一种改善金属拉手门变形的方法与流程
- 国知局
- 2024-07-11 15:46:38
本发明涉及板式家具,特别涉及一种改善金属拉手门变形的方法。
背景技术:
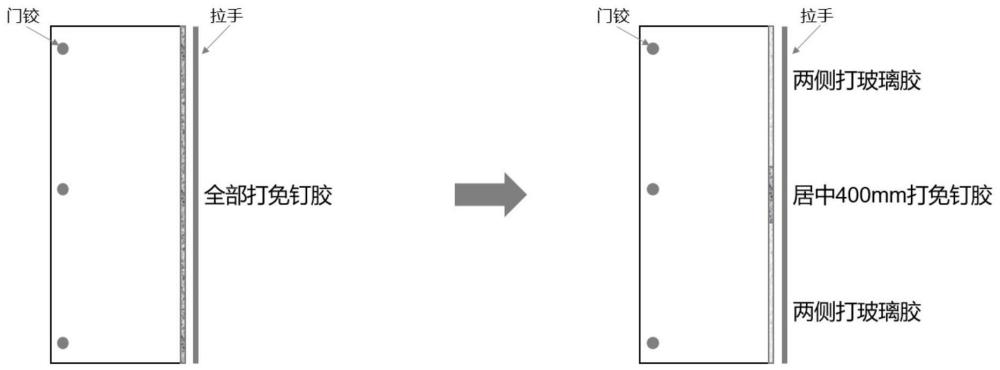
1、金属与刨花板结合的家具是近年来市场的流行趋势,多以金属拉手和刨花板门板这一组合出现。目前的板式家具厂家多用快干、弹性较差的丙烯酸酯类聚合物类胶水(免钉胶),对金属拉手和刨花板门板进行粘接,这样既能保持门板在短时间内(1~2h)形成足够的粘接强度、保证生产效率,又能在胶水反应完成后拥有足够的强度。现有方法中,为了进一步的增加胶水和拉手的接触面积、增加牢固度,提高加工效率和产品质量,会对门板边部铣槽、再在槽内打胶、最后将拉手凸起部位顶入槽内。
2、但是由于刨花板门板在生产过程中含水率处于较低值,而门板表面是三聚氰胺饰面,这一类型的饰面材料无法阻止板材和外界交互水分,因此使用过程中刨花板门板经过吸湿后逐渐达到平衡含水率,在这一过程中刨花板门板会出现长、宽、厚三个方向的发涨。金属拉手和刨花板组合的门板,由于拉手是刚性的且没有吸湿发涨的特点,所以拉手边的门板发涨会受到抑制,长此以往就会出现香蕉型变形,影响拉手门的使用。
技术实现思路
1、本发明旨在至少解决现有技术中存在的上述技术问题之一。为此,本发明的目的在于提供一种改善金属拉手门变形的方法,通过调整打胶方式,在不同位置组合运用两种胶水,在不改变产品外观和过度牺牲装配效率的前提下,满足粘接强度并解决香蕉型变形问题。
2、本发明的第二方面在于提供一种金属拉手门。
3、为了实现上述目的,本发明所采取的技术方案是:
4、本发明的第一方面在于提供一种改善金属拉手门变形的方法,包括如下步骤:
5、取带有凹槽的门板,在门板凹槽内进行打胶;所述打胶的胶黏剂包括免钉胶和玻璃胶;
6、其中,所述凹槽内居中位置与两侧位置打胶种类不同;或,所述凹槽内免钉胶和玻璃胶相间打胶。
7、本发明通过调整打胶方式,在不同位置打上两种不同的胶水,并限定两种胶水所处位置的连接情况,将免钉胶和玻璃胶进行组合运用,在不改变产品外观和过度牺牲装配效率的前提下,满足粘接强度并解决香蕉型变形问题,同时还能够提升经济效益。
8、其中,免钉胶能够保证门板与金属拉手的粘接强度,而玻璃胶能够为门板的连接提供一定的弹性,使得门板在涨尺过程中有一定活动量,有利于改善香蕉型变形问题。
9、在本发明的一些实施方式中,所述居中位置为门板居中处占门板总长度14~45%的位置。
10、在本发明的一些实施例中,所述居中位置为门板居中处占门板总长度14~30%的位置。
11、在本发明的一些具体实施例中,所述居中位置为门板凹槽居中处长400~1200mm的位置。
12、在本发明的一些示例中,所述居中位置为门板凹槽居中处长400~800mm的位置。
13、在本发明的一些实施方式中,所述相间打胶的免钉胶或玻璃胶的打胶长度占门板总长度的5~10%。
14、在本发明的一些实施例中,所述相间打胶的免钉胶或玻璃胶的打胶长度占门板总长度的6~8%。
15、在本发明的一些具体实施例中,所述相间打胶的免钉胶或玻璃胶的打胶长度为150~250mm。
16、在本发明的一些示例中,所述相间打胶的免钉胶或玻璃胶的打胶长度为190~210mm。
17、在本发明的一些实施方式中,所述门板长度>400mm。
18、在本发明的一些实施例中,所述门板长度为2000~2800mm。
19、在本发明的一些具体实施例中,所述门板长度为2700~2800mm。
20、当门板长度≤400mm时,可以按照传统方法打胶,即在门板凹槽内全段均打入免钉胶。
21、在本发明的一些实施方式中,所述门板厚度为12~20mm。
22、在本发明的一些实施例中,所述门板厚度为17~19mm
23、在本发明的一些具体实施例中,所述门板厚度为18mm。
24、在本发明的一些实施方式中,所述门板的饰面为三聚氰胺饰面。
25、在本发明的一些实施方式中,所述门板经过开料、封边、铣型、打孔得到。
26、在本发明的一些实施方式中,所述门板安装金属拉手处为l型台阶状。
27、在本发明的一些实施方式中,所述凹槽设置在台阶处。
28、在本发明的一些实施方式中,所述金属拉手通过凹槽内的胶与门板相连接。
29、在本发明的一些实施例中,金属拉手安装在门板的l型台阶处,通过门板凹槽内的胶与门板紧密粘接在一起。
30、在本发明的一些实施方式中,所述凹槽宽度与门板厚度的比例为1:(5~6)。
31、在本发明的一些实施例中,所述凹槽宽度与门板厚度的比例为1:6。
32、在本发明的一些实施方式中,所述凹槽宽度为2~4mm。
33、在本发明的一些实施例中,所述凹槽宽度为2.5~3.5mm。
34、在本发明的一些实施方式中,所述打胶直径不超过凹槽宽度。
35、如果打胶过多会导致胶水溢出,增加后续清洁动作,且造成浪费。
36、在本发明的一些实施例中,所述打胶直径为2.5~3.5mm。
37、在本发明的一些实施方式中,所述免钉胶包括丙烯酸酯聚合物类胶黏剂。
38、在本发明的一些实施方式中,所述玻璃胶包括硅酮型胶黏剂。
39、在本发明的一些实施例中,所述硅酮胶为中性固化硅酮密封胶。
40、本发明的第二方面在于提供一种本发明第一方面所述方法得到的金属拉手门。
41、本发明得到的金属拉手门中,金属拉手与门板粘接强度良好,且避免了金属拉手门的香蕉型变形问题。
42、在本发明的一些实施方式中,所述金属拉手门在90~98%湿度下加湿挂装8~12周,对拼后门缝最大值≤5.6mm。
43、在本发明的一些实施例中,所述金属拉手门在95%湿度下加湿挂装12周,对拼后门缝最大值≤5.6mm。
44、与现有技术相比,本发明至少具有如下有益效果:
45、(1)本发明的方法调整了金属拉手门门板的打胶方式,通过在不同位置组合运用免钉胶和玻璃胶,在不改变产品外观和过度牺牲装配效率的前提下,满足了金属拉手门的粘接强度并解决了香蕉型变形问题,同时提升了金属拉手门的经济效益。
46、(2)本发明得到的金属拉手门中,金属拉手与门板粘接强度良好,且避免了金属拉手门的香蕉型变形问题,在90~98%湿度下加湿挂装8~12周,对拼后门缝最大值≤5.6mm,因此,金属拉手门在现实环境中吸湿后的使用寿命得到了提升。
技术特征:1.一种改善金属拉手门变形的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述方法,其特征在于,所述居中位置为门板居中处占门板总长度14~45%的位置。
3.根据权利要求1所述方法,其特征在于,所述相间打胶的免钉胶或玻璃胶的打胶长度占门板总长度的5~10%。
4.根据权利要求1所述方法,其特征在于,所述门板长度>400mm。
5.根据权利要求1所述方法,其特征在于,所述门板的饰面为三聚氰胺饰面。
6.根据权利要求1所述方法,其特征在于,所述门板安装金属拉手处为l型台阶状;
7.根据权利要求1或6所述方法,其特征在于,所述凹槽宽度与门板厚度的比例为1:(5~6)。
8.根据权利要求7所述方法,其特征在于,所述打胶直径不超过凹槽宽度。
9.根据权利要求1所述方法,其特征在于,所述免钉胶包括丙烯酸酯聚合物类胶黏剂;
10.一种权利要求1~9任一项所述方法得到的金属拉手门。
技术总结本发明公开了一种改善金属拉手门变形的方法,涉及板式家具技术领域。本发明的方法包括如下步骤:取带有凹槽的门板,在门板凹槽内进行打胶;所述打胶的胶黏剂包括免钉胶和玻璃胶;其中,所述凹槽内居中位置与两侧位置打胶种类不同;或,所述凹槽内免钉胶和玻璃胶相间打胶。本发明在不改变产品外观和过度牺牲装配效率的前提下,满足了金属拉手门的粘接强度并解决了香蕉型变形问题,同时提升了金属拉手门的经济效益。将打胶后的门板和金属拉手安装后得到的金属拉手门,在95%湿度下加湿挂装12周,对拼后门缝最大值≤5.6mm。技术研发人员:柯建生,郑智华,谢建威,阮君冰,李锦龙,杨琳慧,蓝海娣受保护的技术使用者:索菲亚家居股份有限公司技术研发日:技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240615/75920.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表