这防止了液体通过沿着木材纹理延伸的通道进入底部,否则这些通道就会在周缘出外露。这可能会影响底部的稳定性和/或导致木材中的化学物质渗漏到液体中。
34、在只有一个底部的情况下,这种围绕外边沿的间隔可以存在于单个底部周围。当存在两个底部时,间隔可以存在于其中一个或两个底部周围。在一些实施例中,侧壁是圆锥形的,两个底部是一致的,因此间隔围绕两个底部中的位于内部的一个存在。在实施例中,侧壁是直的,两个底部中位于内侧的一个小于位于外侧的一个。位于内侧的底部朝向容器内部。由于上述原因,最好至少是内侧的一个,其周缘被展开连接件覆盖。
35、在一些实施例中,其中至少一个底部特别是通过迫入所述管状侧壁一端处的开口而在周缘处弯曲。
36、通过此方式,外边沿可以朝向连接件,以便于覆盖外边沿。替代地或补充地,在将底部插入管状侧壁之前将其预弯曲。
37、在一些实施例中,存在两个底部,且只有其中一个或两个底部在它们的周缘处弯曲。
38、在一些实施例中,连接件是由实心材料制成的环,或是实心材料制成的环的部段。
39、连接件可为
40、·从片材出冲压或切出;或
41、·模压;或
42、·由丝材制成或条状材料弯曲形成环或环的部段来制成;或
43、·从挤出管切出;或
44、·底部上挤出。
45、连接件被挤出可以是指,在底部上以单股形式沉积所挤出的环,单股构成连接件的整个宽度。另外,连接件被挤出也可以是指,通过三维打印机用比连接件更细的单股经过多次加工而成。
46、在一些实施例中,连接件的横截面呈矩形、圆形、三角形和梯形中的一个。
47、在一些实施例中,连接件的厚度在0.1至1毫米之间、优选在0.3至0.6毫米之间。
48、在一些实施例中,为所述连接件赋予能量包括以下至少一项:
49、·加热所述连接件,以及
50、·向所述连接件施加机械能,特别是施加振动能,如超声能。
51、在一些实施例中,振动能(如超声能)通过柱塞施加,柱塞因此充当了超声焊极。柱塞的形状可以使超声能集中在底部和/或连接件的特定位置。特别是,它可以将能量集中在底部的外围,连接件将在这里软化,以与底部和侧壁结合。
52、在一些实施例中,压缩所述连接件包括以下其中一项:
53、·将所述柱塞移向所述砧座,所述侧壁相对于所述砧座保持静止,所述侧壁的位置由所述砧座限定;以及
54、·移动所述砧座,或者可选地移动所述砧座的中心部分,所述侧壁相对于所述柱塞保持静止,所述侧壁的位置由所述柱塞以及可选地由所述砧座的外部部件限定,所述砧座的中心部件在所述砧座的外部部件内移动。
55、在一些实施例中,至少在压缩所述连接件时,该方法包括以下步骤:
56、·约束环在径向方向上支撑所述侧壁,以抵消展开的连接件的径向力。
57、在一些实施例中,该方法包括在压缩和结合所述连接件的步骤之前,在所述侧壁将与所述底部结合的区域中对所述侧壁进行预热的步骤,
58、特别是通过以下一种或多种方式:
59、·加热气流;
60、·红外线辐射;
61、·加热元件的热传递,尤其是其中加热元件通过所述约束环将热量传递给所述侧壁。
62、用红外辐射照射可以用加热柱塞来完成,加热柱塞可以不同于用于压缩底部的柱塞。
63、在一些实施例中,该方法包括在压缩和结合连接件的步骤之前,在底部要与侧壁结合的区域预热底部的步骤。上述用于加热侧壁的一种或多种加热原理也可应用于底部。
64、预热侧壁可以提高连接件与侧壁材料涂层的结合。预热底部可以减少加热连接件的时间,从而缩短制造时间。
65、在一些实施例中,该方法包括在压缩和结合所述连接件的步骤中加热所结合的元件的步骤,特别是通过以下一种或多种方式进行加热:
66、-通过砧座自加热元件传递热;
67、-通过所述柱塞自加热元件传递热;
68、-通过所述约束环自加热元件传递热。
69、在实施例中,所述侧壁至少在其待与所述底部结合的区域中被材料膜覆盖,该材料膜可改进与所述连接件和底部的结合,特别是其中所述材料是热塑性材料和/或与连接件材料相同的材料。
70、这将改进连接件与覆盖或涂覆有材料膜的侧壁之间的结合。在实施例中,材料膜是通过在侧壁上层压、喷涂、喷漆或印刷材料来实现的。材料膜可包括单层材料或多层相同材料或不同材料。其中一层可以是粘合材料或胶水以将膜结合至侧壁。膜的适用材料例如为聚乙烯(pe)、低密度聚乙烯(ldpe)、高密度聚乙烯(hdpe)、eva(乙烯-醋酸乙烯)、pvc(聚氯乙烯)、pvac(聚醋酸乙烯)、pval(聚乙烯醇)、pp(聚丙烯)或生物可降解材料。生物可降解材料例如基于聚乳酸(pla)或木质素。具体例子有或mater-
71、在一些实施例中,对底部的外边缘进行涂覆,以防止液体进入底部的材料、特别是单板纹理的通道。
72、在一些实施例中,用于涂覆侧壁和/或覆盖周缘的材料是一种可生物降解的聚合物材料。
73、在一些实施例中,在底部结合至侧壁后,对整个容器或仅容器的底部周围部分进行涂覆或处理,通常是为了密封材料的孔隙、特别是单板,并提高其对液体的耐受性。涂覆或处理可包括施加一层清漆、蜡或油漆。
74、在一些实施例中,砧座和柱塞被形状设计为当它们朝向彼此移动并压缩所述底部和所述连接件时它们之间在周缘处比在中间处留出更大的间隔。
75、这样做的效果是,底部的中部比周缘受到更大的挤压,并迫使连接件的软化或熔化的材料沿径向向外运动抵靠于侧壁。
76、在一些实施例中,砧座和柱塞分别具有相应的凸形和凹形,这迫使底部在与侧壁结合后具有相应的形状。这种形状通常为弧形,具有比平面形状更稳定的机械性能。
77、在一些实施例中,柱塞的直径小于底部或第二盘状件和/或第一盘状件的直径。这也迫使底部或各盘状件在与侧壁结合后具有弧形形状。这也有助于在容器装有热液体时稳定底部的形状。
78、在一些实施例中,砧座的形状设计为适形于重叠所述侧壁的层时形成的间隔的形状。
79、这样可以防止连接件分布不均地流动进入间隔,这种情况的出现归因于在侧壁各层重叠的地方间隔宽度会发生变化。在此位置还保持作用于连接件的内部压力,该压力迫使连接件沿径向紧靠侧壁的孔隙。
80、在一些实施例中,连接件的形状与侧壁各层重叠时产生的间隔的形状一致。
81、在一些实施例中,连接件被形状设计为适形于侧壁的各层重叠时形成的间隔的形状。
82、容器可如上所述进行加工,该容器包括
83、·侧壁,所述侧壁包括纤维素基材料,并且所述侧壁弯曲成管状,
84、·至少一个底部,所述底部包括纤维素基材料;
85、·连接件,所述连接件由可熔材料制成;
86、其中,所述连接件呈环形,并与所述侧壁和所述底部结合。
87、一种用于制造容器的装配装置,所述装配装置包括:
88、·砧座,其根据待制造的容器的侧壁的内部形状成形;
89、·柱塞,其被构造为朝向所述砧座移动并压缩布置在所述柱塞和所述砧座之间的物体,并可选择地为该物体赋予超声能;
90、·选择性地还有加热元件,其被布置为加热待制造的容器的侧壁。
91、在实施例中,除柱塞外或代替柱塞,砧座被构造为将超声能赋予受压物体。
92、在从属专利权利要求中可以明显看到更多的实施例。方法权利要求的特征可与装置权利要求的特征相结合,反之亦然。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75215.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表