高性能定向结构板的制备方法、定向木片复合胶合木与流程
- 国知局
- 2024-07-11 15:47:28
本发明涉及人造板,具体为高性能定向结构板的制备方法、定向木片复合胶合木。
背景技术:
1、近年来,装配式木结构建筑及建筑产业化的发展得到各级政府的高度重视,相关政策不断出台,相关标准进一步完善,对推动和规范我国建筑产业化发展、促进传统建造方式向现代工业化建造方式的转变具有重要意义。超低能耗建筑(近零能耗建筑),绿色能源系统与节能技术完美融入建筑,成为智能化科技建筑,实现了低碳环保。
2、但是,装配式木结构建筑支撑柱、承重梁主要采用进口木材胶合而成,进口木材生长周期长,成本高,而用人造板来代替进口木材其力学指标完全达不到木结构建筑设计标准。
技术实现思路
1、本发明提供了一种高性能定向结构板的制备方法、定向木片复合胶合木,用于解决现有人造板来代替进口木材其力学指标完全达不到木结构建筑设计标准的缺陷。
2、为实现上述目的,本发明的方案如下:
3、本发明的第一个方面提出高性能定向结构板的制备方法,步骤包括:
4、a)制备并筛选长度大于180mm的杨木刨花,干燥;
5、b)向刨花中均匀施加5-8wt%的mdi胶液,由铺装机按刨花纵向进行铺装;
6、c)采用高压力连续压机进行热压得到高性能定向结构板;热压参数为:高压区温度170-200℃、速度55-65mm/s、压力≥5n/mm2。
7、进一步地,所述刨花厚度为0.6mm,宽度为20-40mm。
8、进一步地,所述干燥后控制刨花水分在2-4%。
9、进一步地,步骤b)中,所述两层纵向铺装的密度为0.65-0.75g/cm3。
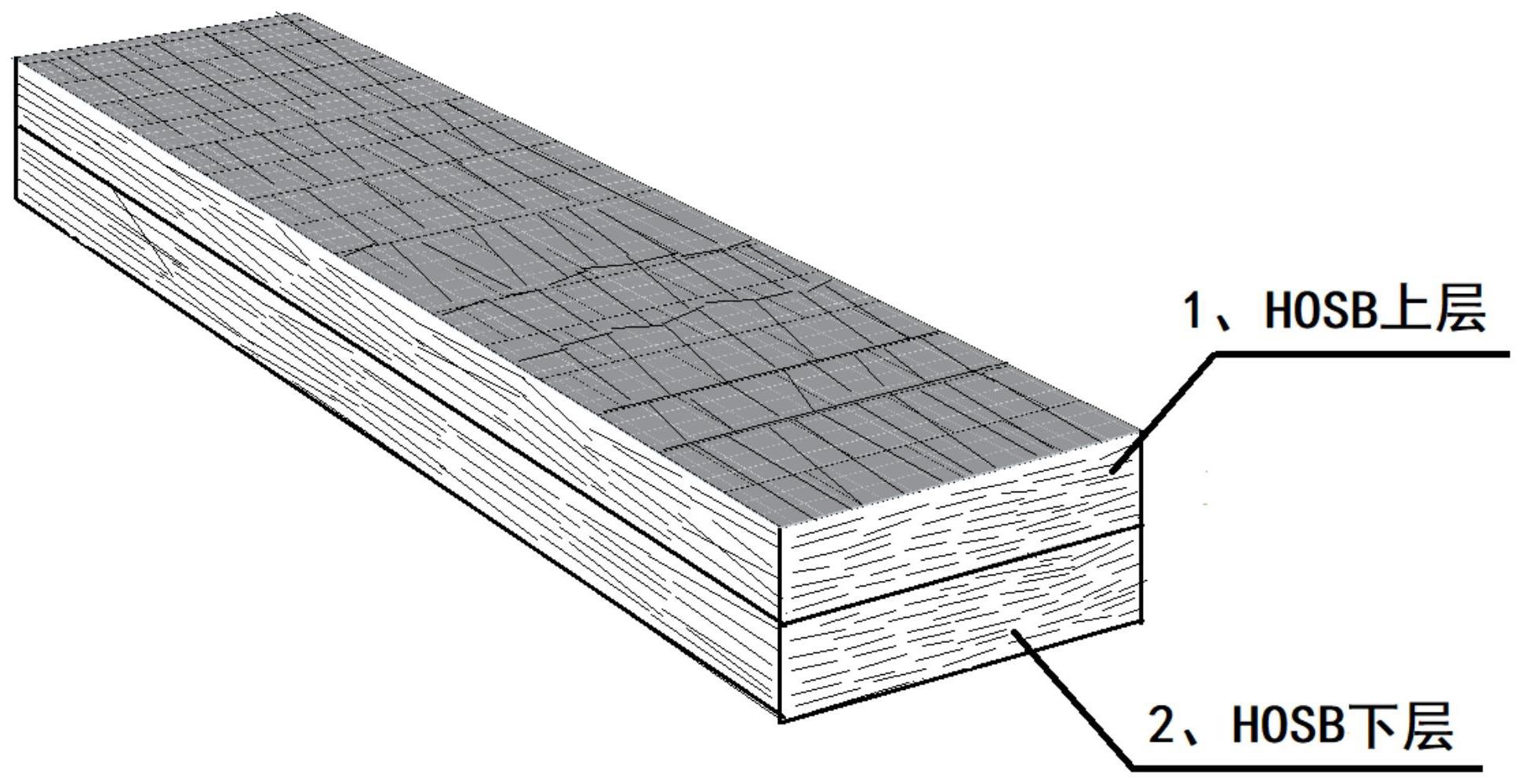
10、进一步地,步骤b)中,所述铺装过程由二台铺装机同步进行纵、纵铺装,上、下层铺装比例为50:50。
11、进一步地,所述制备方法还包括对热压后的结构板进行冷却、定尺、砂光、定宽及抛光的步骤。
12、本发明第二个方面提出一种定向木片复合胶合木,包括沿厚度方向层压而成的若干层结构板;所述结构板包含至少一层高性能定向结构板,所述高性能定向结构板由以上第一个方面所述高性能定向结构板的制备方法得到。
13、进一步地,所述定向木片复合胶合木由两层及以上高性能定向结构板压制而成。
14、进一步地,所述结构板包括锯材,所述锯材用料选自花旗松、云杉、落叶松或spf。
15、本发明第三个方面提出,第二个方面所述定向木片复合胶合木的制备方法,将若干层结构板组坯、加压层压得到;结构板层与层之间的施胶量为120-150g/m2;
16、和/或,加压的压力为1.2~1.5mpa;
17、和/或,压合时间为90~120min。
18、与现有技术相比,本发明具备以下有益效果:
19、本发明所述高性能定向结构板以杨木长尺寸刨花为原料,根据结构用锯材力学特性,采用全纵向铺装、高压缩比、连续热压等工艺,生产出可以任意定尺的高性能定向结构板,完全区别与现有人造板生产工艺模式,得到的高性能定向结构板的刨片纵向铺装的一致性达70%以上,其力学指标按gb/t28993-2012四点弯曲检测:纵向抗弯强度在70mpa以上、纵向弹性模量在11000mpa以上,内结合强度大于0.9mpa。
20、本发明所述高性能定向结构板hosb通过砂光、锯切等方式制成一定规格的板材,全部或与其它原木锯材复合通过表面施胶、组坯、冷压等工序复合制成的同等定向木片复合胶合木力学指标性能达到gb/t 26899《结构用集成材》中tct28及以上的要求、异等定向木片复合胶合木力学指标性能达到gb/t 26899《结构用集成材》中tcyd24及以上的要求,能代替进口木材和结构用集成材使用。
技术特征:1.高性能定向结构板的制备方法,其特征在于,步骤包括:
2.根据权利要求1所述的制备方法,其特征在于,所述刨花厚度为0.6mm,宽度为20-40mm。
3.根据权利要求1所述的制备方法,其特征在于,步骤a)中,所述干燥后控制刨花水分在2-4%。
4.根据权利要求1所述的制备方法,其特征在于,步骤b)中,所述铺装的密度为0.65-0.75g/cm3。
5.根据权利要求1所述的制备方法,其特征在于,步骤b)中,所述铺装过程由二台铺装机同步进行纵、纵铺装,上、下层铺装比例为50:50。
6.根据权利要求1所述的制备方法,其特征在于,还包括对热压后的结构板进行冷却、定尺、砂光、定宽及抛光的步骤。
7.定向木片复合胶合木,其特征在于,包括沿厚度方向层压而成的若干层结构板;所述结构板包含至少一层高性能定向结构板,所述高性能定向结构板由权利要求1-6任意一项所述制备方法得到。
8.根据权利要求7所述的定向木片复合胶合木,其特征在于,所述定向木片复合胶合木由两层及以上高性能定向结构板压制而成。
9.根据权利要求7所述的定向木片复合胶合木,其特征在于,所述结构板包括锯材,所述锯材用料选自花旗松、云杉、落叶松或spf。
10.权利要求7所述定向木片复合胶合木的制备方法,其特征在于,将若干层结构板组坯、加压层压得到;结构板层与层之间的施胶量为120-150g/m2;
技术总结本发明公开了高性能定向结构板的制备方法、定向木片复合胶合木,所述高性能定向结构板以杨木长尺寸刨花,采用全纵向铺装、高压缩比、连续热压等工艺得到,以此为基材通过层压或与其它结构用锯材复合层压进一步制成定向木片复合胶合木;所述高性能定向结构板的刨片纵向铺装的一致性达70%以上,其力学指标按GB/T 28993‑2012四点弯曲检测:纵向抗弯强度在70Mpa以上、纵向弹性模量在11000Mpa以上,内结合强度大于0.9Mpa。将此基材全部或与其它原木锯材复合通过表面施胶、组坯、冷压等工序复合制成的同等定向木片复合胶合木力学指标性能达到GB/T 26899《结构用集成材》中TC<subgt;T</subgt;28及以上的要求、异等定向木片复合胶合木力学指标性能达到GB/T26899《结构用集成材》中TC<subgt;YD</subgt;24及以上的要求,能代替进口木材和结构用集成材使用。技术研发人员:李龙,辛强,曾庆祝,方启贤,敖聪,李勃受保护的技术使用者:湖北康欣新材料科技有限责任公司技术研发日:技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240615/76010.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表