一种表面抗损伤异型线条压贴工艺的制作方法
- 国知局
- 2024-07-11 15:36:04
本发明属于板材加工,具体涉及一种表面抗损伤异型线条压贴工艺。
背景技术:
1、家具产品大部分采用三胺平板作为材料。三胺平板是将三胺纸压贴在平板基材上制成的,常用于制作门板、柜身、墙板等。但少部分家具产品如层板、罗马柱、顶底线、门套线等是异型产品,异型产品与三胺平板配套使用时,由于材质不同会出现色差情况。目前的异型产品一般采用软质材料如油漆纸、膜类材料进行包覆,这也导致异型产品的表面硬度和抗损伤性能较低。
2、另外,目前市场上有几种表面处理方式,如热固化、uv固化、eb(电子束)固化等。其中,eb固化的表面处理提供了最好的抗损伤性能,但目前市场上的eb表面处理都是专用设备,通常在三胺平板上涂布或辊涂透明eb油漆,然后通过电子束固化完成。这种方法只适用于平板产品,无法用于制作异型线条。
技术实现思路
1、为了克服上述现有技术存在的问题,本发明的目的之一在于提供一种表面抗损伤异型线条压贴工艺。本发明的目的之二在于提供上述工艺制得的压贴基材。本发明针对现有技术中的两个问题提供了一种表面抗损伤的异型压贴工艺。该工艺采用已固化的eb涂层转移膜,并结合异型模压设备,通过压贴工艺,将eb涂层转移至产品表面,解决了使用专用eb设备的限制。由此生产出的产品具有抗损伤性能,且与平板产品搭配时无色差问题。
2、为了实现上述目的,本发明所采取的技术方案是:
3、本发明的第一方面提供了一种表面抗损伤异型线条压贴工艺,包括如下步骤:
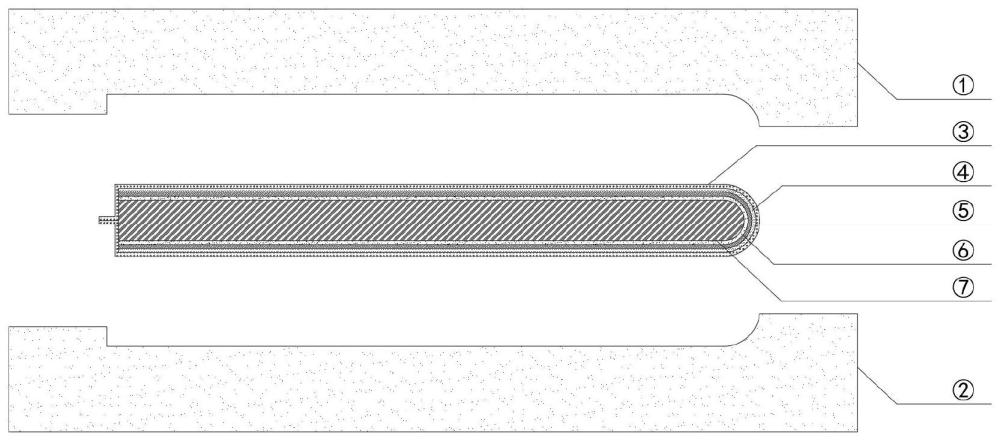
4、s1、在附有涂层膜和浸渍印刷纸的套模上放置基材,折弯所述套模使得所述套模、涂层膜、浸渍印刷纸与基材形成层叠包覆结构;
5、s2、将包覆有基材的套模放置于模具内,进行加压加热压贴,得到压贴基材;
6、所述基材为异型线条类材料;
7、所述套模、基材的异型轮廓一致;所述模具的内侧轮廓与套模的轮廓相互匹配,形成相互插补。
8、优选地,所述套模为超薄异型不锈钢模具。
9、优选地,所述套模设有一个或多个折弯点。
10、优选地,所述附有涂层膜和浸渍印刷纸的套模的制备步骤为:在套模上铺设涂层膜,所述涂层膜的涂层面远离套模;再在所述涂层膜上铺设浸渍印刷纸。
11、优选地,所述套模的压纹效果选自麻面、布纹、木纹或石纹等。
12、优选地,所述折弯的具体步骤为:根据基材的压贴线条外观,将超薄钢模具进行弯曲,使其肌理面与基材的异型轮廓完全一致。
13、优选地,步骤s2中,所述套模的前处理工艺包括印花蚀刻、抛丸喷砂、电镀。
14、更优选地,所述印花蚀刻的工艺为:用菲林晒网的工艺结合酸性液体进行腐蚀,制作出表面压纹。
15、该工艺的有益之处在于所制得压纹越粗,成品表面效果还原程度越好。
16、更优选地,所述抛丸喷砂的工艺为用抛丸&喷砂机打磨模具表面。
17、该工艺的有益之处在于使套模的表面肌理更加细腻圆滑,压贴时不会损伤涂层,
18、更优选地,所述电镀为在模具表面镀铬。
19、优选地,所述涂层膜为电子束固化的丙烯酸酯涂层膜;更优选地,所述丙烯酸酯为环氧丙烯酸酯、聚氨酯丙烯酸酯、1,6-己二醇二丙烯酸酯中的一种或多种。
20、更优选地,所述涂层的成分还包括交联剂、偶联剂、流平剂、分散剂、光稳定剂、紫外线吸收剂。
21、更优选地,所述涂层膜的膜材质为透明pet膜。
22、优选地,所述浸渍印刷纸为浸渍有三聚氰胺胶水和/或脲醛胶水的印刷纸。
23、优选地,所述浸渍印刷纸的浸胶量为130-190%、挥发物含量为5-9%、预固化度为30-70%优选地,所述基材的材质为中密度纤维板或者实木板。
24、优选地,所述基材为l型门套线、柜体方形柱身、异型边型板件等。
25、优选地,所述模具为不锈钢材质。更优选地,所述不锈钢材质为410#或633#。
26、更优选地,所述模具的前处理工艺为:用铣床铣出模具的内侧轮廓尺寸,所制得的模具完全插补贴合套模。
27、优选地,步骤s3中,压贴时间为20-70s;
28、优选地,步骤s3中,压贴温度为175-205℃;
29、优选地,步骤s3中,压贴压力为5-20mpa。
30、本发明的第二方面提供了第一方面所述工艺制得的压贴基材。
31、本发明的有益效果是:
32、本发明提供了一种表面抗损伤的异型压贴工艺,该工艺采用已固化的eb涂层转移膜和三胺纸预先铺设在套模的工艺,使得后续eb涂层转移膜和三胺纸能完好地包覆基材,并结合异型模压设备,通过压贴工艺,将eb涂层转移至产品表面,解决了使用专用eb设备的限制,并提高贴合强度。本发明的工艺能对各种异型表面进行饰面,采用异型模具和异型套模结合的模压设备,制得eb涂层和三胺纸层压包覆材料,能实现对三胺纸和eb涂层无法直接饰面的异型板材进行压贴饰面,适用于现有设备进行加工。本发明的工艺可以使得压贴基材上的eb涂层与三胺纸所复合形成的漆膜的漆膜硬度要远大于常规eb平板辊涂工艺所制得漆膜,具有抗损伤性能,且与平板产品搭配时无色差问题。
技术特征:1.一种表面抗损伤异型线条压贴工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述套模为超薄异型不锈钢模具。
3.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述套模设有一个或多个折弯点。
4.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,步骤s2中,所述套模的前处理工艺包括印花蚀刻、抛丸喷砂、电镀。
5.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述涂层膜为电子束固化的丙烯酸酯涂层膜;
6.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述浸渍印刷纸为浸渍有三聚氰胺胶水和/或脲醛胶水的印刷纸;
7.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述基材的材质为中密度纤维板或者实木板。
8.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述模具为不锈钢材质;
9.根据权利要求1所述的表面抗损伤异型线条压贴工艺,其特征在于,所述压贴的工艺条件采用以下一种或多种:
10.权利要求1至9任一项所述的表面抗损伤异型线条压贴工艺所制得的压贴基材。
技术总结本发明公开了一种表面抗损伤异型线条压贴工艺,包括如下步骤:在附有涂层膜和浸渍印刷纸的套模上放置基材,折弯所述套模使得所述套模、涂层膜、浸渍印刷纸与基材形成层叠包覆结构;将包覆有基材的套模放置于模具内,进行加压加热压贴,得到压贴基材。本发明提供了一种表面抗损伤的异型压贴工艺。该工艺采用已固化的EB涂层转移膜,并结合异型模压设备,通过压贴工艺,将EB涂层转移至产品表面,解决了使用专用EB设备的限制。本发明的工艺可以使得压贴基材上的EB涂层与三胺纸所复合形成的漆膜的漆膜硬度要远大于常规EB平板辊涂工艺所制得漆膜,具有抗损伤性能,且与平板产品搭配时无色差问题。技术研发人员:柯建生,杨浩春,林宝辉,郑智华受保护的技术使用者:索菲亚家居股份有限公司技术研发日:技术公布日:2024/4/8本文地址:https://www.jishuxx.com/zhuanli/20240615/75281.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。