桌面部分的成型工艺的制作方法
- 国知局
- 2024-07-11 15:46:38
本发明一般涉及桌具,具体涉及桌面部分的成型工艺。
背景技术:
1、桌子作为我们日常生活中常用的家具,用于支撑或放置物品,常被用于吃饭、办公、学习、娱乐等等场合。随着社会的发展,桌子的功能也在不断提升,现有的市场上可折叠、可升降、可支持无线充电的桌子屡见不鲜。人们对于桌子的需求也不再局限于功能上的提升,对桌子美观性的需求越来越高。
2、为了提升桌子的美观性,现有技术中的一种桌子,通过在桌板底部设置一圈装饰板,将框架包围遮挡,避免框架外露影响桌子的美观,也使得桌板和装饰件互相配合、桌子整体外观上具有上下分层的层次感;且桌板采用厚度较薄的抗倍特板,不仅具有较好的承载能力,而且更能凸显桌板纤薄的美感,提升桌子的美观性。
3、但是由于抗倍特板的成本较高,批量生产桌子需要的生产成本以及售价也会偏高;如果换成例如刨花板这样的普通材质的桌板,由于普通桌板的厚度相较于抗倍特板要厚,使得其与纵向具有一定高度的装饰板配合时,会显得桌子整体的外观较为臃肿,美观性不足;如果为了美观性削减普通桌板的厚度,那么普通桌板的承载能力又会大打折扣,在测试和使用中容易出现桌板变形甚至损坏的问题。
4、为了解决以上问题,现有的技术通过将普通桌板的侧壁下端铣削出一个连接槽,当装饰板连接在普通桌板的底部时,装饰板的顶端抵接在上述的连接槽内,使得外观上,只有装饰板和普通桌板的上端外露出来;由此,在采用较厚的普通桌板保证承载能力的同时,通过装饰板的顶端遮挡部分桌板,使得外露出的普通桌板的上端依旧显得纤薄,进而使得桌子整体更加美观。
5、但是上述的桌子存在以下缺陷:普通桌板的防水性能较差,在湿度较大的地区使用时,普通桌板容易受潮,桌板边缘容易鼓起爆开,严重影响桌子的使用;如果将普通桌板的四周封上封边条,虽然会对普通桌板起到保护作用,但是会阻挡普通桌板加工连接槽,如果直接将封边条连同桌板的侧壁一并铣去,连接槽得不到防水保护,容易受潮爆开。因此如何能在设置封边条保证防水性的同时,加工连接槽保证桌板连接装饰板后的美观性是当前需要解决的问题。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种桌面部分的成型工艺,通过在封边条上铣削出退让槽,且退让槽的深度小于封闭条的厚度,从而保证桌板本体的四周依旧受到封边条的保护,保证防水性;并且将装饰件的上端抵接在退让槽内,使得桌板下半身被装饰件遮挡,使用者只能看见厚度较薄的桌板的上半身,从而使得桌板还原了使用抗倍特板时的轻薄美感。
2、本发明的效果是这样实现的:
3、本申请提供一种桌面部分的成型工艺,包括以下步骤:
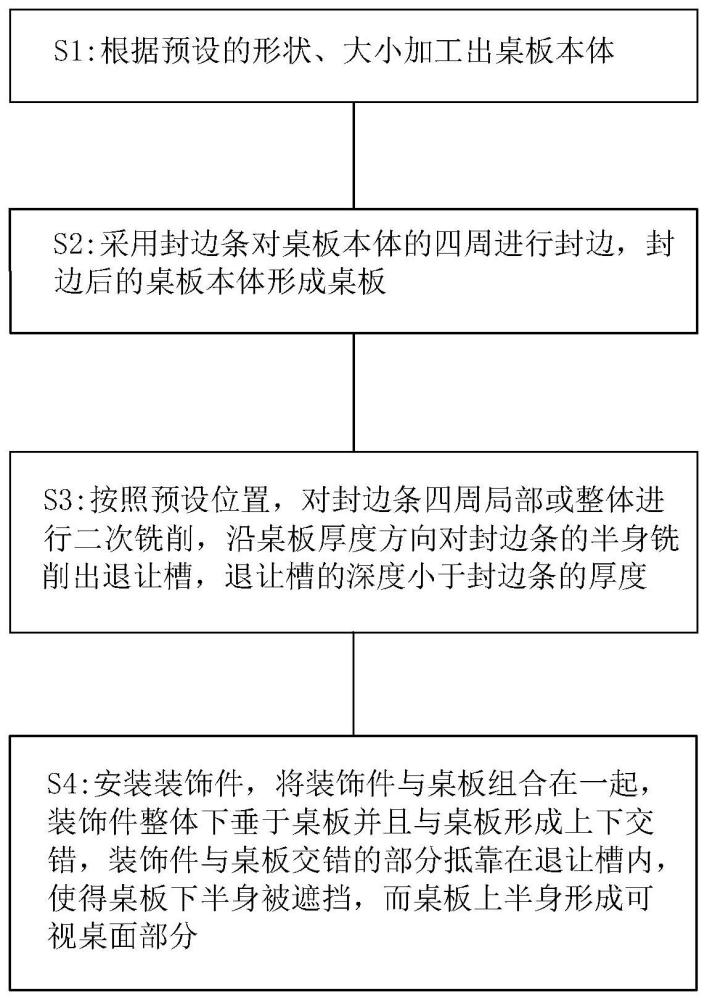
4、s1:根据预设的形状、大小加工出桌板本体;
5、s2:采用封边条对桌板本体的四周进行封边,封边后的桌板本体形成桌板;
6、s3:按照预设位置,对封边条四周局部或整体进行二次铣削,沿桌板厚度方向对封边条的半身铣削出退让槽,退让槽的深度小于封边条的厚度;
7、s4:安装装饰件,将装饰件与桌板组合在一起,装饰件整体下垂于桌板并且与桌板形成上下交错,装饰件与桌板交错的部分抵靠在退让槽内,使得桌板下半身被遮挡,而桌板上半身形成可视桌面部分。
8、进一步地,桌板的厚度为15-20mm,在纵向方向退让槽的高度为11-14mm,在横向方向退让槽的槽深为1.5-3mm。
9、进一步地,桌板整体形状为矩形,步骤s3中,将桌板放置在铣床的工作台面上时,使用定位件对桌板进行精准定位,定位件为l型板,先将定位件贴靠于铣床自带的靠山内拐角位置处,桌板封边条二次铣削加工前先将桌板的两条直角边贴在定位件的两条直角内沿位置进行定位,桌板定位后通过吸附或压力下压方式固定在工作台面上。
10、进一步地,定位件的内沿上设置有若干定位凸起,定位凸起在水平方向突出于内沿,通过若干定位凸起和桌板侧边进行点接触,实现精准定位;定位件为木制材料,在步骤s3中,封边条进行二次铣削时,铣刀将定位凸起铣薄的同时也将封边条半身铣薄。
11、进一步地,定位件的其中一条内沿边上突出设置有至少两个定位凸起,另一条内沿边上突出设置有至少一个定位凸起,定位凸起的抵接点与临近的定位件的内沿的间距为10-25mm。
12、进一步地,步骤s1中,装饰板包括显露于外侧的遮挡板,遮挡板上部与退让槽贴合的部分为抵接部,遮挡板的底部朝向背侧方向向上延伸出过渡部,遮挡板和过渡部组合形成装饰件的下垂部分。
13、进一步地,过渡部朝向远离遮挡板的方向水平延伸形成螺接部,抵接部贴合于退让槽时,螺接部贴合并螺接于桌板的底面。
14、进一步地,步骤s5中,装饰件为钣金件。
15、进一步地,步骤s1中,铣削出桌板本体后,需要在桌板本体的底面安装若干用于和横梁以及装饰件螺接的预埋螺母。
16、进一步地,步骤s2中,对桌板本体进行封边后,需要对封边条进行修边操作,使得封边条的边缘和桌板本体的上下表面平齐。
17、进一步地,步骤s3之后,需要对桌板进行表面处理,包括以下步骤:
18、s31:对封边条的边缘进行倒角;
19、s32:清洁桌板的表面,并在开设的各个用于安装元件的槽位内涂抹防水胶;
20、s33:在桌板的表面镭雕出各种标记。
21、本申请提供的桌面部分的成型工艺,通过在封边条上铣削出退让槽,且退让槽的深度小于封闭条的厚度,从而保证桌板本体的四周依旧受到封边条的保护,避免桌板本体的边缘受潮膨胀爆裂;并且在铣削后的桌板上设置装饰件,装饰件的上端抵接在退让槽内,使得桌板下半身被装饰件遮挡,使用者只能看见厚度较薄的桌板的上半身,从而使得桌板在选用厚度较厚的普通材质的同时,也可以还原使用抗倍特板时的轻薄美感。
技术特征:1.一种桌面部分的成型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述桌板(1)的厚度为15-20mm,在纵向方向所述退让槽(121)的高度为11-14mm,在横向方向所述退让槽(121)的槽深为1.5-3mm。
3.根据权利要求1所述的桌面部分的成型工艺,其特征在于,桌板整体形状为矩形,所述步骤s3中,将所述桌板(1)放置在铣床的工作台面上时,使用定位件(3)对所述桌板(1)进行精准定位,所述定位件(3)为l型板,先将定位件(3)贴靠于铣床自带的靠山(301)内拐角位置处,桌板封边条二次铣削加工前先将桌板(1)的两条直角边贴在所述定位件(3)的两条直角内沿位置进行定位,桌板(1)定位后通过吸附或压力下压方式固定在所述工作台面上。
4.根据权利要求3所述的桌面部分的成型工艺,其特征在于,所述定位件(3)的内沿(310)上设置有若干定位凸起(311),所述定位凸起(311)在水平方向突出于所述内沿(310),通过所述若干定位凸起(311)和所述桌板(1)侧边进行点接触,实现精准定位;定位件(3)为木制材料,在步骤s3中,封边条进行二次铣削时,铣刀将定位凸起(311)铣薄的同时也将封边条(120)半身铣薄。
5.根据权利要求4所述的桌面部分的成型工艺,其特征在于,所述定位件(3)的其中一条内沿边上突出设置有至少两个所述定位凸起(311),另一条内沿边上突出设置有至少一个所述定位凸起(311),定位凸起(311)的抵接点与临近的定位件(3)的内沿(310)的间距为10-25mm。
6.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述步骤s1中,所述装饰板(2)包括显露于外侧的遮挡板(210),所述遮挡板(210)上部与所述退让槽(123)贴合的部分为抵接部(220),所述遮挡板(210)的底部朝向背侧方向向上延伸出过渡部(230),所述遮挡板(210)和所述过渡部(230)组合形成所述装饰件(2)的下垂部分。
7.根据权利要求6所述的桌面部分的成型工艺,其特征在于,所述过渡部(230)朝向远离所述遮挡板(210)的方向水平延伸形成螺接部(240),所述抵接部(220)贴合于所述退让槽(121)时,所述螺接部(240)贴合并螺接于所述桌板(1)的底面。
8.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述步骤s5中,所述装饰件(2)为钣金件。
9.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述步骤s1中,铣削出所述桌板本体(110)后,需要在所述桌板本体(110)的底面安装若干用于和横梁以及装饰件(2)螺接的预埋螺母。
10.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述步骤s2中,对所述桌板本体(110)进行封边后,需要对所述封边条(120)进行修边操作,使得所述封边条(120)的边缘和所述桌板本体(110)的上下表面平齐。
11.根据权利要求1所述的桌面部分的成型工艺,其特征在于,所述步骤s3之后,需要对所述桌板(1)进行表面处理,包括以下步骤:
技术总结本发明公开了一种桌面部分的成型工艺,包括以下步骤:S1:根据预设的形状、大小加工出桌板本体;S2:采用封边条对桌板本体的四周进行封边,封边后的桌板本体形成桌板;S3:按照预设位置,对封边条四周局部或整体进行二次铣削,沿桌板厚度方向对封边条的半身铣削出退让槽;S4:安装装饰件,将装饰件与桌板组合在一起,装饰件与桌板交错的部分抵靠在退让槽内,使得桌板下半身被遮挡,而桌板上半身形成可视桌面部分。本申请提供的桌面部分的成型工艺,通过在封边条上铣削出退让槽,且退让槽的深度小于封闭条的厚度,保证防水性;并且将装饰件的上端抵接在退让槽内,使用者只能看见厚度较薄的桌板的上半身,从而使得桌板外观上具有轻薄美感。技术研发人员:吕昌宝,俞鹏飞,叶金受保护的技术使用者:永艺家具股份有限公司技术研发日:技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240615/75919.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表